用于精密铸造的喷浆风干一体机及其使用方法与流程
本发明涉及铜雕铸造辅助设备,尤其涉及用于精密铸造的喷浆风干一体机及其使用方法。
背景技术:
1、沾浆制壳在精密铸造工艺中是第五个环节,工艺比较复杂,在铸造模壳时,将模型壳进行沾桨制模。制模主要将泥土敷在模型外面,在铸造较大模型时,就需要多次沾桨,每次沾桨之后晾干,再进行沾浆,如此重复多次以加厚模型厚度。具体的要经过清洗——沾面层浆——沾面层砂——干燥——予湿——沾二层浆——沾二层砂——干燥——沾三层浆——沾三层砂——干燥——沾四层浆——沾四层砂——干燥——沾五层浆——干燥——脱蜡,而现有的沾浆方法是把清洗好的蜡串以30~60°胶(与水平线夹角)缓慢小心浸入面层浆中,注意须完全浸入,并不得碰到桶壁或搅拌杆,停留2~4秒,上下左右稍微晃动,其表面气泡上浮,将蜡串缓慢小心取出,均匀转动,使浆均匀沾附到蜡模、蜡串的每一处。注意尖角、孔洞、狭缝、字体要用用毛刷刷涂或气枪低压吹,强制使浆附着。整个操作非常考验工人的细致程度和操作水平,不同的工人会造成不同的沾浆效果。目前没有专门的设备可以实现模型的自动沾浆。
2、中国发明专利公告号cn109261908b公开了一种型壳制作焙烧方法,包括如下步骤:(1)制作蜡件产品组树并清洗;(2)面层制壳,将涂料涂挂到树串上,并在涂料表面淋撒一层80~100目的锆砂,然后进行4~6小时的自然风干;(3)背层制壳:将涂料涂挂到树串上,并在涂料表面淋撒一层30~60或者16~30目的莫来砂,然后进行8~12小时自然风干;(4)以上动作重复7~8次后形成9.5~10.5mm厚度的型壳;该方法的挂浆风干依然需要手动操作,无法保证挂浆效果的一致性,且操作繁琐,劳动强度大。
技术实现思路
1、本发明要解决的技术问题是现有的模型沾浆需要人手动操作,挂浆一致性差,操作繁琐,劳动强度大,为此提供用于精密铸造的喷浆风干一体机及其使用方法。
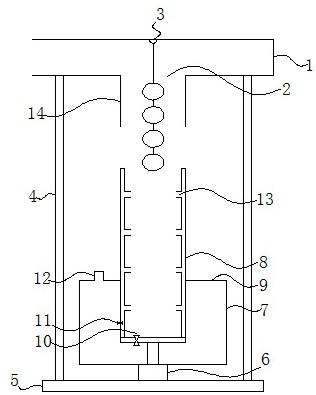
2、本发明的技术方案是:用于精密铸造的喷浆风干一体机,包括:送风管,所述送风管一端开口另一端封闭;开口部,所述开口部开设于送风管的底部;挂钩,所述挂钩固接在送风管内顶部且正对开口部;支架,所述支架位于送风管两端;底座,所述底座与支架的底部固接;气缸,所述气缸安置于底座中央;储罐,所述储罐位于气缸顶部,所述气缸的活塞杆从储罐的底部中央伸入储罐内;筒体,所述筒体底部与活塞杆固接,所述筒体的顶部敞口且正对挂钩,所述筒体的侧壁包括外侧壁和内侧壁,所述外侧壁和内侧壁之间形成中空层;盖板,所述盖板固接于储罐顶部且中央留出供筒体伸出的窗口;底部单向阀,所述底阀安装在筒体底部;侧面单向阀,所述侧面单向阀安装在外侧壁下方;加压口,所述加压口开设于盖板上;喷浆口,所述喷浆口均匀分布在内侧壁上。
3、上述方案的改进是所述开口部的底部向下延伸形成引流管,所述引流管的内径大于筒体的外径。
4、上述方案的进一步改进是所述喷浆口上安装有喷头。
5、上述方案中所述支架是伸缩杆。
6、上述方案的更进一步改进是所述送风管的开口端连通有风机,所述送风管内设有与风机联动的接近开关。
7、用于精密铸造的喷浆风干一体机的使用方法,包括以下步骤:储罐内储存有液面超过侧面单向阀的浆液,通过加压口向储罐内注入压缩空气,将储罐内的浆液通过侧面单向阀注入中空层内以及筒体内,将待挂浆的蜡串挂在挂钩上,启动气缸,活塞杆推动筒体上升至将蜡串容纳在内,底部单向阀开启,筒体内的浆液流入储罐内,喷浆口向蜡串喷射浆液,当喷浆口内的浆液停止喷浆后,气缸带动活塞杆下降,筒体下降至原位,风机启动对蜡串进行风干,完成一次喷浆风干。
8、本发明的有益效果是将现有的手动刷涂挂浆方式改成自动喷浆,且与风干联动,缩短挂浆和风干的处理时间,提高挂浆的一致性效果。
技术特征:
1.用于精密铸造的喷浆风干一体机,其特征是:包括:送风管(1),所述送风管一端开口另一端封闭;开口部(2),所述开口部开设于送风管的底部;挂钩(3),所述挂钩固接在送风管内顶部且正对开口部;支架(4),所述支架位于送风管两端;底座(5),所述底座与支架的底部固接;气缸(6),所述气缸安置于底座中央;储罐(7),所述储罐位于气缸顶部,所述气缸的活塞杆从储罐的底部中央伸入储罐内;筒体(8),所述筒体底部与活塞杆固接,所述筒体的顶部敞口且正对挂钩,所述筒体的侧壁包括外侧壁和内侧壁,所述外侧壁和内侧壁之间形成中空层;盖板(9),所述盖板固接于储罐顶部且中央留出供筒体伸出的窗口;底部单向阀(10),所述底阀安装在筒体底部;侧面单向阀(11),所述侧面单向阀安装在外侧壁下方;加压口(12),所述加压口开设于盖板上;喷浆口(13),所述喷浆口均匀分布在内侧壁上。
2.如权利要求1所述的用于精密铸造的喷浆风干一体机,其特征是:所述开口部的底部向下延伸形成引流管(14),所述引流管的内径大于筒体的外径。
3.如权利要求1所述的用于精密铸造的喷浆风干一体机,其特征是:所述喷浆口上安装有喷头。
4.如权利要求1所述的用于精密铸造的喷浆风干一体机,其特征是:所述支架是伸缩杆。
5.如权利要求4所述的用于精密铸造的喷浆风干一体机,其特征是:所述送风管的开口端连通有风机,所述送风管内设有与风机联动的接近开关。
6.如权利要求1-5任一所述的用于精密铸造的喷浆风干一体机的使用方法,其特征是:包括以下步骤:储罐内储存有液面超过侧面单向阀的浆液,通过加压口向储罐内注入压缩空气,将储罐内的浆液通过侧面单向阀注入中空层内以及筒体内,将待挂浆的蜡串挂在挂钩上,启动气缸,活塞杆推动筒体上升至将蜡串容纳在内,底部单向阀开启,筒体内的浆液流入储罐内,喷浆口向蜡串喷射浆液,当喷浆口内的浆液停止喷浆后,气缸带动活塞杆下降,筒体下降至原位,风机启动对蜡串进行风干,完成一次喷浆风干。
技术总结
本发明公开了用于精密铸造的喷浆风干一体机及其使用方法,包括:送风管;开口部,所述开口部开设于送风管的底部;挂钩;气缸;储罐,所述储罐位于气缸顶部,所述气缸的活塞杆从储罐的底部中央伸入储罐内;筒体,所述筒体底部与活塞杆固接,所述筒体的顶部敞口且正对挂钩;盖板,所述盖板固接于储罐顶部且中央留出供筒体伸出的窗口;底部单向阀,所述底阀安装在筒体底部;侧面单向阀,所述侧面单向阀安装在外侧壁下方;加压口,所述加压口开设于盖板上;喷浆口,所述喷浆口均匀分布在内侧壁上。本发明的有益效果是将现有的手动刷涂挂浆方式改成自动喷浆,且与风干联动,缩短挂浆和风干的处理时间,提高挂浆的一致性效果。
技术研发人员:张晓红,薛焕刚,潘凌怡,张超,王波,秦仁发,傅祥胜
受保护的技术使用者:铜陵青铜时代雕塑有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!