一种压紧型消失模浇注装置的制作方法
本发明涉及铸造,尤其涉及一种压紧型消失模浇注装置。
背景技术:
1、消失模铸造,就是使用泡沫制成各种模型,在泡沫模型表面涂抹耐火涂料,然后将其埋入型砂当中,随后将高温熔化的金属溶液倒进泡沫模型内,泡沫模型会受高温气化消失,金属溶液会完全取代泡沫模型,待金属溶液却后即可得到金属铸件。
2、专利公告号为cn1476361a的专利,公开了一种能够消除熔融金属的反涌等,可平稳地浇铸,并且得到铸件质量优的铸件的消失模型铸造法。该方法为,向在型砂内埋设有形成贯通孔的模型而成的铸模中浇注熔融金属,并且由浇注的熔融金属使所述模型消失的同时铸造铸件时,通过具有排出气体抑制机构的排出通路将由于所述模型的消失而生成的气体向所述铸模外缓释,同时进行铸造。
3、使用上述消失模铸造方法时,首先将连通模型放进砂箱内部,使用型砂将连通模型铺满,然后再将高温金属溶液倒入浇口,通过流道完全取代连通模型,等金属溶液冷却后即可得到金属铸件,将型砂倒入砂箱后需要让型砂与连通模型贴合,避免型砂与连通模型之间存在间隙,防止最后得到的金属铸件的大小可能会发生改变或金属铸件的表面凹凸不平,但是使用上述消失模铸造方法时,需要人们采取其他工具或手动将型砂压实刮平,通过其他人工方式的话,很有可能出现型砂与连通模型之间贴合不紧密的情况,因此,现研发一种能自动压实刮平型砂,让型砂更贴合泡沫模型的压紧型消失模浇注装置。
技术实现思路
1、为了克服现有消失模铸造方法存在需要人们额外人工压实刮平,仍可能导致型砂与泡沫模型之间贴合的不紧密的缺点,要解决的技术问题是:提供一种能自动压实刮平型砂,让型砂更贴合泡沫模型的压紧型消失模浇注装置。
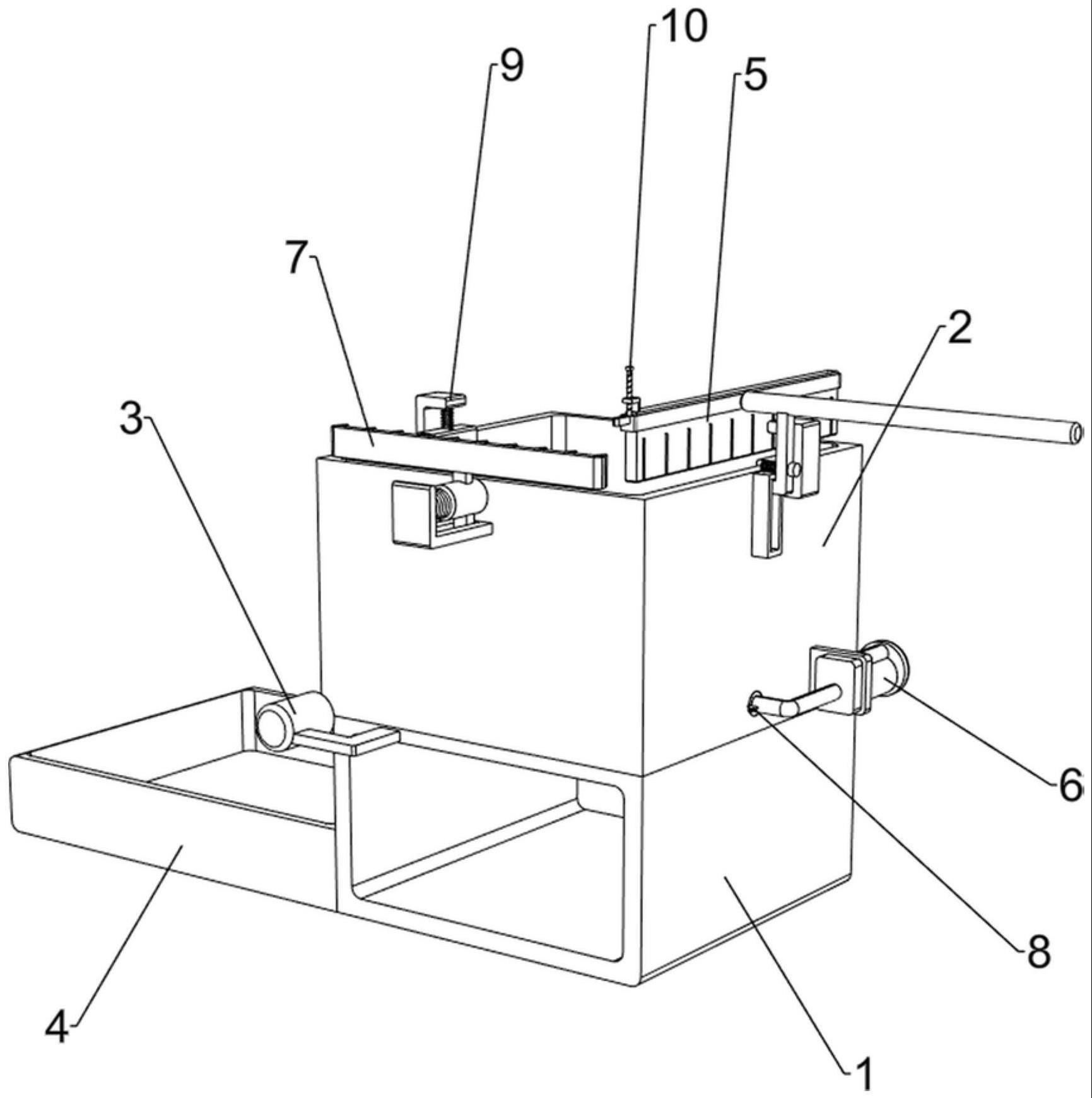
2、技术方案为:一种压紧型消失模浇注装置,包括有:
3、底座和电机,底座前部的左侧固定式连接有电机;
4、浇注箱,电机的输出轴上固定式连接有浇注箱,浇注箱与底座贴合;
5、压紧机构,浇注箱的右上侧设有用于压实刮平型砂的压紧机构;
6、抽气机构,浇注箱的右下侧设有用于抽取浇注箱内部空气的抽气机构。
7、作为更进一步的优选方案,压紧机构包括有:
8、第一滑轨,浇注箱的右侧固定式连接有第一滑轨;
9、第一连接杆,第一滑轨内滑动式连接有第一连接杆;
10、限制杆,第一连接杆的下部滑动式连接有限制杆,限制杆与第一滑轨的上部挤压配合,限制杆的右侧穿过第一连接杆;
11、第一伸缩弹簧,限制杆与第一连接杆之间绕设有第一伸缩弹簧,第一伸缩弹簧的左侧与限制杆连接,第一伸缩弹簧的右侧与第一连接杆连接;
12、第一电动推杆,第一连接杆的上部固定式连接有第一电动推杆;
13、空心框,第一电动推杆的伸缩杆上固定式连接有空心框;
14、压平刷,空心框内滑动式连接有压平刷。
15、作为更进一步的优选方案,抽气机构包括有:
16、抽气管,浇注箱右部中间位置的内下侧均匀开有若干气孔,浇注箱右部的后下侧固定式连接有真空泵;
17、真空泵,真空泵的前部固定式连接有抽气管,抽气管的左侧微微穿进浇注箱右侧的外壁,抽气管的左前部位于气孔的右侧。
18、作为更进一步的优选方案,还包括有用于撞击浇注箱的震动机构,震动机构包括有:
19、传动杆,空心框的前部固定式连接有传动杆;
20、第二滑轨,浇注箱前部的中上侧固定式连接有第二滑轨;
21、敲击锤,第二滑轨上滑动式连接有敲击锤,敲击锤与浇注箱挤压配合;
22、第二伸缩弹簧,敲击锤的前部与第二滑轨之间绕设有第二伸缩弹簧,第二伸缩弹簧的前部与第二滑轨连接,第二伸缩弹簧的后部与敲击锤连接;
23、第二连接杆,敲击锤的上部固定式连接有第二连接杆;
24、楔形块,第二连接杆的后侧均匀固定式连接有多个楔形块,传动杆与楔形块挤压配合。
25、作为更进一步的优选方案,还包括有用于阻止型砂堵塞气孔的防堵塞机构,防堵塞机构包括有:
26、第一固定块,浇注箱右部的中下侧固定式连接有第一固定块;
27、第二电动推杆,第一固定块上固定式连接有第二电动推杆,第二电动推杆的伸缩杆穿进浇注箱右侧的外壁;
28、敲击环,第二电动推杆的伸缩杆上固定式连接有敲击环,敲击环与浇注箱右侧的内壁挤压配合。
29、作为更进一步的优选方案,还包括有用于阻止塑料薄膜脱落的夹紧机构,夹紧机构包括有:
30、第二固定块,浇注箱左右两侧的上部均固定式连接有第二固定块;
31、u型块,浇注箱左右两侧的上部均滑动式连接有u型块;
32、第三伸缩弹簧,u型块的上部与第二固定块之间均绕设有第三伸缩弹簧,第三伸缩弹簧的上部与第二固定块连接,第三伸缩弹簧的下部与u型块连接。
33、作为更进一步的优选方案,还包括有用于调整压平刷高度的调节机构,调节机构包括有:
34、第三固定块,压平刷的前部固定式连接有第三固定块;
35、螺杆,第三固定块的前部螺纹式连接有螺杆,螺杆与空心框转动式连接。
36、作为更进一步的优选方案,还包括有:
37、倒砂箱,底座的左侧固定式连接有倒砂箱。
38、本发明具有以下优点:1、本发明通过第一电动推杆的伸缩杆带动压平刷左右移动,自动将型砂压实刮平,又通过真空泵和抽气管将浇注箱内部抽成真空状,进一步让型砂之间没有间隙,与泡沫模型贴合得更紧密。
39、2、本发明通过空心框移动的同时带动传动杆移动,使得传动挤压楔形块,从而能让敲击锤反复敲击浇注箱,可以震实内部的型砂,使得型砂与泡沫模型之间更贴合。
40、3、本发明通过第二电动推杆带动的伸缩杆带动敲击环左右敲击浇注箱,使得内部的型砂震动,避免型砂堵塞气孔而影响抽气效果。
41、4、本发明通过u型块可以将塑料薄膜固定在浇注箱上,避免塑料薄膜脱落,配合真空泵将浇注箱内部吸成真空状,使得型砂与泡沫模型之间更贴合。
42、5、本发明通过转动螺杆带动压平刷上下移动,以此来适应不同的砂量,能铸造更多不同类型的金属铸件。
技术特征:
1.一种压紧型消失模浇注装置,其特征在于,包括有:
2.如权利要求1所述的一种压紧型消失模浇注装置,其特征在于,压紧机构(5)包括有:
3.如权利要求2所述的一种压紧型消失模浇注装置,其特征在于,抽气机构(6)包括有:
4.如权利要求3所述的一种压紧型消失模浇注装置,其特征在于,还包括有用于撞击浇注箱(2)的震动机构(7),震动机构(7)包括有:
5.如权利要求4所述的一种压紧型消失模浇注装置,其特征在于,还包括有用于阻止型砂堵塞气孔的防堵塞机构(8),防堵塞机构(8)包括有:
6.如权利要求5所述的一种压紧型消失模浇注装置,其特征在于,还包括有用于阻止塑料薄膜脱落的夹紧机构(9),夹紧机构(9)包括有:
7.如权利要求6所述的一种压紧型消失模浇注装置,其特征在于,还包括有用于调整压平刷(57)高度的调节机构(10),调节机构(10)包括有:
8.如权利要求6所述的一种压紧型消失模浇注装置,其特征在于,还包括有:倒砂箱(4),底座(1)的左侧固定式连接有倒砂箱(4)。
技术总结
本发明涉及铸造技术领域,尤其涉及一种压紧型消失模浇注装置。要解决的技术问题是:一种能自动压实刮平型砂,让型砂更贴合泡沫模型的压紧型消失模浇注装置。本发明提供了这样一种压紧型消失模浇注装置,包括有:底座和电机,底座前部的左侧固定式连接有电机;浇注箱,电机的输出轴上固定式连接有浇注箱,浇注箱与底座贴合;压紧机构,浇注箱的右上侧设有用于压实刮平型砂的压紧机构;抽气机构,浇注箱的右下侧设有用于抽取浇注箱内部空气的抽气机构。本发明通过第一电动推杆的伸缩杆带动压平刷左右移动,自动将型砂压实刮平,又通过真空泵和抽气管将浇注箱内部抽成真空状,进一步让型砂之间没有间隙,与泡沫模型贴合得更紧密。
技术研发人员:陈彩,罗广华,黄福荣
受保护的技术使用者:江西莫可精密铸造有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!