线锯的异常诊断装置及方法与流程
本发明涉及线锯的异常诊断装置及方法。
背景技术:
1、存在利用锯丝对半导体材料、磁性材料等工件进行切断加工的线锯(例如,参照专利文献1)。该线锯通过使以规定间隔缠绕在多个加工用辊的锯丝高速移动并将工件推碰到该锯丝来进行切断加工。一般地,线锯具备:缠绕锯丝的多个加工用辊;将锯丝向加工用辊给出的给出卷轴;以及将从加工用辊送出的锯丝卷绕的卷绕卷轴。
2、专利文献1记载的装置在工件的切断加工前,进行锯丝的张力、以及在工件保持部安装的振动传感器的振动的测定,使用该测定值进行线锯的正常或异常的判断。而且,在判断为线锯正常的情况下进行工件的切断加工,从而防止了从工件切出的晶片等产品的质量恶化(参照专利文献1的段落[0009]、[0010])。
3、[现有技术文献]
4、[专利文献]
5、专利文献1:日本特开第6729697号公报。
技术实现思路
1、[发明要解决的技术问题]
2、可以认为,在专利文献1的装置中,以与之后的切断加工时的运转相同的条件、例如锯丝的移动速度(线速)为恒定之类的条件,进行在工件的切断加工前进行的测定时的线锯的运转。
3、但是,线锯是需要加工用辊、给出卷轴以及卷绕卷轴的多轴同步控制的复杂的结构,在以线速一定的条件运转时,每次给出卷轴以及卷绕卷轴的储线量、有效直径都变化。并且,有时在维护时进行刨削加工用辊的外周面的槽的修复而使得有效直径减少,如此发生变化。因此,专利文献1的装置的切断加工前的运转状态的监控不能说是充分的,进行准确的异常诊断是困难的。
4、本发明的课题在于,对线锯充分地监控切断加工前的运转状态而准确地进行异常诊断。
5、[用于解决技术问题的技术方案]
6、为了解决上述课题,本发明是利用锯丝进行工件的切断加工的线锯的异常诊断装置。所述线锯具备:多个加工用辊;缠绕于多个所述加工用辊的锯丝;将所述锯丝向所述加工用辊给出的给出卷轴;以及将从所述加工用辊送出的所述锯丝卷绕的卷绕卷轴。所述异常诊断装置包括:诊断模式执行部,在所述切断加工前分别执行以下诊断模式:以使所述加工用辊成为恒定的第一旋转速度的方式使所述线锯运转的第一诊断模式、以使所述给出卷轴成为恒定的第二旋转速度的方式使所述线锯运转的第二诊断模式、以及以使所述卷绕卷轴成为恒定的第三旋转速度的方式使所述线锯运转的第三诊断模式;数据组获取部,对表示所述线锯的运转状态的多个数据项目,分别获取:通过所述第一诊断模式得到的第一数据组、通过所述第二诊断模式得到的第二数据组、以及通过所述第三诊断模式得到的第三数据组;偏差信息计算部,对多个所述数据项目计算偏差信息,该偏差信息是有关以下偏差:将在所述线锯正常时通过所述第一诊断模式得到的第一基准数据组、在所述线锯正常时通过所述第二诊断模式得到的第二基准数据组、以及在所述线锯正常时通过所述第三诊断模式得到的第三基准数据组与所述第一数据组、所述第二数据组、以及所述第三数据组分别进行对比得到的偏差;以及判定部,基于所计算的所述偏差信息判定所述线锯有无异常。
7、另外,本发明是线锯的异常诊断方法,该线锯利用锯丝进行工件的切断加工。所述异常诊断方法包括以下步骤:在所述切断加工前分别执行以下诊断模式的步骤:以使所述加工用辊成为恒定的第一旋转速度的方式使所述线锯运转的第一诊断模式、以使所述给出卷轴成为恒定的第二旋转速度的方式使所述线锯运转的第二诊断模式、以及以使所述卷绕卷轴成为恒定的第三旋转速度的方式使所述线锯运转的第三诊断模式;对表示所述线锯的运转状态的多个数据项目,分别获取以下数据组的步骤:通过所述第一诊断模式得到的第一数据组、通过所述第二诊断模式得到的第二数据组、以及通过所述第三诊断模式得到的第三数据组;对多个所述数据项目计算偏差信息的步骤,该偏差信息是有关以下偏差:将在所述线锯正常时通过所述第一诊断模式得到的第一基准数据组、在所述线锯正常时通过所述第二诊断模式得到的第二基准数据组、以及在所述线锯正常时通过所述第三诊断模式得到的第三基准数据组与所述第一数据组、所述第二数据组以及所述第三数据组分别进行对比得到的偏差;以及基于所计算的所述偏差信息判定所述线锯有无异常的步骤。
8、[发明效果]
9、根据本发明,能够对线锯充分地监控切断加工前的运转状态并准确地进行异常诊断。
技术特征:
1.一种线锯的异常诊断装置,该线锯具备:多个加工用辊;缠绕于多个所述加工用辊的锯丝;将所述锯丝向所述加工用辊给出的给出卷轴;以及将从所述加工用辊送出的所述锯丝卷绕的卷绕卷轴,该线锯利用所述锯丝进行工件的切断加工,该线锯的异常诊断装置的特征在于,包括:
2.根据权利要求1所述的线锯的异常诊断装置,其特征在于,
3.根据权利要求1或2所述的线锯的异常诊断装置,其特征在于,
4.根据权利要求1至3中任意一项所述的线锯的异常诊断装置,其特征在于,在得到所述第三数据组以及所述第三基准数据组时的多个所述数据项目中包含:对所述卷绕卷轴进行旋转驱动的马达的转矩负载、所述卷绕卷轴或该卷绕卷轴的支撑构件的温度、以及所述卷绕卷轴或该卷绕卷轴的支撑构件的振动特性。
5.根据权利要求1至4中任意一项所述的线锯的异常诊断装置,其特征在于,所述偏差信息计算部计算马哈拉诺比斯距离作为所述偏差信息,该马哈拉诺比斯距离是将由所述第一基准数据组构成的第一单位空间、由所述第二基准数据组构成的第二单位空间以及由所述第三基准数据组构成的第三单位空间与由所述第一数据组构成的第一信号空间、由所述第二数据组构成的第二信号空间以及由所述第三数据组构成的第三信号空间分别进行对比得到的。
6.根据权利要求1至5中任意一项所述的线锯的异常诊断装置,其特征在于,所述线锯的异常诊断装置具备主要原因推断部,该主要原因推断部在判定为所述线锯存在异常的情况下,基于多个所述数据项目各自对所述偏差信息的贡献度推断异常的主要原因。
7.一种线锯的异常诊断方法,该线锯具备:多个加工用辊;缠绕于多个所述加工用辊的锯丝;将所述锯丝向所述加工用辊给出的给出卷轴;以及将从所述加工用辊送出的所述锯丝卷绕的卷绕卷轴,该线锯利用所述锯丝进行工件的切断加工,该线锯的异常诊断方法的特征在于,包括以下步骤:
技术总结
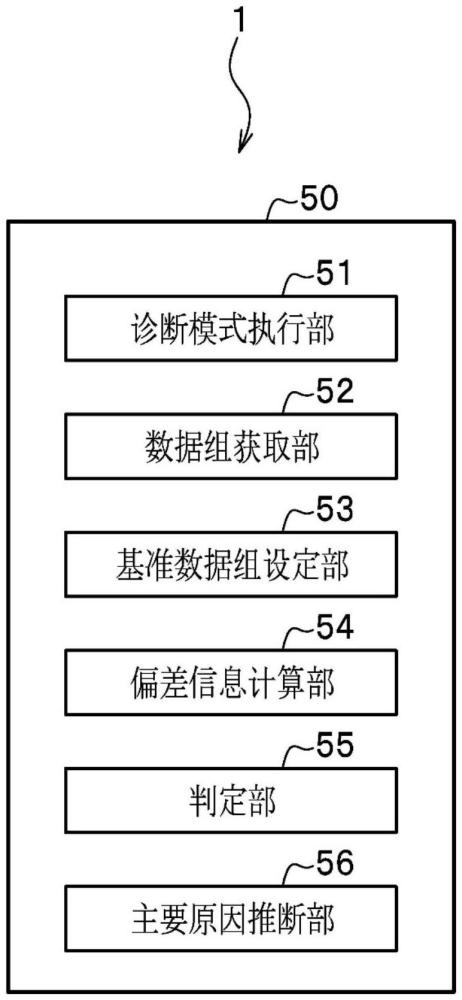
线锯(1)的异常诊断装置具备:诊断模式执行部(51)、数据组获取部(52)、偏差信息计算部(54)和判定部(55)。诊断模式执行部(51)在利用线锯(1)进行切断加工前分别执行以下诊断模式:加工用辊以恒定速度进行旋转的第一诊断模式、给出卷轴以恒定速度进行旋转的第二诊断模式、以及卷绕卷轴以恒定速度进行旋转的第三诊断模式。数据组获取部(52)通过第一~第三诊断模式分别对多个数据项目获取第一~第三数据组。偏差信息计算部(54)计算有关将第一~第三数据组与正常时的第一~第三基准数据组分别进行对比得到的偏差的偏差信息。判定部(55)基于偏差信息判定线锯(1)有无异常。由此,对线锯充分地监控切断加工前的运转状态并准确地进行异常诊断。
技术研发人员:村田伶儿,秋充,岛田侑里,河津知之
受保护的技术使用者:小松NTC株式会社
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!