一种薄壁大尺寸轴承套圈热处理固定结构及热处理方法与流程
本发明涉及轴承套圈热处理固定结构及方法,具体涉及一种薄壁大尺寸轴承套圈热处理固定结构及热处理方法,本发明属于机械加工领域。
背景技术:
1、带法兰盘薄壁大尺寸轴承套圈由于其结构特点薄壁及非对称,在热处理后套圈法兰盘变形明显,影响其产品质量和尺寸稳定性。尤其法兰盘比较薄的产品,其变形较明显,不利于产品质量的控制,产品在热处理过程中产品应力释放更加均匀充分,产品合格率低,产品一致性不稳定,产品局部应力集中造成产品变形或产品报废。
技术实现思路
1、本发明的目的是为了解决薄壁大尺寸轴承套圈在热处理后套圈法兰盘变形明显,产品局部应力集中造成产品变形或产品报废的问题,进而需要提供一种薄壁大尺寸轴承套圈热处理固定结构及热处理方法。
2、本发明通过以下方案解决上述技术问题:
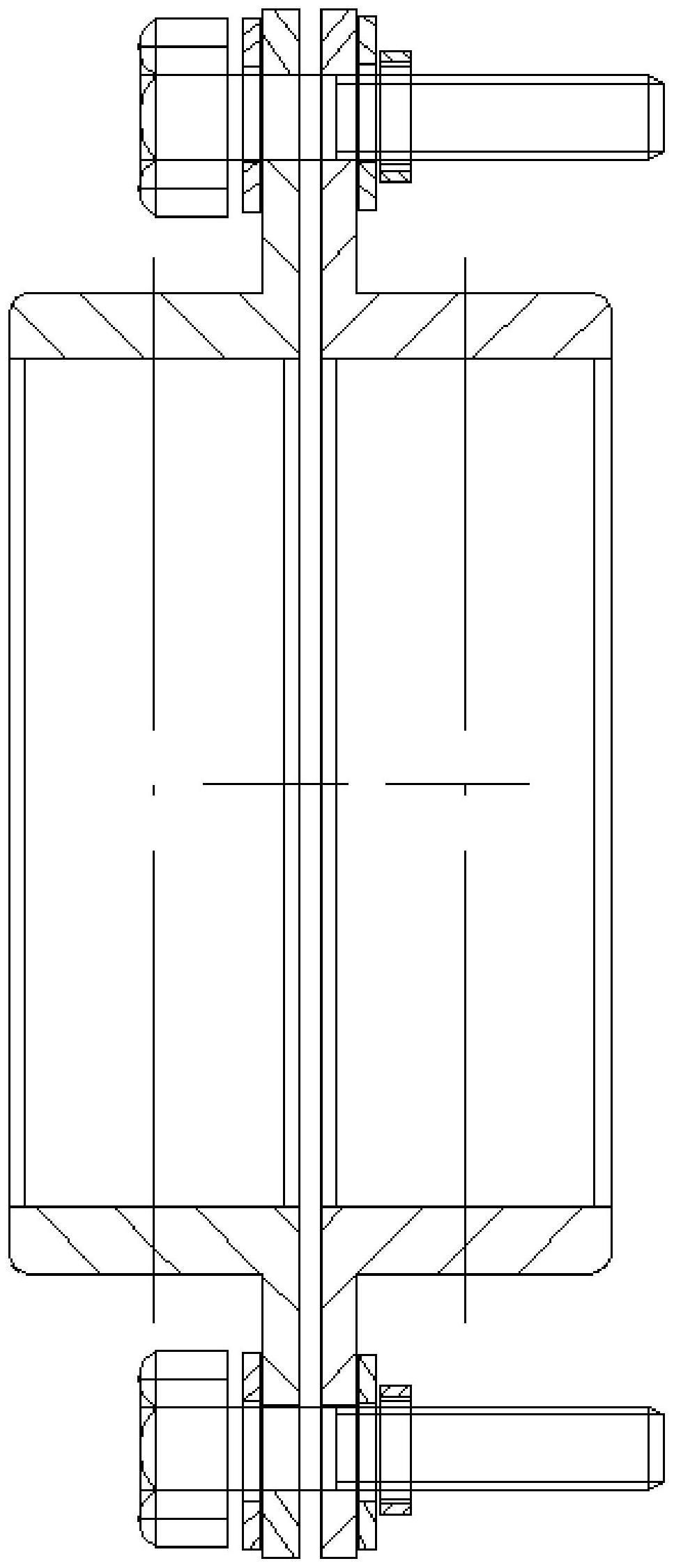
3、一种薄壁大尺寸轴承套圈热处理固定结构,它包括多个锁紧件,两个轴承套圈背向相对设置,多个锁紧件安装在两个轴承套圈上,锁紧件包括固定螺栓、锁紧螺母和两个垫片;固定螺栓插装在两个背向相对设置的轴承套圈上,并通过锁紧螺母螺纹连接安装在固定螺栓上,两个垫片套设在固定螺栓上,一个垫片靠近固定螺栓的螺栓头设置,另一个垫片靠近锁紧螺母设置。
4、进一步地,固定螺栓、垫片和锁紧螺母是耐热材料。
5、一种薄壁大尺寸轴承套圈热处理方法,所述方法是按照以下步骤实现的:
6、步骤一:将两个轴承套圈背向相对设置,通过多个锁紧件将两个轴承套圈连接固定组成组合套圈;
7、步骤二:将组合套圈放置于热处理炉中,使产品应力释放均匀充分;
8、步骤三:将完成热处理加工的组合套圈上的锁紧件逐一进行拆解,采用专用仪器对法兰盘进行尺寸测量,合格产品进行产品下移。
9、进一步地,两个轴承套圈背向相对设置,每个锁紧件安装在两个轴承套圈的孔内。
10、进一步地,每个轴承套圈上的孔数为四个或八个。
11、进一步地,通过多个锁紧件对两个背向相对设置轴承套圈的孔逐一连接,并通过锁紧件的垫片进行防护。
12、进一步地,轴承套圈上孔的直径为d,垫片的内径为d1,固定螺栓的直径为d2,锁紧螺母的直径为d3,固定螺栓的螺栓头内切圆直径为d4,d2的数值与d3的数值相等,且满足d3<d<d4以及满足d2<d1<d4。
13、本发明最为突出的特点和显著的有益效果是:
14、1、本申请对采用上述结构和控制方法对的法兰盘薄壁大尺寸轴承套圈进行热处理,将外径变形量由原来的0.25mm~0.50mm减小到现在的0.15mm~0.40mm,法兰盘弯曲变形由原来的0.30mm~1.00mm减小到现在的0.10mm~0.45mm。产品变形控制得到一定提升,产品尺寸分布更加趋于平稳,合格率和一致性得到提升,为同类型结构的产品控制变形提供新的思路和解决方法。
15、2、本发明通过固定结构将两个轴承套圈形成对称统一的整体,再按照要求摆放置于热处理炉中,使产品在热处理过程中产品应力释放更加均匀充分,减少局部应力集中造成的明显变形或产品报废。
16、3、通过本申请的结构和方法强化薄壁法兰盘的刚性、增强抗热处理变形能力的方法,实现对其变形量有效控制在合理变化范围内,提升了带法兰盘薄壁大尺寸轴承热处理后产品合格率,减少废品损失,提高产品一致性,为产品后续磨加工尺寸控制提供基础,提高产品质量效益。
技术特征:
1.一种薄壁大尺寸轴承套圈热处理固定结构,其特征在于:它包括多个锁紧件,两个轴承套圈背向相对设置,多个锁紧件安装在两个轴承套圈上,锁紧件包括固定螺栓、锁紧螺母和两个垫片;固定螺栓插装在两个背向相对设置的轴承套圈上,并通过锁紧螺母螺纹连接安装在固定螺栓上,两个垫片套设在固定螺栓上,一个垫片靠近固定螺栓的螺栓头设置,另一个垫片靠近锁紧螺母设置。
2.根据权利要求1所述一种薄壁大尺寸轴承套圈热处理固定结构,其特征在于:固定螺栓、垫片和锁紧螺母是耐热材料。
3.一种薄壁大尺寸轴承套圈热处理方法,其特征在于:所述方法是按照以下步骤实现的:
4.根据权利要求3所述一种薄壁大尺寸轴承套圈热处理方法,其特征在于:两个轴承套圈背向相对设置,每个锁紧件安装在两个轴承套圈的孔内。
5.根据权利要求3所述一种薄壁大尺寸轴承套圈热处理方法,其特征在于:每个轴承套圈上的孔数为四个或八个。
6.根据权利要求3所述一种薄壁大尺寸轴承套圈热处理方法,其特征在于:通过多个锁紧件对两个背向相对设置轴承套圈的孔逐一连接,并通过锁紧件的垫片进行防护。
7.根据权利要求6所述一种薄壁大尺寸轴承套圈热处理方法,其特征在于:轴承套圈上孔的直径为d,垫片的内径为d1,固定螺栓的直径为d2,锁紧螺母的直径为d3,固定螺栓的螺栓头内切圆直径为d4,d2的数值与d3的数值相等,且满足d3<d<d4以及满足d2<d1<d4。
技术总结
一种薄壁大尺寸轴承套圈热处理固定结构及热处理方法,本发明涉及轴承套圈热处理固定结构及方法,本发明的目的是为了解决薄壁大尺寸轴承套圈在热处理后套圈法兰盘变形明显,产品局部应力集中造成产品变形或产品报废的问题,多个锁紧件安装在两个轴承套圈上,固定螺栓插装在两个背向相对设置的轴承套圈上,并通过锁紧螺母螺纹连接安装在固定螺栓上,两个垫片套设在固定螺栓上。步骤一:将两个轴承套圈背向相对设置,通过多个锁紧件将两个轴承套圈连接固定组成组合套圈;步骤二:将组合套圈放置于热处理炉中,使产品应力释放均匀充分;步骤三:将完成热处理加工的组合套圈上的锁紧件逐一进行拆解。本发明属于机械加工领域。
技术研发人员:张宏峤,穆强,袁超,初光强
受保护的技术使用者:中国航发哈尔滨轴承有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!