一种超高压水射流铣削航空高温合金工艺的制作方法
本发明涉及高温合金加工领域,尤其涉及一种超高压水射流铣削航空高温合金工艺。
背景技术:
1、高温合金是指以铁、镍、钴为基,能在600℃以上的高温及一定应力作用下长期工作的一类金属材料,具有优异的高温强度,良好的抗氧化和抗热腐蚀性能,良好的疲劳性能、断裂韧性等综合性能,又被称为“超合金”,主要应用于航空航天领域和能源领域。但是高温合金也是典型难加工材料,其微观强化项硬度高,加工硬化程度严重,并且其具有高抗剪切应力和低导热率,切削区域的切削力和切削温度高,在加工过程中经常出现加工表面质量低、刀具破损非常严重等问题,加工成本过高。
2、高温合金在铸造成型后,需要对其表面进行精细铣削加工以获得光滑的表面。然而采用铣刀加工高温合金表面时,铣刀加工过程中必然会产生切削热,会破坏合金零件的表面完整性,致零件几何精度下降,高温合金表层会产生硬化层、残余应力、白层、黑层、晶粒变形层等过大的问题。
技术实现思路
1、本发明的目的是提供一种超高压水射流铣削航空高温合金工艺,加工过程成本低,不会产生较高的切削热,可大大减少加工后的部件的残留应力,提高部件的几何精度。
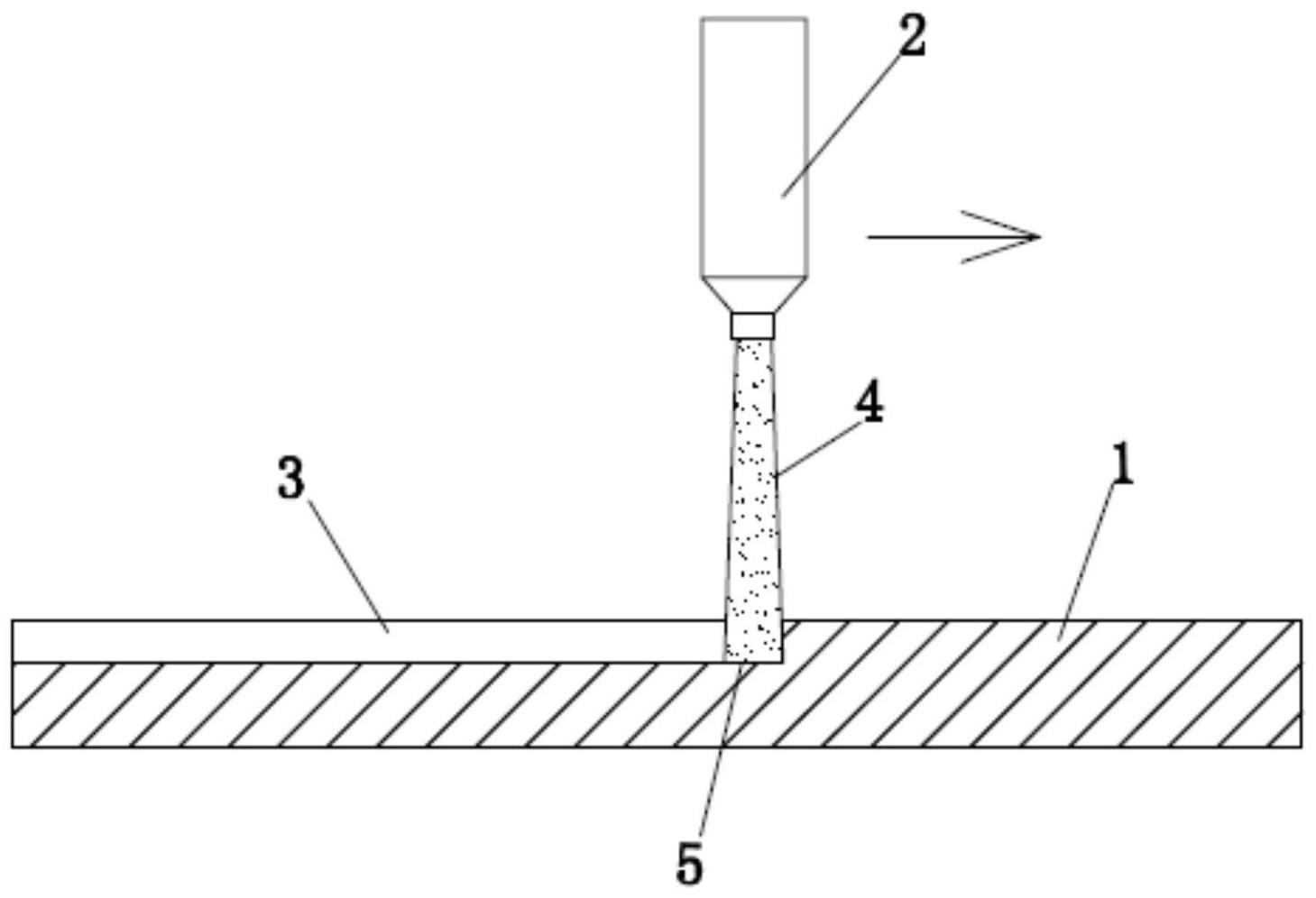
2、为实现上述目的,本发明提供一种超高压水射流铣削航空高温合金工艺,高压水枪将混合有砂粒的高压水射流喷射在高温合金部件的表面进行铣削,高压水射流在高温合金部件上的射流铣削区域沿高温合金部件表面移动。
3、作为本发明的进一步改进,所述高温合金部件的铣削表面宽度大于射流铣削区域时,所述射流铣削区域按之字型轨迹沿高温合金部件表面移动,之字型轨迹的拐角呈圆弧状。
4、作为本发明的更进一步改进,所述高温合金部件的铣削表面需经过前后至少两次铣削时,前后两次的之字型轨迹相互交叉重叠。
5、作为本发明的更进一步改进,所述高压水射流对高温合金部件表面进行铣削粗加工时,高压水射流的水压力为280-400mpa,砂粒目数为30-100目,射流铣削区域在高温合金部件表面的移动速度为1000-2500mm/min,砂粒流量为80-150g/min,高压水枪的靶距为10-20mm。
6、作为本发明的更进一步改进,所述高压水射流对高温合金部件表面进行铣削细加工时,高压水射流的水压力为200-270mpa,砂粒目数为110-200目,射流铣削区域在高温合金部件表面的移动速度为2600-5000mm/min,砂粒流量为30-80g/min,高压水枪的靶距为15-40mm。
7、有益效果
8、与现有技术相比,本发明的超高压水射流铣削航空高温合金工艺的优点为:相比于通过铣刀铣削高温合金,采用混合有砂粒的高压水射流铣削高温合金部件表面时,高压水枪的磨损速度基本不受高温合金的种类和硬度的影响,使用寿命长,加工成本低。铣削时由于水体一直与高温合金部件表面接触,不仅能对加工区域进行快速冷却,而且能利用高压水射流将切屑及时排走,这样可获得更高的射流进给速度,从而提高钛合金材料的切削加工效率,良好的断屑和排屑效果还改善了加工质量。
9、通过以下的描述并结合附图,本发明将变得更加清晰,这些附图用于解释本发明的实施例。
技术特征:
1.一种超高压水射流铣削航空高温合金工艺,其特征在于,高压水枪(2)将混合有砂粒的高压水射流(4)喷射在高温合金部件(1)的表面进行铣削,高压水射流(4)在高温合金部件(1)上的射流铣削区域(5)沿高温合金部件(1)表面移动。
2.根据权利要求1所述的一种超高压水射流铣削航空高温合金工艺,其特征在于,所述高温合金部件(1)的铣削表面宽度大于射流铣削区域(5)时,所述射流铣削区域(5)按之字型轨迹沿高温合金部件(1)表面移动,之字型轨迹的拐角呈圆弧状。
3.根据权利要求2所述的一种超高压水射流铣削航空高温合金工艺,其特征在于,所述高温合金部件(1)的铣削表面需经过前后至少两次铣削时,前后两次的之字型轨迹相互交叉重叠。
4.根据权利要求1或2或3所述的一种超高压水射流铣削航空高温合金工艺,其特征在于,所述高压水射流(4)对高温合金部件(1)表面进行铣削粗加工时,高压水射流(4)的水压力为280-400mpa,砂粒目数为30-100目,射流铣削区域(5)在高温合金部件(1)表面的移动速度为1000-2500mm/min,砂粒流量为80-150g/min,高压水枪(2)的靶距为10-20mm。
5.根据权利要求4所述的一种超高压水射流铣削航空高温合金工艺,其特征在于,进行所述铣削粗加工时,铣削深度为0.6-1.5mm。
6.根据权利要求4所述的一种超高压水射流铣削航空高温合金工艺,其特征在于,所述高压水射流(4)对高温合金部件(1)表面进行铣削细加工时,高压水射流(4)的水压力为200-270mpa,砂粒目数为110-200目,射流铣削区域(5)在高温合金部件(1)表面的移动速度为2600-5000mm/min,砂粒流量为30-80g/min,高压水枪(2)的靶距为15-40mm。
7.根据权利要求6所述的一种超高压水射流铣削航空高温合金工艺,其特征在于,进行所述铣削细加工时,铣削深度为0.1-0.5mm。
技术总结
本发明公开了一种超高压水射流铣削航空高温合金工艺,压水枪将混合有砂粒的高压水射流喷射在高温合金部件的表面进行铣削,高压水射流在高温合金部件上的射流铣削区域沿高温合金部件表面移动。本发明提供的超高压水射流铣削航空高温合金工艺,加工过程成本低,不会产生较高的切削热,可大大减少加工后的部件的残留应力,提高部件的几何精度。
技术研发人员:潘龙光,杨凡超,李岳峰,黎世茵
受保护的技术使用者:广州华臻机械设备有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!