一种滤芯外壳用冷轧带钢及其制造方法与流程
本申请涉及钢材制备,尤其涉及一种滤芯外壳用冷轧带钢及其制造方法。
背景技术:
1、出于轻量化考虑,机油滤清器、空气净化器等滤芯外壳通常采用超薄冷轧带钢经冲压加工制造而成,由于此类产品成形过程中拉延比较高,因此对材料深冲性能有着较高要求。现有技术中的深冲冷轧带钢专利多采用超低碳成分体系,添加有微量ti和/或nb元素,合金生产成本较高,主要产品成形性能及厚度规格的控制水平也仅适用于汽车、家电结构部件加工制造。
技术实现思路
1、本申请提供了一种滤芯外壳用冷轧带钢及其制备方法,用以解决现有技术的深冲冷轧带钢成形性能较差及产品厚度偏大导致的应用受限的技术问题。
2、第一方面,本申请提供了一种滤芯外壳用冷轧带钢,所述钢包括如下化学成分:
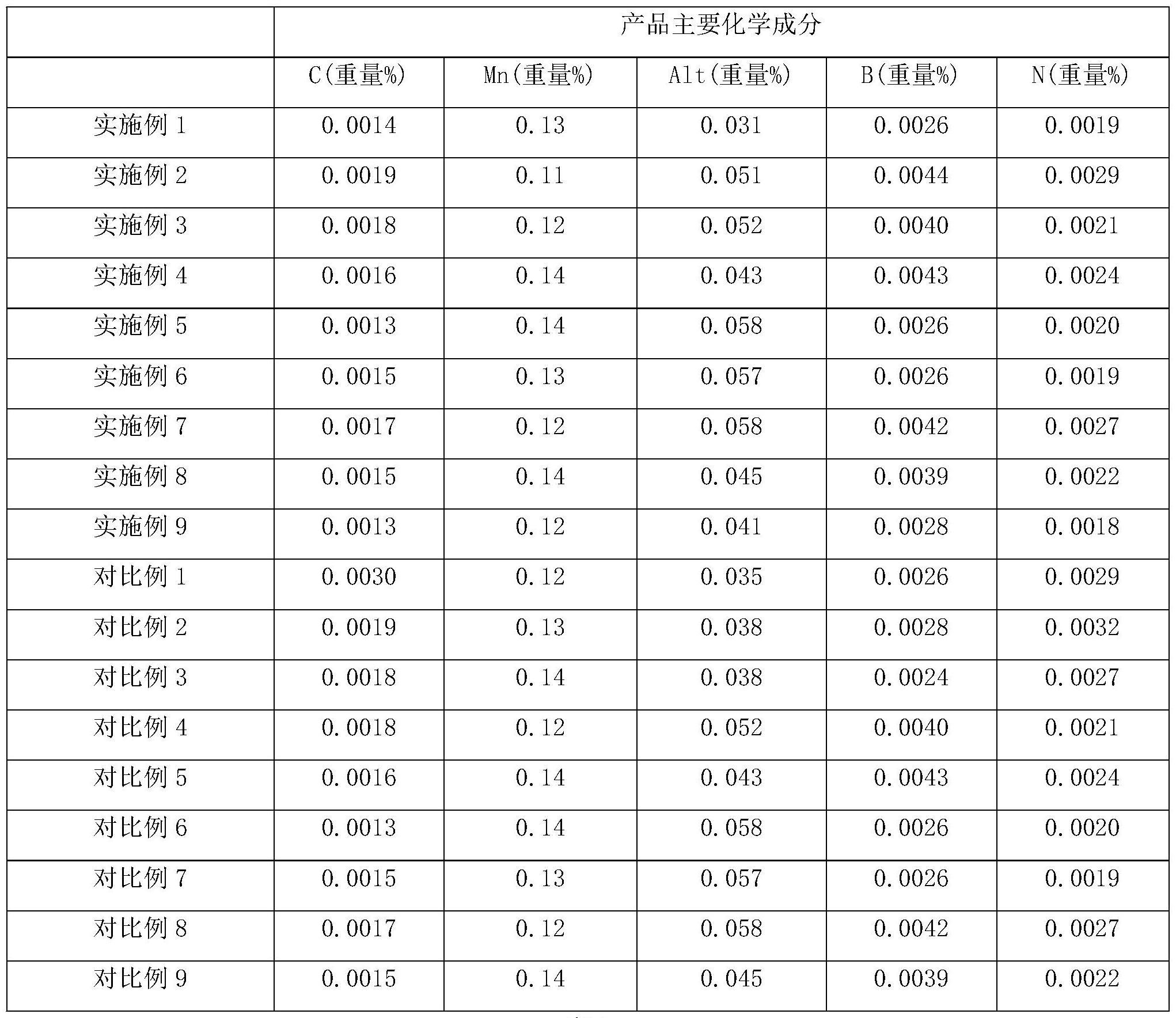
3、c<0.002重量%,si<0.03重量%,0.10重量%<mn<0.15重量%,p<0.010重量%,s<0.012重量%,0.03重量%<alt<0.06重量%,n<0.003重量%,0.0025重量%<b<0.0045重量%,其余为fe和不可避免的杂质;所述钢的金相组织为:等轴状多边形铁素体。
4、可选的,所述等轴状多边形铁素体的晶粒尺寸为12.5μm-15.0μm。
5、可选的,所述钢的性能参数满足:屈服强度rel≤180mpa,屈服延伸yp-el值<1.0%,断后延伸率a50≥35%,屈强比rel/rm<0.60,平面塑性应变比值加工硬化指数n≥0.2,平面各向异性指数│△r│≤0.30。
6、第二方面,本申请提供了一种滤芯外壳用冷轧带钢的制备方法,用以实现第一方面任一项实施例所述的滤芯外壳用冷轧带钢的制备,所述方法包括:
7、获得含有所述化学成分的钢水;
8、在设定中间包的过热度和拉坯速度条件下,对所述钢水进行连铸,得到铸坯;
9、在设定出钢温度、终轧温度和卷取温度条件下,对所述铸坯进行热轧,得到热轧卷;
10、在设定压下率条件下,对所述热轧卷进行冷轧,得到冷硬卷;
11、在第一设定温度条件下,对所述冷硬卷进行升温处理,升温至第一温度参数时,停止升温;
12、在设定保温时长条件下,对升温处理后的所述冷硬卷进行保温退火处理,得到退火卷;
13、在第二设定温度条件下,对所述退火卷进行时效处理,得到第一带钢;
14、在设定延伸率条件下,对所述第一带钢进行平整处理,得到滤芯外壳用冷轧带钢。
15、可选的,所述中间包的过热度取值为20℃-45℃,所述拉坯速度取值为1.0m/min-1.2m/min。
16、可选的,所述出钢温度取值为1050℃-1100℃,所述终轧温度取值为780℃-800℃,所述卷取温度取值为640℃-680℃。
17、可选的,所述压下率取值为85%-90%。
18、可选的,所述第一温度参数取值为660℃-680℃,所述第一保温时长取值为60s-75s。
19、可选的,所述第二设定温度为350℃-330℃。
20、可选的,所述延伸率取值为1.4%-1.6%。
21、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
22、本申请实施例提供的一种滤芯外壳用冷轧带钢,其化学成分以质量分数计为:c<0.002重量%,si<0.03重量%,0.10重量%<mn<0.15重量%,p<0.010重量%,s<0.012重量%,0.03重量%<alt<0.06重量%,n<0.003重量%,0.0025重量%<b<0.0045重量%,其余为fe和不可避免的杂质,成分方面不添加微合金元素,综合生产成本低,采用超低碳成分,通过b固定钢中间隙固溶n原子,产品的屈服延伸yp-el值<1.0%,力学性能满足终端产品需求,特别适用于机油滤清器、空气净化器等滤芯外壳深冲加工制造。
技术特征:
1.一种滤芯外壳用冷轧带钢,其特征在于,所述钢包括如下化学成分:
2.根据权利要求1所述的滤芯外壳用冷轧带钢,其特征在于,所述等轴状多边形铁素体的晶粒尺寸为12.5μm-15.0μm。
3.根据权利要求1所述的滤芯外壳用冷轧带钢,其特征在于,所述钢的性能参数满足:屈服强度rel≤180mpa,屈服延伸yp-el值<1.0%,断后延伸率a50≥35%,屈强比rel/rm<0.60,
4.一种滤芯外壳用冷轧带钢的制备方法,其特征在于,用于制备权利要求1-3任意一项所述的滤芯外壳用冷轧带钢,所述方法包括:
5.根据权利要求4所述的制备方法,其特征在于,所述中间包的过热度取值为20℃-45℃,所述拉坯速度取值为1.0m/min-1.2m/min。
6.根据权利要求4或5所述的制备方法,其特征在于,所述出钢温度取值为1050℃-1100℃,所述终轧温度取值为780℃-800℃,所述卷取温度取值为640℃-680℃。
7.根据权利要求4或5所述的制备方法,其特征在于,所述压下率取值为85%-90%。
8.根据权利要求4或5所述的制备方法,其特征在于,所述第一温度参数取值为660℃-680℃,所述第一保温时长取值为60s-75s。
9.根据权利要求4或5所述的制备方法,其特征在于,所述第二设定温度为350℃-330℃。
10.根据权利要求4或5所述的制备方法,其特征在于,所述延伸率取值为1.4%-1.6%。
技术总结
本申请属于钢材制备技术领域,尤其涉及一种滤芯外壳用冷轧带钢及其制造方法;化学成分包括:C<0.002重量%,Si<0.03重量%,0.10重量%<Mn<0.15重量%,P<0.010重量%,S<0.012重量%,0.03重量%<Alt<0.06重量%,N<0.003重量%,0.0025重量%<B<0.0045重量%,其余为Fe和不可避免的杂质,所述钢的金相组织为等轴状多边形铁素体;本申请采用超低碳成分,通过B固定钢中间隙固溶N原子,控制材料时效后屈服延伸值。
技术研发人员:孙超凡,方圆,吴志国,王雅晴,王振文,孙宇,胡小明,孙晴,张宝来
受保护的技术使用者:首钢集团有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!