一种铝型材在线淬火冷却装置的制作方法
本发明属于淬火,具体涉及一种铝型材在线淬火冷却装置。
背景技术:
1、淬火是把金属材料加热到临界温度以上,保温一定时间,然后以大于临界冷却速度进行冷却,从而获得以马氏体为主的不平衡组织的一种热处理工艺方法。淬火是热处理工艺中应用最为广泛的工种工艺方法火;通常也会应用到铝合金、铜合金、钛合金、钢化玻璃等材料上。
2、现有的铝型材在进行淬火处理时,当待处理工件的长度过长时,需要将待处理工件匀速通过加热线圈,通过加热线圈对铝型材进行加热处理,但是现有的铝型材常会存在粗径段与细径段,当以同样的速度通过加热线圈时,因粗径段的铝型材较多,容易出现加热不彻底的情况发生,影响铝型材工件的淬火效果。
技术实现思路
1、为了解决上述问题,提供了一种铝型材在线淬火冷却装置。
2、本发明通过以下技术方案来实现上述目的:
3、一种铝型材在线淬火冷却装置,包括输送装置、上料装置、预热装置、淬火装置与收料装置,输送装置水平布置,上料装置、预热装置、淬火装置与收料装置沿着输送装置的输送方向依序间隔分布,铝型材呈空心管状,铝型材包括窄径端与宽径端,淬火装置包括加热组件、承托组件与调速组件,承托组件承托铝型材穿过加热组件,铝型材的窄径端穿过加热组件时的速度记为第一速度,铝型材的宽径端穿过加热组件时的速度记为第二速度,第二速度慢于第一速度,调速组件调节第一速度与第二速度的相互切换。
4、作为本发明的进一步优化方案,承托组件包括承载板,承载板穿过加热组件位于其上方记为初始状态,承载板通过加热组件记为加热状态,承载板带着铝型材位于加热组件的下方记为冷却状态,承载板的表面设置有插入块,插入块插入至铝型材的端部开口中,承载板处于加热状态时,调速组件调节承载板的移动速度在第一速度与第二速度之间相互切换。
5、作为本发明的进一步优化方案,插入块与承载板可拆卸连接,插入块的端部呈弧形。
6、作为本发明的进一步优化方案,输送装置呈环形,输送装置间歇输送,输送装置停止位置和上料装置、预热装置、淬火装置与收料装置相对应。
7、作为本发明的进一步优化方案,淬火装置还包括冷却组件,冷却组件位于加热组件的正下方,承载板处于冷却状态时,承载板位于冷却组件内部。
8、作为本发明的进一步优化方案,承托组件还包括移动部,移动部滑动设置在冷却组件内部,移动部的端部与承载板的另一板面相连,移动部的表面还可拆卸安装有齿条组,移动部通过弹性件与冷却组件相连。
9、作为本发明的进一步优化方案,调速组件包括连接杆与驱动部件,连接杆的表面套设有一号半齿轮与二号半齿轮,一号半齿轮与二号半齿轮的有齿区域沿着连接杆的中轴线方向对称设置,齿条组包括间隔设置的第一齿条与第二齿条,一号半齿轮与第一齿条啮合时,承载板以第一速度下移,二号半齿轮与第二齿条啮合时,承载板以第二速度下移。
10、作为本发明的进一步优化方案,一号半齿轮、二号半齿轮与齿条组进行啮合过渡时,均存在一段空白段,承载板以第一速度移动时,弹性件处于拉伸状态,承载板运动至空白段时,承载板停止移动,弹性件处于不受力状态,承载板以第二速度移动时,弹性件处于压缩状态。
11、作为本发明的进一步优化方案,冷却组件包括蓄水箱,蓄水箱内部填充有冷却水,蓄水箱通过管道外接有供水件,供水件通过管道控制蓄水箱内部冷却水的液面高度以及冷却水的更换。
12、作为本发明的进一步优化方案,加热组件包括加热线圈与控制箱,控制箱安装在蓄水箱的外壁表面,控制箱与加热线圈电联,控制箱控制加热线圈通电以及断电,实现对铝型材的加热处理。
13、本发明的有益效果在于:本发明通过设置调速组件,当铝型材通过加热组件时,调速组件能够调节铝型材穿过加热组件的速度,延长铝型材的粗径段的加热时间,提高其淬火效果。
技术特征:
1.一种铝型材在线淬火冷却装置,其特征在于,包括输送装置(1)、上料装置(2)、预热装置(3)、淬火装置(4)与收料装置(5),所述输送装置(1)水平布置,所述上料装置(2)、预热装置(3)、淬火装置(4)与收料装置(5)沿着输送装置(1)的输送方向依序间隔分布,铝型材呈空心管状,所述铝型材包括窄径端与宽径端,所述淬火装置(4)包括加热组件(41)、承托组件(42)与调速组件(43),所述承托组件(42)承托铝型材穿过加热组件(41),所述铝型材的窄径端穿过加热组件(41)时的速度记为第一速度,所述铝型材的宽径端穿过加热组件(41)时的速度记为第二速度,所述第二速度慢于第一速度,所述调速组件(43)调节第一速度与第二速度的相互切换。
2.根据权利要求1所述的一种铝型材在线淬火冷却装置,其特征在于:所述承托组件(42)包括承载板(421),所述承载板(421)穿过加热组件(41)位于其上方记为初始状态,所述承载板(421)通过加热组件(41)记为加热状态,所述承载板(421)带着铝型材位于加热组件(41)的下方记为冷却状态,所述承载板(421)的表面设置有插入块(422),所述插入块(422)插入至铝型材的端部开口中,所述承载板(421)处于加热状态时,所述调速组件(43)调节承载板(421)的移动速度在第一速度与第二速度之间相互切换。
3.根据权利要求2所述的一种铝型材在线淬火冷却装置,其特征在于:所述插入块(422)与承载板(421)可拆卸连接,所述插入块(422)的端部呈弧形。
4.根据权利要求3所述的一种铝型材在线淬火冷却装置,其特征在于:所述输送装置(1)呈环形,所述输送装置(1)间歇输送,所述输送装置(1)停止位置和上料装置(2)、预热装置(3)、淬火装置(4)与收料装置(5)相对应。
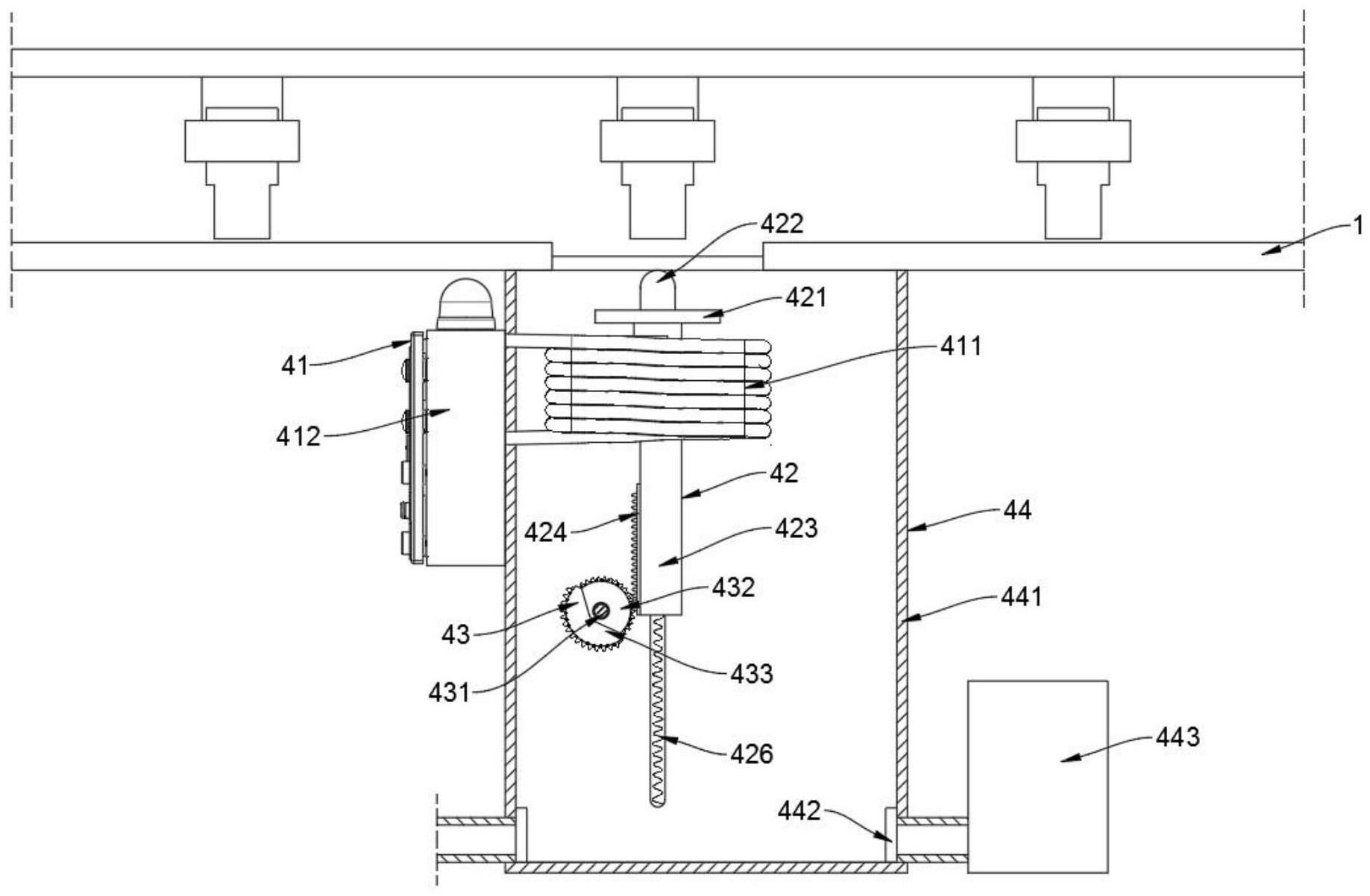
5.根据权利要求4所述的一种铝型材在线淬火冷却装置,其特征在于:所述淬火装置(4)还包括冷却组件(44),所述冷却组件(44)位于加热组件(41)的正下方,所述承载板(421)处于冷却状态时,所述承载板(421)位于冷却组件(44)内部。
6.根据权利要求5所述的一种铝型材在线淬火冷却装置,其特征在于:所述承托组件(42)还包括移动部(423),所述移动部(423)滑动设置在冷却组件(44)内部,所述移动部(423)的端部与承载板(421)的另一板面相连,所述移动部(423)的表面还可拆卸安装有齿条组,所述移动部(423)通过弹性件(426)与冷却组件(44)相连。
7.根据权利要求6所述的一种铝型材在线淬火冷却装置,其特征在于:所述调速组件(43)包括连接杆(431)与驱动部件,所述连接杆(431)的表面套设有一号半齿轮(432)与二号半齿轮(433),所述一号半齿轮(432)与二号半齿轮(433)的有齿区域沿着连接杆(431)的中轴线方向对称设置,所述齿条组包括间隔设置的第一齿条(424)与第二齿条(425),所述一号半齿轮(432)与第一齿条(424)啮合时,所述承载板(421)以第一速度下移,所述二号半齿轮(433)与第二齿条(425)啮合时,所述承载板(421)以第二速度下移。
8.根据权利要求7所述的一种铝型材在线淬火冷却装置,其特征在于:所述一号半齿轮(432)、二号半齿轮(433)与齿条组进行啮合过渡时,均存在一段空白段,所述承载板(421)以第一速度移动时,所述弹性件(426)处于拉伸状态,所述承载板(421)运动至空白段时,承载板(421)停止移动,所述弹性件(426)处于不受力状态,所述承载板(421)以第二速度移动时,所述弹性件(426)处于压缩状态。
9.根据权利要求8所述的一种铝型材在线淬火冷却装置,其特征在于:所述冷却组件(44)包括蓄水箱(441),所述蓄水箱(441)内部填充有冷却水,所述蓄水箱(441)通过管道(442)外接有供水件(443),所述供水件(443)通过管道(442)控制蓄水箱(441)内部冷却水的液面高度以及冷却水的更换。
10.根据权利要求9所述的一种铝型材在线淬火冷却装置,其特征在于:所述加热组件(41)包括加热线圈(411)与控制箱(412),所述控制箱(412)安装在蓄水箱(441)的外壁表面,所述控制箱(412)与加热线圈(411)电联,所述控制箱(412)控制加热线圈(411)通电以及断电,实现对铝型材的加热处理。
技术总结
本发明属于淬火技术领域,具体涉及一种铝型材在线淬火冷却装置。该铝型材在线淬火冷却装置,包括输送装置、上料装置、预热装置、淬火装置与收料装置,输送装置水平布置,上料装置、预热装置、淬火装置与收料装置沿着输送装置的输送方向依序间隔分布,铝型材呈空心管状,铝型材包括窄径端与宽径端,淬火装置包括加热组件、承托组件与调速组件,承托组件承托铝型材穿过加热组件,铝型材的窄径端穿过加热组件时的速度记为第一速度,铝型材的宽径端穿过加热组件时的速度记为第二速度,第二速度慢于第一速度,调速组件调节第一速度与第二速度的相互切换;该铝型材在线淬火冷却装置,能够使粗细不均的铝型材在进行加热处理时,能够加热得更加均匀。
技术研发人员:潘伟津
受保护的技术使用者:江苏伟业铝材有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!