一种汽车配件生产用铸造设备的制作方法
本发明涉及汽车配件铸造,特别涉及一种汽车配件生产用铸造设备。
背景技术:
1、汽车配件是构成汽车整体的各个单元及服务于汽车的一种产品,其中发动机机体、气缸盖、离合器壳、驱动后桥等结构通过铸造成形,铸造分为砂型铸造、特种铸造等,而气缸盖就是通过砂型铸造而成。
2、在对气缸盖进行砂型铸造时,需要将砂型箱进行合型,然后再将液体通过砂型箱顶部的砂型浇铸口浇铸至砂型空腔内,在对铸造汽车配件的上下两个砂型箱进行合型时,常常因二者的放置位置出现偏差,导致铸造出的汽车配件形状出现偏差,影响汽车配合使用,并且砂型箱在合型时,由于其内壁填充有较多的砂砾,其体积较重,在搬运合型的过程中较为困难,降低了砂型箱的合型效率。
技术实现思路
1、为了解决上述问题,本发明采用以下技术方案,一种汽车配件生产用铸造设备,包括:砂型箱、铸造平台、吊装上料机构与锁紧组件。
2、砂型箱由底箱与顶箱组成,底箱与顶箱上对称布置有耳板,耳板沿顶箱宽度方向排布。
3、铸造平台呈l型结构,砂型箱放置在铸造平台上。
4、吊装上料机构设于铸造平台的顶部,且沿铸造平台的横向段滑动,用于带动砂型箱移动。
5、锁紧组件设于铸造平台的横向段上端面,用于将底箱锁紧。
6、导向定位组设于铸造平台的横向段上端面。
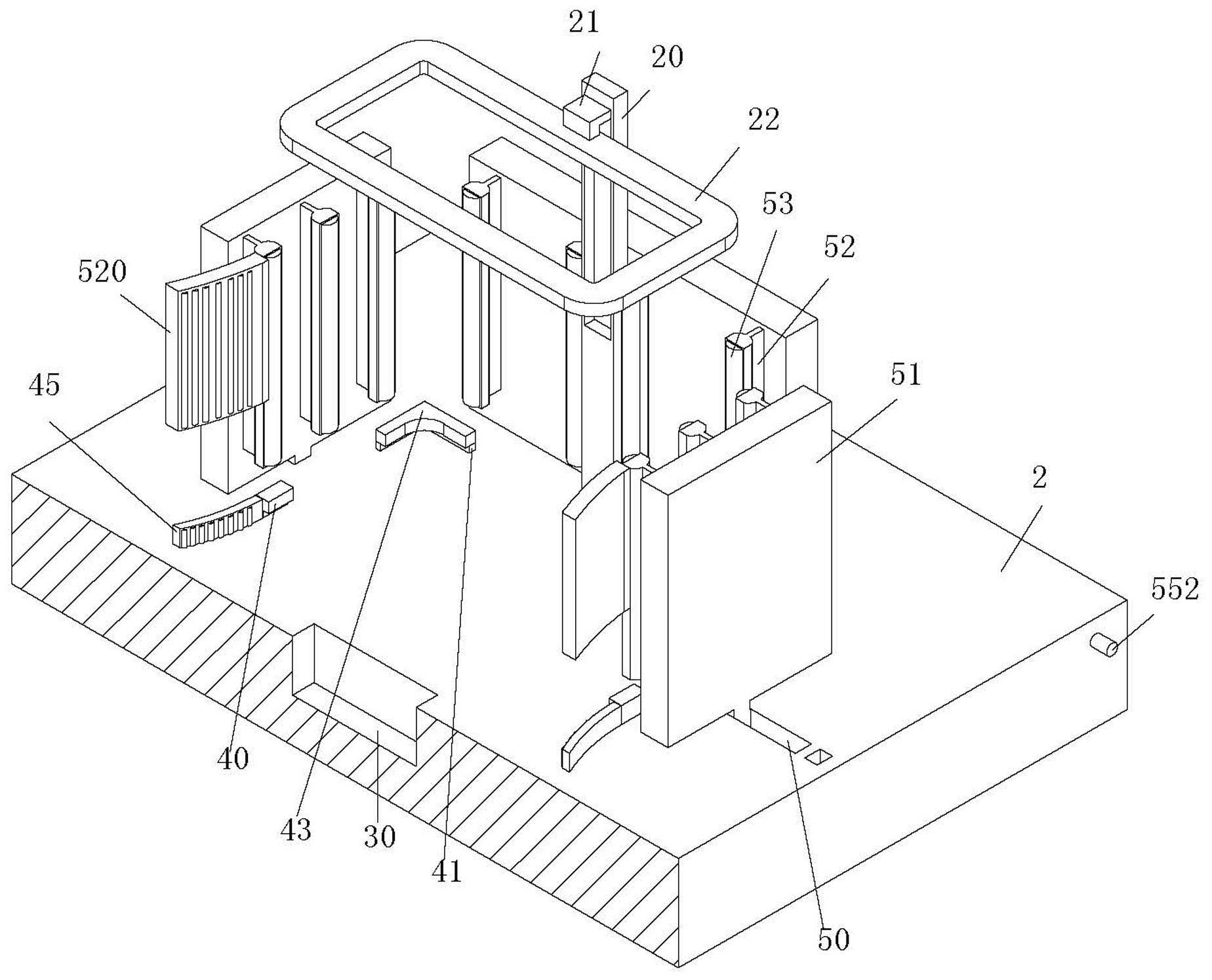
7、所述导向定位组包括铸造平台顶部开设的三个相互垂直的滑移槽,其中一个滑移槽位于铸造平台横向段的一端中部,其余两个滑移槽分别与对应的铸造平台横向段的侧边相垂直,滑移槽上滑动连接有抵压板,砂型箱位于三个抵压板构成的空间内,抵压板靠近砂型箱的端面开设有多个伸缩槽,伸缩槽内滑动连接有抵位座,抵位座与伸缩槽之间通过伸缩弹簧相连接,抵位座远离伸缩槽的端面转动连接有限位柱,铸造平台上安装有带动三个抵压板同步滑动的驱动组件。
8、所述铸造平台的顶部安装有抵位板,抵位板与位于中部的滑移槽对齐,抵位板远离和其对齐的抵压板的端面连接有上下滑动的滑移座,滑移座上安装有口字型的压盖,压盖位于砂型箱的正上方。
9、优选的,所述驱动组件包括铸造平台上开设的呈倒凵型的连接槽,连接槽的三段与三个滑移槽一一对齐,滑移槽内转动连接有带动螺杆,带动螺杆与抵压板之间通过螺纹配合的方式相连接,带动螺杆贯穿连接槽,连接槽与位于中部的滑移槽相垂直的一段转动连接有旋转轴,旋转轴与和其相垂直的带动螺杆上均安装有斜齿轮,两个斜齿轮啮合传动,旋转轴与另外两个带动螺杆之间通过带轮与皮带传动连接。
10、优选的,锁紧组件包括呈倒l型结构的两个压锁板与呈l型结构的限位板,两个压锁板沿铸造平台横向段宽度方向对称布置,压锁板与限位板均位于相对的两个抵压板之间,且限位板靠近位于中部的抵压板,限位板的顶部安装有弧形盖,铸造平台上开设有下拉槽,压锁板与限位板的底部滑动贯穿下拉槽后共同安装有与下拉槽上下滑动连接的下拉板,铸造平台上安装有对称布置的两个导向座,且导向座位于压锁板远离限位板的一侧,两个导向座呈小口端朝向限位板的八字型结构。
11、优选的,所述吊装上料机构包括铸造平台上开设的移动槽,移动槽与位于中部的滑移槽对齐,移动槽上滑动连接有固定底座,固定底座上转动连接有旋转盘,旋转盘上安装有支撑架,支撑架上连接有上下滑动的滑移块,滑移块上连接有吊顶架,吊顶架的下端面开设有呈矩型排布的四个位移槽,位移槽内滑动连接有呈l型的且与耳板一一对应的提拉板,提拉板的水平段安装有插柱,提拉板的水平段对称设置,提拉板与位移槽之间通过复位弹簧相连接,吊顶架的中部开设有圆形槽,圆形槽转动连接有卷绕轴,吊顶架上开设有将位移槽与圆形槽连通的连通槽,连通槽的拐角处转动连接有限位轴,提拉板上安装有绳索,绳索穿入连通槽并绕过限位轴后与卷绕轴相连接,吊顶架的下端面安装有抵固板。
12、优选的,所述压盖的四个侧壁上均安装有对称布置的呈倒l型的扣板。
13、优选的,靠近压锁板的所述抵位座上安装有与导向座上下对齐的导向板。
14、优选的,两个所述导向座的相对面、两个导向板的相对面、压锁板的竖直段、两个限位板的相对面均转动连接有导向辊。
15、本发明的有益效果在于:1.本发明所设计一种汽车配件生产用铸造设备,通过导向定位组与锁紧组件的配合从而对底箱与顶箱的放置进行导向定位,以便于顶箱居中调节并可以准确的放置在底箱的上方,且对底箱进行了锁紧固定,防止底箱在顶箱放置时与固定时发生移动,通过多级的导向定位,避免了砂型箱铸造装配时因砂型箱合型位置放置不准确,导致铸造的汽车配件形状出现偏差的问题,并且通过吊装上料机构不仅可以对顶箱进行限位吊起,还可以提高砂型箱合型的便捷性,提高了砂型箱合型的效率。
16、2.本发明中的吊顶架向上移动时插柱插入耳板的孔内,然后将顶箱或底箱吊起,之后再通过旋转盘带动顶箱或底箱旋转至与位于中部的抵压板正相对的位置,以便于对顶箱与底箱进行放置,使得砂型箱的合型更加方便省力,提高了砂型箱的合型效率。
17、3.本发明中的抵压板将限位柱压紧在砂型箱的侧壁,对砂型箱的位置进行持续限位,防止放置顶箱和底箱在汽车配件砂型铸造的过程中发生位移。
技术特征:
1.一种汽车配件生产用铸造设备,其特征在于,包括:
2.根据权利要求1所述一种汽车配件生产用铸造设备,其特征在于:所述驱动组件(55)包括铸造平台(2)上开设的呈倒凵型的连接槽(550),连接槽(550)的三段与三个滑移槽(50)一一对齐,滑移槽(50)内转动连接有带动螺杆(551),带动螺杆(551)与抵压板(51)之间通过螺纹配合的方式相连接,带动螺杆(551)贯穿连接槽(550),连接槽(550)与位于中部的滑移槽(50)相垂直的一段转动连接有旋转轴(552),旋转轴(552)与和其相垂直的带动螺杆(551)上均安装有斜齿轮(553),两个斜齿轮(553)啮合传动,旋转轴(552)与另外两个带动螺杆(551)之间通过带轮与皮带传动连接。
3.根据权利要求1所述一种汽车配件生产用铸造设备,其特征在于:所述锁紧组件(4)包括呈倒l型结构的两个压锁板(40)与呈l型结构的限位板(41),两个压锁板(40)沿铸造平台(2)横向段宽度方向对称布置,压锁板(40)与限位板(41)均位于相对的两个抵压板(51)之间,且限位板(41)靠近位于中部的抵压板(51),限位板(41)的顶部安装有弧形盖(43),铸造平台(2)上开设有下拉槽,压锁板(40)与限位板(41)的底部滑动贯穿下拉槽后共同安装有与下拉槽上下滑动连接的下拉板(44),铸造平台(2)上安装有对称布置的两个导向座(45),且导向座(45)位于压锁板(40)远离限位板(41)的一侧,两个导向座(45)呈小口端朝向限位板(41)的八字型结构。
4.根据权利要求1所述一种汽车配件生产用铸造设备,其特征在于:所述吊装上料机构(3)包括铸造平台(2)上开设的移动槽(30),移动槽(30)与位于中部的滑移槽(50)对齐,移动槽(30)上滑动连接有固定底座(31),固定底座(31)上转动连接有旋转盘(32),旋转盘(32)上安装有支撑架(33),支撑架(33)上连接有上下滑动的滑移块(34),滑移块(34)上连接有吊顶架(35),吊顶架(35)的下端面开设有呈矩型排布的四个位移槽(36),位移槽(36)内滑动连接有呈l型的且与耳板(12)一一对应的提拉板(37),提拉板(37)的水平段安装有插柱(38),提拉板(37)的水平段对称设置,提拉板(37)与位移槽(36)之间通过复位弹簧(39)相连接,吊顶架(35)的中部开设有圆形槽,圆形槽转动连接有卷绕轴(301),吊顶架(35)上开设有将位移槽(36)与圆形槽连通的连通槽(302),连通槽(302)的拐角处转动连接有限位轴(303),提拉板(37)上安装有绳索(304),绳索(304)穿入连通槽(302)并绕过限位轴(303)后与卷绕轴(301)相连接,吊顶架(35)的下端面安装有抵固板(305)。
5.根据权利要求1所述一种汽车配件生产用铸造设备,其特征在于:所述压盖(22)的四个侧壁上均安装有对称布置的呈倒l型的扣板(220)。
6.根据权利要求3所述一种汽车配件生产用铸造设备,其特征在于:靠近所述压锁板(40)的抵位座(52)上安装有与导向座(45)上下对齐的导向板(520)。
7.根据权利要求6所述一种汽车配件生产用铸造设备,其特征在于:两个所述导向座(45)的相对面、两个导向板(520)的相对面、压锁板(40)的竖直段、两个限位板(41)的相对面均转动连接有导向辊。
技术总结
本发明公开了一种汽车配件生产用铸造设备,属于汽车配件铸造技术领域,具体技术方案为:包括砂型箱、铸造平台、吊装上料机构与锁紧组件,通过导向定位组与锁紧组件的配合从而对底箱与顶箱的放置进行导向定位,以便于顶箱居中调节并可以准确的放置在底箱的上方,且对底箱进行了锁紧固定,防止底箱在顶箱放置时与固定时发生移动,通过多级的导向定位,避免了砂型箱铸造装配时因砂型箱合型位置放置不准确,导致铸造的汽车配件形状出现偏差的问题,并且通过吊装上料机构不仅可以对顶箱进行限位吊起,还可以提高砂型箱合型的便捷性,提高了砂型箱合型的效率。
技术研发人员:高鹏
受保护的技术使用者:太原市三高能源发展有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!