热冲压成型体的制作方法
本发明涉及一种热冲压成型体。
背景技术:
1、作为以高尺寸精度成型高强度的钢材的方法,已知有热冲压(也称为热压、热压制、模压淬火、加压淬火等)。热冲压是指将钢板等钢材加热到奥氏体域,进行热加工成型,通过成型后的冷却得到所期望的特性。
2、在热冲压中,在加热时钢材的表面有时会生成氧化皮,需要在后续工序中将其去除。为了避免这种情况,公知有对热冲压用的钢材实施镀al来抑制氧化皮的生成的技术。
3、在日本特公昭63-3929号公报中,公开了一种在高温氧化时显示低氧化增量值的热浸镀铝钢板的制造方法。在日本专利第2943021号公报中,公开了一种在表层具有nial金属间化合物的奥氏体不锈钢钢带的制造方法,其中,在奥氏体不锈钢钢带表面覆盖al后,在700~800℃的温度范围内,在非氧化性气氛下进行扩散热处理。
4、在国际公开第2018/221738号中公开了涂装后耐腐蚀性等优异的热冲压部件。该热冲压部件具有钢材、al-fe金属间化合物层和氧化膜层,在氧化膜层中,含有以除氧以外的比率计为0.01原子%以上且80原子%以下的选自由be、mg、ca、sr、ba、sc、ti、v、cr、mn、fe、co、ni、cu、zn组成的组中的1种或2种以上元素。
5、在日本特表2017-536472号公报中,公开了由钢基材和以al为主成分的保护覆膜构成的热加工成型用的扁钢制品。该公报中记载了保护覆膜含有合计0.1重量%~0.5重量%的至少一种碱土金属或过渡金属,碱土金属或过渡金属的氧化物在热加工成型过程中形成在保护覆膜的外表面上。
6、现有技术文献
7、专利文献
8、专利文献1:日本特公昭63-3929号公报
9、专利文献2:日本专利第2943021号公报
10、专利文献3:国际公开第2018/221738号
11、专利文献4:日本特表2017-536472号公报
技术实现思路
1、发明要解决的问题
2、在对实施了镀al的钢材进行热冲压时,在al被氧化的过程中消耗氧和大气中的水分。此时释放的氢有时被钢材吸收,成为潜在的延迟断裂的原因。
3、本发明的课题在于提供一种耐延迟断裂性优异的热冲压成型体。
4、用于解决问题的方案
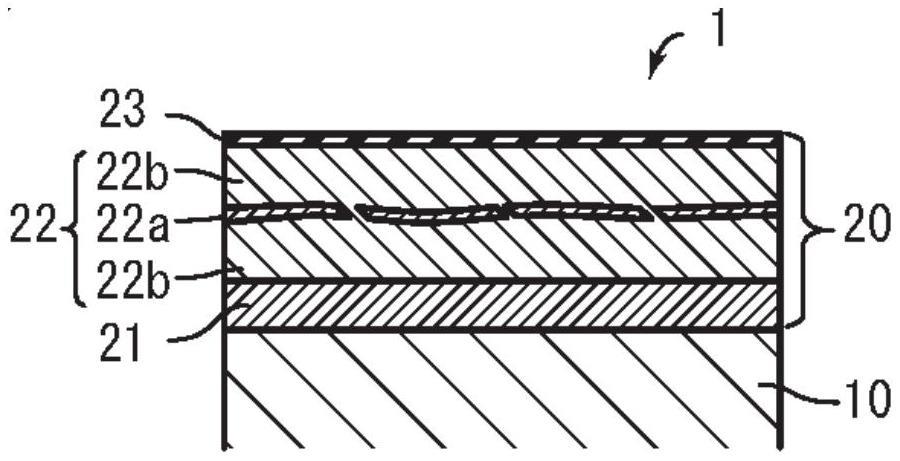
5、本发明的一个实施方式涉及的热冲压成型体具备钢基材和形成在所述钢基材上的al覆膜,所述al覆膜包含:界面层,其形成在与所述钢基材的界面上,具有αfe的一部分被al和si置换的结构;中间层,其形成在所述界面层上;以及氧化膜层,其形成在所述中间层上,所述中间层的厚度为15μm以上,所述中间层包含具有αfe的一部分被al和si置换的结构的fe-al-si相,所述fe-al-si相包含选自由zr、ce、y、ta、ni、cu、nb、cr、co、v和ti组成的组中的1种或2种以上元素,所述fe-al-si相中的si的含量为1~20质量%,zr、ce、y、ta、ni、cu、nb、cr、co、v和ti的合计含量为0.10~5.0质量%,所述氧化膜层包含选自由be、mg、ca、sr、ba、sc和zn组成的组中的1种或2种以上元素,所述氧化膜层中除氧以外的成分中的be、mg、ca、sr、ba、sc和zn的合计比率为0.01~80.0质量%。
6、发明的效果
7、根据本发明,能够得到耐延迟断裂性优异的热冲压成型体。
技术特征:
1.一种热冲压成型体,其具备钢基材和形成在所述钢基材上的al覆膜,
2.根据权利要求1所述的热冲压成型体,其中,
3.根据权利要求1或2所述的热冲压成型体,其中,
4.根据权利要求1或2所述的热冲压成型体,其中,
5.根据权利要求3所述的热冲压成型体,其中,
技术总结
提供一种耐延迟断裂性优异的热冲压成型体。热冲压成型体(1)具备钢基材(10)和形成在钢基材(10)上的Al覆膜(20),Al覆膜(20)包含:界面层(21),其形成在与钢基材(10)的界面上,具有αFe的一部分被Al和Si置换的结构;中间层(22),其形成在界面层(21)上;以及氧化膜层,其形成在中间层上,中间层(22)包含具有αFe的一部分被Al和Si置换的结构的Fe‑Al‑Si相(22a),Fe‑Al‑Si相(22a)包含选自由Zr、Ce、Y、Ta、Ni、Cu、Nb、Cr、Co、V和Ti组成的组中的1种或2种以上元素,氧化膜层(23)包含选自由Be、Mg、Ca、Sr、Ba、Sc和Zn组成的组中的1种或2种以上元素。
技术研发人员:土井教史,小林宪司,稻富尚美,铃木优贵,藤田宗士,布田雅裕
受保护的技术使用者:日本制铁株式会社
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!