一种锻造轮毂用6061铝合金屑原级利用方法与流程
本发明属于铝合金材料,具体涉及一种锻造轮毂用6061铝合金屑原级利用方法。
背景技术:
1、有研究资料表明,每回收利用一吨再生铝,可减少矿石开采11吨,减少co2、so2排放量约1.4吨,减少固体排放20吨,节约用水22立方米,节约用电1.3万kwh。6061铝合金碎屑原级利用即属于再生铝利用范畴。
2、铝屑作为6061铝合金铸棒的原料不同于原铝锭。一是回收的铝屑中含有铁件、尘土、油污等杂质,经测定,其中含挥发物0.343%;二是比表面特别大(同样重量与空气接触面之比),测定其比表面是原铝锭的7.28倍。因此,如何将铝屑再生利用(铝屑作为6061铝合金铸棒的原材料生产中出现可能杂质超标,含气量、含渣量不合格,实收率低、以及不满足锻造轮毂使用要求)是目前亟需解决的重要问题。
技术实现思路
1、针对上述现有技术中存在的问题,本发明提供一种锻造轮毂用6061铝合金屑原级利用方法,通过对6061铝合金屑进行预处理工艺且优化熔炼工艺,生产出符合6061铝合金铸棒质量标准的产品,从而实现6061铝合金碎屑原级利用的目的。
2、为实现上述目的,本发明提出如下技术方案:
3、一种锻造轮毂用6061铝合金屑原级利用方法,包括以下步骤:
4、将6061铝合金屑进行预处理,当原铝生产6061合金工艺中铝液温度达到740±10℃时,开始向炉内投加预处理后的6061铝合金屑,搅拌,除渣、除气,静置25±5min,得到的产品即可用于铸造6061铝合金铸棒;
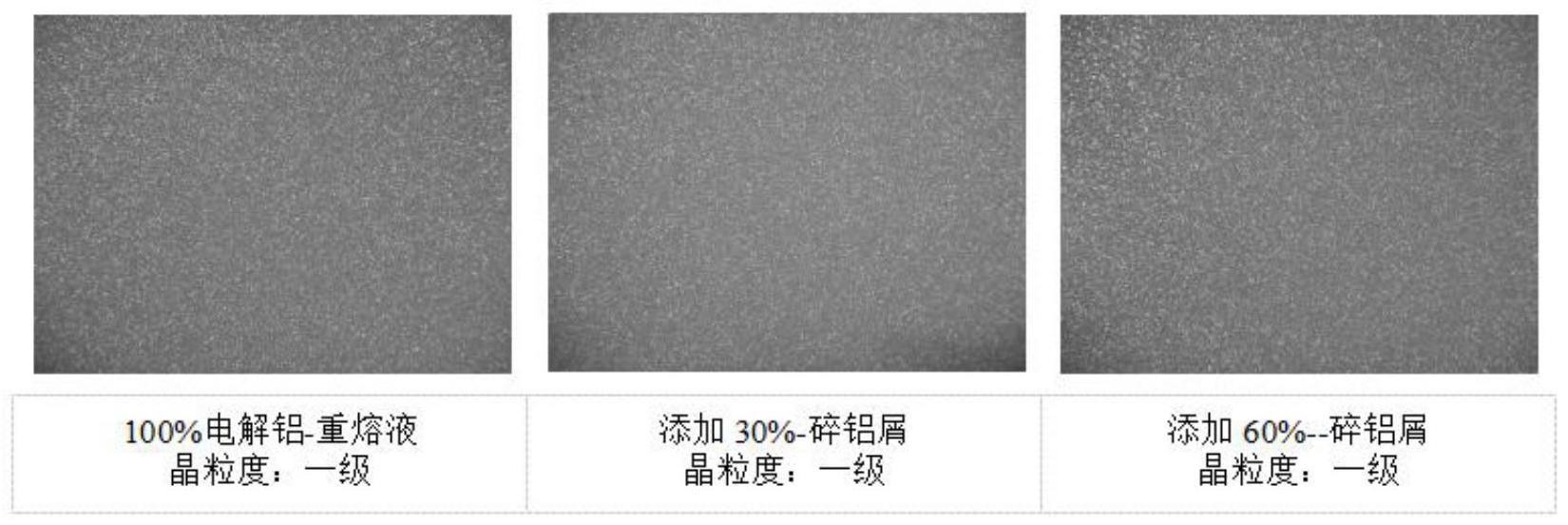
5、所述6061铝合金屑加入量为铝液总质量的30-100%;优选60%;
6、所述6061铝合金屑投放时陆续向铝液中心投加,投放速度以铝液基本无可见铝屑为准。
7、若投放100%的6061铝合金屑作为原料,则需要选用6061铝合金大块废料,先将大块料投入炉内熔化,等铝液温度达740±10℃时按照上述方法操作。
8、进一步地,所述预处理具体为:
9、1)将6061铝合金屑置于坡度≥10°的光滑地面上,堆放厚度≤200mm,地面设有防雨棚,棚内通风良好;
10、2)将6061铝合金屑摊平的同时人工去除肉眼可见杂质;
11、3)用铝屑铁器料分选机去除6061铝合金屑中的铁料,存放于干燥处备用。
12、进一步地,所述搅拌的具体操作为:将石墨搅转子拌器加热到350±20℃,然后将石墨转子搅拌器调整浸到铝液中,其上缘距炉内铝液液面100mm,转速为150±20r/min。
13、进一步地,所述除渣的具体操作为:分两阶段加入精炼剂,第一阶段在搅拌装置投放6061铝合金屑的漏斗处添加,添加量为炉内6061铝合金屑总质量的2‰,每隔0.5h添加一次;第二阶段在6061铝合金屑全部添加完成时添加,添加量为炉内铝液总质量的2‰,用喷粉机将精炼剂喷入铝液底部,并用耙在炉内搅拌5min,待铝液静置5-10min后,用耙将铝液表面浮渣扒出,扒渣检验标准为铝液表面不能有可见浮渣。
14、更进一步地,所述精炼剂主要是氯盐和氟盐混合制作的粉状物。
15、进一步地,所述除气的具体操作为:向炉内通入氩气直至炉内减压密度≥2.68ml/100gal,除气时铝液温度为735±5℃,氩气气压为0.25±0.05mpa。除气后再次扒净铝液表面浮渣,再静置25±5min,即可铸造。
16、本发明还提供一种利用所述锻造轮毂用6061铝合金屑原级利用方法制备的6061铝合金屑铝液。
17、本发明还提供一种6061铝合金铸棒,是利用所述的6061铝合金屑铝液铸造而成,所述6061铝合金铸棒由如下质量百含量的化学成分组成:si:0.4-0.8wt%,fe≤0.7wt%,mg:0.8-1.2wt%,cu:0.15-0.4wt%,mn:≤0.15wt%,cr:≤0.25wt%,ti:≤0.15wt%,单个杂质:≤0.05wt%,杂质总和:≤1.5wt%,其余含量为al。
18、利用本发明方法得到的6061铝合金铸棒铸造的均匀化退火,以及各种检测方法与原铝生产6061铝合金铸棒工艺相同。
19、所述6061铝合金铸棒力学性能:均匀化退火状态,抗拉强度≥140mpa,屈服强度≥50mpa,伸长率≥22%。
20、本发明还提供一种所述的6061铝合金铸棒在制备锻造轮毂中的应用。
21、与现有技术相比,本发明的有益效果为:
22、本发明采用6061铝合金屑原级利用方法制备6061铝合金铸棒,经检测其成分均在标准范围内:其力学和物理性能与原铝锭为原料制备的6061铝合金棒持平,三个实施例平均值分别为:抗拉强度143.35mpa;屈服强度60.33mpa,断后伸长率22.70%,硬度:42.72hb。按照国标gb/t6519-2013标准规定的a级超声波检测,本发明制备的22根6061铝合金铸棒未发现缺陷点。
23、轮毂冲击韧性试验:无裂纹;弯曲疲劳试验:10万转无裂纹;化学成分、高低倍组织和断口均符合客户对6061铝合金铸棒产品的技术要求,具体要求如下:
24、1)弯曲疲劳试验:≥10万转
25、2)化学成分:
26、 si fe mg ti zn cu mn cr 0.70-0.80 0.20-0.25 0.90-1.20 0-0.05 0-0.05 0.20-0.30 0.06-0.10 0.15-0.22
27、3)高低倍组织:显微组织不应有过烧。铸棒显微组织均匀细致,不应有大量未溶相以及未溶相聚集等缺陷。
28、4)断口:断口组织应致密,不应有缩孔、熔渣、氧化膜及非金属夹杂物等缺陷。
29、本发明锻造汽车轮毂用6061铝合金碎屑原级利用方法,可以部分甚至100%替代用原铝锭生产锻造铝合金铸棒。质量达到锻造铝合金棒材标准向实现“双碳”目标迈出了一大步,达到绿色、环保生产。
技术特征:
1.一种锻造轮毂用6061铝合金屑原级利用方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的锻造轮毂用6061铝合金屑原级利用方法,其特征在于,所述预处理具体为:
3.根据权利要求1所述的锻造轮毂用6061铝合金屑原级利用方法,其特征在于,所述搅拌的具体操作为:将石墨转子搅拌器加热到350±20℃,然后将石墨转子搅拌器浸到铝液中,其上缘距炉内铝液液面100mm,转速为150±20r/min。
4.根据权利要求1所述的锻造轮毂用6061铝合金屑原级利用方法,其特征在于,所述除渣的具体操作为:分两阶段加入精炼剂,第一阶段在投放6061铝合金屑入口处添加,添加量为炉内6061铝合金屑总质量的2‰,每隔0.5h添加一次;第二阶段在6061铝合金屑全部添加完成时添加,添加量为炉内铝液总质量的2‰,添加完成后搅拌,待铝液静置5-10min后,用耙将铝液表面浮渣扒出,扒渣检验标准为铝液表面不能有可见浮渣。
5.根据权利要求1所述的锻造轮毂用6061铝合金屑原级利用方法,其特征在于,所述除气的具体操作为:向炉内通入氩气直至炉内减压密度≥2.68ml/100gal,除气时铝液温度为735±5℃,氩气气压为0.25±0.05mpa。
6.一种利用权利要求1-5任一项所述锻造轮毂用6061铝合金屑原级利用方法制备得到的6061铝合金屑铝液。
7.一种6061铝合金铸棒,其特征在于,是利用权利要求6所述的6061铝合金屑铝液铸造而成,所述6061铝合金铸棒由如下质量百含量的化学成分组成:si:0.4-0.8wt%,fe≤0.7wt%,mg:0.8-1.2wt%,cu:0.15-0.4wt%,mn:≤0.15wt%,cr:≤0.25wt%,ti:≤0.15wt%,单个杂质:≤0.05wt%,杂质总和:≤1.5wt%,其余含量为al。
8.一种如权利要求7所述的6061铝合金铸棒在制备锻造轮毂中的应用。
技术总结
本发明公开一种锻造轮毂用6061铝合金屑原级利用方法,将6061铝合金屑进行预处理,当原铝生产6061合金工艺中铝液温度达到740±10℃时,开始向炉内投加预处理后的6061铝合金屑,搅拌,除渣、除气,静置25±5min,得到的产品即可用于铸造6061铝合金铸棒;通过对6061铝合金屑进行预处理工艺且优化熔炼工艺,生产出符合6061铝合金铸棒质量标准的产品,从而实现6061铝合金碎屑原级利用的目的。
技术研发人员:蔡振斌,杨海军,尚颖,王宏峰,刘杰,刘永昌,张利旭,刘志国,陈敬超,党会发
受保护的技术使用者:秦皇岛开发区美铝合金有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!