一种减少砂型铸造铸件表面气孔的制作工艺的制作方法
本发明涉及铸造工艺领域,尤其涉及一种减少砂型铸造铸件表面气孔的制作工艺。
背景技术:
1、铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件;
2、砂型铸造是指在砂型中生产铸件的铸造方法,钢、铁和大多数有色合金铸件都可用砂型铸造方法获得,由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺,而气孔是铸件中最常见的缺陷之一,解决好铸件的气孔问题对于铸件质量的提高有很大的意义,为此,我们提出了一种减少砂型铸造铸件表面气孔的制作工艺。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种减少砂型铸造铸件表面气孔的制作工艺。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种减少砂型铸造铸件表面气孔的制作工艺,包括以下步骤:
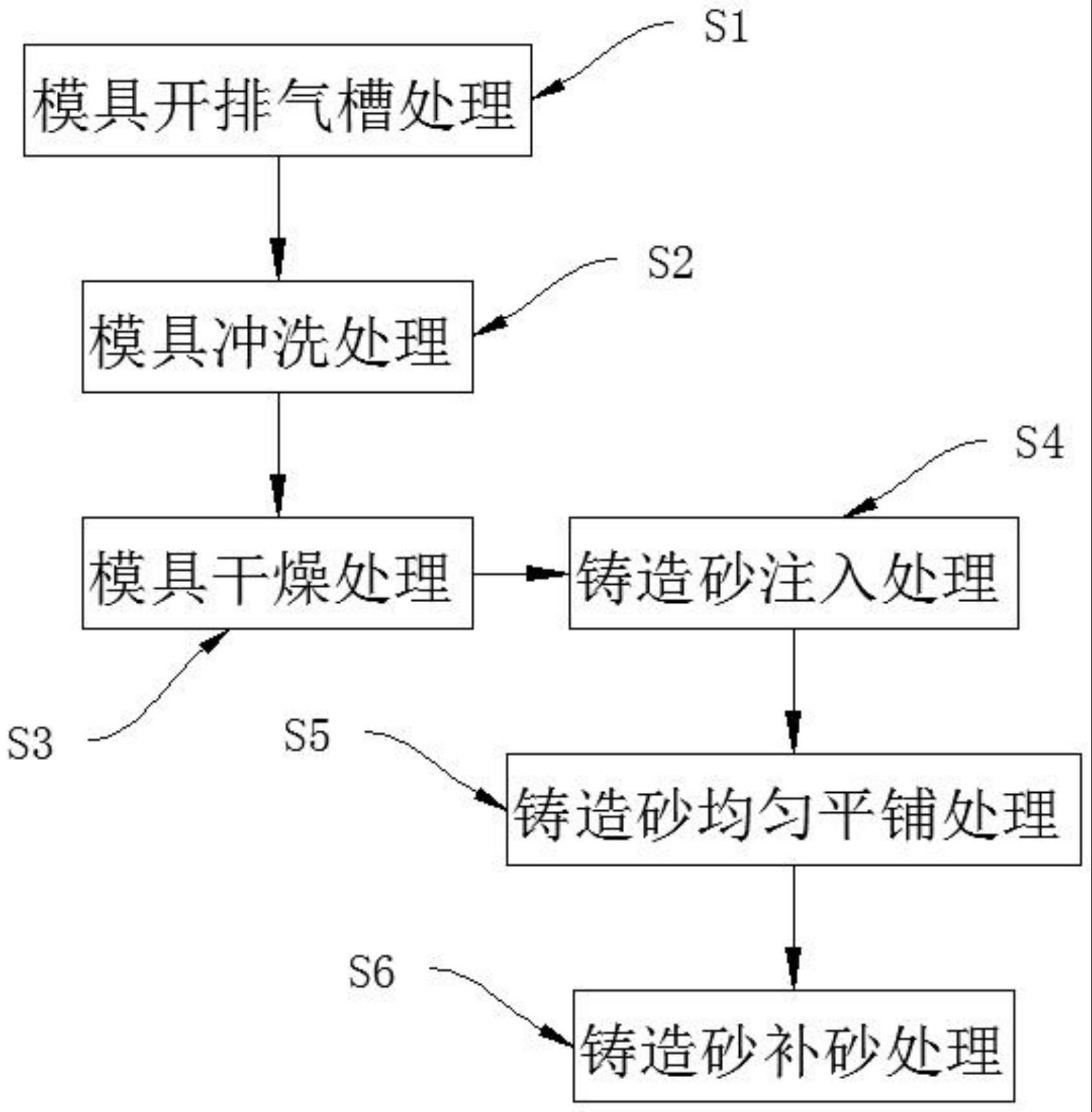
4、s1:模具开排气槽处理:在砂型铸造铸件用的铸造模具的分型面或型腔零件的组合面上以及芯座与顶杆的表面上开设排气槽;
5、s2:模具冲洗处理:通过清洗设备对开设过排气槽的砂型铸造铸件用的铸造模具的内部进行快速冲洗;
6、s3:模具干燥处理:将冲洗干净后的砂型铸造铸件用的铸造模具放置到无尘烘干设备中,通过无尘烘干设备进行砂型铸造铸件用的铸造模具内部的快速烘干处理;
7、s4:铸造液注入处理:通过浇注设备将砂型铸造铸件用的铸造液主体均匀的注入到砂型铸造铸件用的铸造模具中;
8、s5:铸造液均匀平铺处理:将注满铸造液的铸造模具放置在抖动设备上,通过抖动设备的抖动对注满铸造液的铸造模具进行均匀的抖动使铸造液均匀平铺处理;
9、s6:铸造液补液处理:浇注设备对通过抖动设备抖动平铺后的铸造模具再次进行补砂填充处理。
10、进一步地,所述s1中模具开排气槽处理中的排气槽通过切割设备在模具的分型面和型腔内部进行排气槽的切割成型,通过排气槽有效的对砂型铸造铸件用的铸造模具填砂后进行内部快速排气处理,避免铸造液注入后由于内部有空气无法快速排出导致气泡的现成。
11、进一步地,所述s2中模具冲洗处理中的清洗设备包括高压冲水枪、刷洗清洁辊、清洗液喷淋枪,通过清洗液喷淋枪对砂型铸造铸件用的铸造模具进行清洗液的喷淋,清洗液喷淋后通过刷洗清洁辊对砂型铸造铸件用的铸造模具的内部进行刷洗处理,刷洗干净后通过高压冲水枪对砂型铸造铸件用的铸造模具的内部进行高压冲洗处理。
12、进一步地,所述s3中模具干燥处理中的无尘烘干设备包括无尘机箱、扇叶和电热丝,将通过高压冲水枪冲洗后的砂型铸造铸件用的铸造模具放置在无尘机箱中,通过扇叶转动对电热丝产生的高温进行吹拂,通过电热丝的高温对清洗后的砂型铸造铸件用的铸造模具进行快速烘干处理。
13、进一步地,所述s4中铸造液注入处理中的浇注设备包括存砂罐和注砂枪,通过注砂枪将存砂罐中的铸造液均匀的注入到砂型铸造铸件用的铸造模具中,第一次铸造液填满后注砂枪停止注砂。
14、进一步地,所述s5中铸造液均匀平铺处理中的抖动设备包括震动机构,通过震动机构对首次注满铸造液的砂型铸造铸件用的铸造模具进行震动处理,震动时使砂型铸造铸件用的铸造模具内部的空气通过排气槽排出砂型铸造铸件用的铸造模具的内部使铸造液均匀的平铺在砂型铸造铸件用的铸造模具的内部。
15、进一步地,所述s6中铸造液补液处理对通过震动机构震动后砂型铸造铸件用的铸造模具的内部出现空隙,通过再次补砂使砂型铸造铸件用的铸造模具内部的铸造液更加充足。
16、本发明通过模具冲洗处理对铸造用铸造模具内部进行冲洗,有效的保障了铸造模具内部的清洁从而提高铸造件的铸造效果,同时通过对铸造模具进行开排气槽有效的对铸造件铸造时铸造模具内部的气体快速排出,减少铸造件铸造时气泡产生导致气孔的形成。
技术特征:
1.一种减少砂型铸造铸件表面气孔的制作工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种减少砂型铸造铸件表面气孔的制作工艺,其特征在于,所述s1中模具开排气槽处理中的排气槽通过切割设备在模具的分型面和型腔内部进行排气槽的切割成型。
3.根据权利要求1所述的一种减少砂型铸造铸件表面气孔的制作工艺,其特征在于,所述s2中模具冲洗处理中的清洗设备包括高压冲水枪、刷洗清洁辊、清洗液喷淋枪,通过清洗液喷淋枪对砂型铸造铸件用的铸造模具进行清洗液的喷淋,清洗液喷淋后通过刷洗清洁辊对砂型铸造铸件用的铸造模具的内部进行刷洗处理,刷洗干净后通过高压冲水枪对砂型铸造铸件用的铸造模具的内部进行高压冲洗处理。
4.根据权利要求1所述的一种减少砂型铸造铸件表面气孔的制作工艺,其特征在于,所述s3中模具干燥处理中的无尘烘干设备包括无尘机箱、扇叶和电热丝,将通过高压冲水枪冲洗后的砂型铸造铸件用的铸造模具放置在无尘机箱中,通过扇叶转动对电热丝产生的高温进行吹拂,通过电热丝的高温对清洗后的砂型铸造铸件用的铸造模具进行快速烘干处理。
5.根据权利要求1所述的一种减少砂型铸造铸件表面气孔的制作工艺,其特征在于,所述s4中铸造液注入处理中的浇注设备包括存砂罐和注砂枪,通过注砂枪将存砂罐中的铸造液均匀的注入到砂型铸造铸件用的铸造模具中,第一次铸造液填满后注砂枪停止注砂。
6.根据权利要求1所述的一种减少砂型铸造铸件表面气孔的制作工艺,其特征在于,所述s5中铸造液均匀平铺处理中的抖动设备包括震动机构,通过震动机构对首次注满铸造液的砂型铸造铸件用的铸造模具进行震动处理,震动时使砂型铸造铸件用的铸造模具内部的空气通过排气槽排出砂型铸造铸件用的铸造模具的内部使铸造液均匀的平铺在砂型铸造铸件用的铸造模具的内部。
7.根据权利要求1所述的一种减少砂型铸造铸件表面气孔的制作工艺,其特征在于,所述s6中铸造液补液处理对通过震动机构震动后砂型铸造铸件用的铸造模具的内部出现空隙,通过再次补砂使砂型铸造铸件用的铸造模具内部的铸造液更加充足。
技术总结
本发明公开了一种减少砂型铸造铸件表面气孔的制作工艺,涉及铸造工艺领域,现提出如下方案,包括以下步骤:S1:模具开排气槽处理:在砂型铸造铸件用的铸造模具的分型面或型腔零件的组合面上以及芯座与顶杆的表面上开设排气槽;S2:模具冲洗处理:通过清洗设备对开设过排气槽的砂型铸造铸件用的铸造模具的内部进行快速冲洗;S3:模具干燥处理:将冲洗干净后的砂型铸造铸件用的铸造模具放置到无尘烘干设备中;本发明通过模具冲洗处理对铸造用铸造模具内部进行冲洗,有效的保障了铸造模具内部的清洁从而提高铸造件的铸造效果,同时通过对铸造模具进行开排气槽有效的对铸造件铸造时铸造模具内部的气体快速排出,减少铸造件铸造时气泡产生导致气孔的形成。
技术研发人员:林欣,匡少宝,戚进祥,刘少祥
受保护的技术使用者:安徽应流机电股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!