磨削方法与流程
本发明涉及在对晶片那样的圆板状的被加工物进行磨削时应用的磨削方法。
背景技术:
1、为了实现小型且轻量的器件芯片,将在正面侧设置有集成电路等器件的晶片薄薄地加工的机会增加。例如将晶片的正面侧利用卡盘工作台进行保持,使固定有包含磨粒的磨削磨具的磨削磨轮和卡盘工作台相互旋转,一边提供纯水等液体一边将磨削磨具按压至晶片的背面侧,由此该晶片被磨削而变薄。
2、但是,当通过上述方法使晶片的整体变薄时,晶片的刚性也大幅降低,在后续工序中的晶片的操作变难。因此,提出了如下的技术:使用直径比晶片小的磨削磨轮,对设置有器件的晶片的中央侧(内侧)的区域进行磨削,不对外缘侧(外侧)的区域进行磨削而原样保留,由此较高地确保磨削后的晶片的刚性(例如参照专利文献1)。
3、在该技术中,首先利用固定有包含一定程度大的磨粒的磨削磨具的第1磨削磨轮将晶片的中央侧的区域粗磨削,在晶片上形成圆板状的薄板部和围绕薄板部的环状的厚板部。若这样使用固定有包含大的磨粒的磨削磨具的磨削磨轮,则与使用固定有包含小的磨粒的磨削磨具的磨削磨轮的情况相比,晶片的磨削所需的时间缩短。
4、另一方面,当使用固定有包含大的磨粒的磨削磨具的磨削磨轮对晶片进行粗磨削时,在被磨削面侧形成包含由于该磨削磨具所导致的损伤、应变的损伤层,薄板部的力学强度(抗弯强度等)容易不足。因此,在对晶片进行了粗磨削之后,使用固定有包含相对小的磨粒的磨削磨具的磨削磨轮进一步磨削薄板部,由此将损伤层去除。
5、专利文献1:日本特开2007-19461号公报
6、但是,在进一步磨削薄板部而将损伤层去除时,当磨削磨轮与厚板部的内侧的侧面等接触时,有时厚板部会缺损。由此,在将损伤层去除时,按照磨削磨轮不与厚板部接触的方式仅磨削薄板部的中央侧的区域。但是,在该方法中,会在薄板部的外缘侧的区域(靠近与厚板部的边界的区域)残留损伤层,无法将该区域用于制品。
技术实现思路
1、由此,本发明的目的在于提供磨削方法,在对圆板状的被加工物进行磨削而形成薄板部和厚板部时,不需要比以往的磨削方法明显长的时间,能够最大限度地确保能够使用于制品的有效区域。
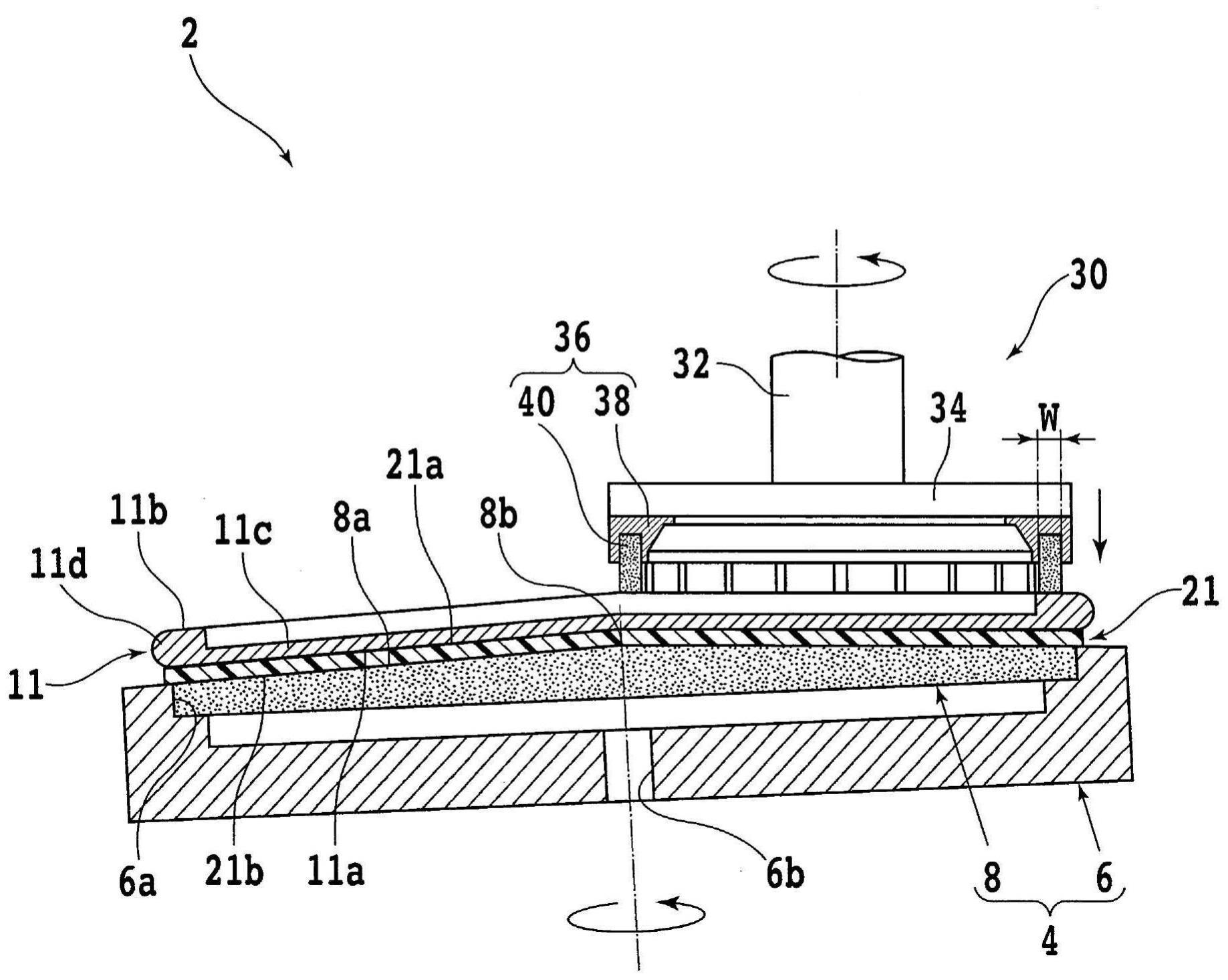
2、根据本发明的一个方式,提供磨削方法,在对具有第1面和位于与该第1面相反的一侧的第2面的圆板状的被加工物从该第2面侧进行磨削时应用,其中,该磨削方法包含如下的步骤:第1磨削步骤,使在比该被加工物小的第1直径的环状的区域排列有分别包含磨粒的多个第1磨削磨具的第1磨削磨轮和该被加工物一边相互旋转,一边在与该第2面交叉的第1方向上相对地移动,由此使该第1磨削磨具从该第2面侧与该被加工物接触而对该被加工物进行磨削,在该被加工物上形成圆板状的第1薄板部和围绕该第1薄板部的环状的第1厚板部;以及第2磨削步骤,在该第1磨削步骤之后,使在比该被加工物小的第2直径的环状的区域排列有分别包含比该第1磨削磨具的磨粒小的磨粒的多个第2磨削磨具的第2磨削磨轮和该被加工物一边相互旋转,一边在与该第2面交叉的第2方向上相对地移动,由此使该第2磨削磨具从该第2面侧与该第1厚板部和该第1薄板部接触而对该被加工物进行磨削,在该被加工物上形成与该第1薄板部相比直径大且薄的圆板状的第2薄板部和围绕该第2薄板部的环状的第2厚板部,在该第2磨削步骤中,使该第2磨削磨具与该第2面上的从残留于该第1厚板部的位于该第2面的内侧的缘朝向外侧远离该第2磨削磨具的该第2直径的方向上的宽度以上的区域接触。
3、优选在该第1磨削步骤中,一边使该第1磨削磨轮和该被加工物在与该第2面垂直的方向上相对地移动,一边使该第1磨削磨轮的旋转的中心和该被加工物的旋转的中心在与该第2面平行的方向上靠近。
4、另外,优选在该第2磨削步骤中,一边使该第2磨削磨轮和该被加工物在与该第2面垂直的方向上相对地移动,一边使该第2磨削磨轮的旋转的中心和该被加工物的旋转的中心在与该第2面平行的方向上靠近。
5、在本发明的一个方式的磨削方法中,在利用具有第1磨削磨具的第1磨削磨轮对被加工物进行磨削而形成第1薄板部和第1厚板部之后,利用具有包含比第1磨削磨具的磨粒小的磨粒的第2磨削磨具的第2磨削磨轮对第1厚板部和第1薄板部进行磨削而形成第2薄板部和第2厚板部,因此第2薄板部的整体成为不存在由第1磨削磨具导致的损伤层的有效区域。
6、并且,第1厚板部的利用第2磨削磨轮去除的部分的体积充分小,因此例如与利用第2磨削磨轮仅磨削第1薄板部的中央侧的区域而完全未利用第2磨削磨轮磨削第1厚板部的以往的磨削方法相比,磨削所需的时间不会大幅延长。由此,根据本发明的一个方式的磨削方法,不需要比以往的磨削方法明显长的时间,能够最大限度确保能够使用于制品的有效区域。
7、另外,在本发明的一个方式的磨削方法中,在利用第2磨削磨轮对第1厚板部和第1薄板部进行磨削时,使第2磨削磨具与第2面上的从残留于第1厚板部的位于第2面的内侧的缘朝向外侧远离第2磨削磨具的宽度(第2直径的方向上的第2磨削磨具的宽度)以上的区域接触。
8、由此,必然存在第2磨削磨具的最靠内侧的部分(在第2直径的方向上位于最靠内侧的部分)与第1厚板部接触的时机,因此能够根据第2磨削磨具的外侧的部分的磨损而使第2磨削磨具的内侧的部分的磨损适当地行进,能够抑制第2磨削磨具的仅外侧的部分磨损的偏磨损的行进。
技术特征:
1.一种磨削方法,在对具有第1面和位于与该第1面相反的一侧的第2面的圆板状的被加工物从该第2面侧进行磨削时应用,其中,
2.根据权利要求1所述的磨削方法,其中,
3.根据权利要求1或2所述的磨削方法,其中,
技术总结
本发明提供磨削方法,不需要比以往磨削方法明显长的时间,最大限度确保能够使用于制品的有效区域。该方法在从第2面侧磨削具有第1面和第1面的相反侧的第2面的圆板状的被加工物时应用,包含:第1磨削步骤,使第1磨削磨具与被加工物接触而磨削被加工物,在被加工物上形成圆板状的第1薄板部和围绕第1薄板部的第1厚板部;以及第2磨削步骤,使第2磨削磨具与第1厚板部和第1薄板部接触而磨削被加工物,在被加工物上形成比第1薄板部直径大且薄的圆板状的第2薄板部和围绕第2薄板部的第2厚板部。在第2磨削步骤中,使第2磨削磨具与第2面上的从残留于第1厚板部的位于第2面的内侧的缘朝向外侧远离第2磨削磨具的宽度以上的区域接触。
技术研发人员:铃木佳一,种村大佑
受保护的技术使用者:株式会社迪思科
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!