加工系统的制作方法
本发明涉及对多个工件连续地进行磨削的加工系统。
背景技术:
1、在半导体制造领域中,作为将硅晶圆等的半导体晶圆(以下称为“工件”)磨削得薄且平坦的装置,已知有将旋转的磨削砂轮的磨削面按压于工件上来进行工件的磨削的磨削装置。
2、在专利文献1中公开了按照粗磨削、精磨削及研磨的顺序对工件进行加工的磨削加工装置。公开了在本装置中,摆动式的厚度传感器在研磨台内测定研磨后的工件的形状,在研磨后的工件的形状不是所希望的形状的情况下,在接下来加工的工件的精磨削时,调整倾斜机构的倾斜量。
3、现有技术文献
4、专利文献
5、专利文献1:jp特开2015-79457号公报
技术实现思路
1、发明要解决的课题
2、然而,在于专利文献1中记载的磨削加工装置中,在对加工后的工件的形状进行测定时,在研磨垫后退后,厚度传感器需要在研磨后的工件上进行扫描,因此在对多个工件连续地进行加工的情况下,存在生产率恶化的问题。
3、因此,产生为了高精度且高效地加工多个工件而应解决的技术课题,本发明的目的在于解决该课题。
4、用于解决课题的技术方案
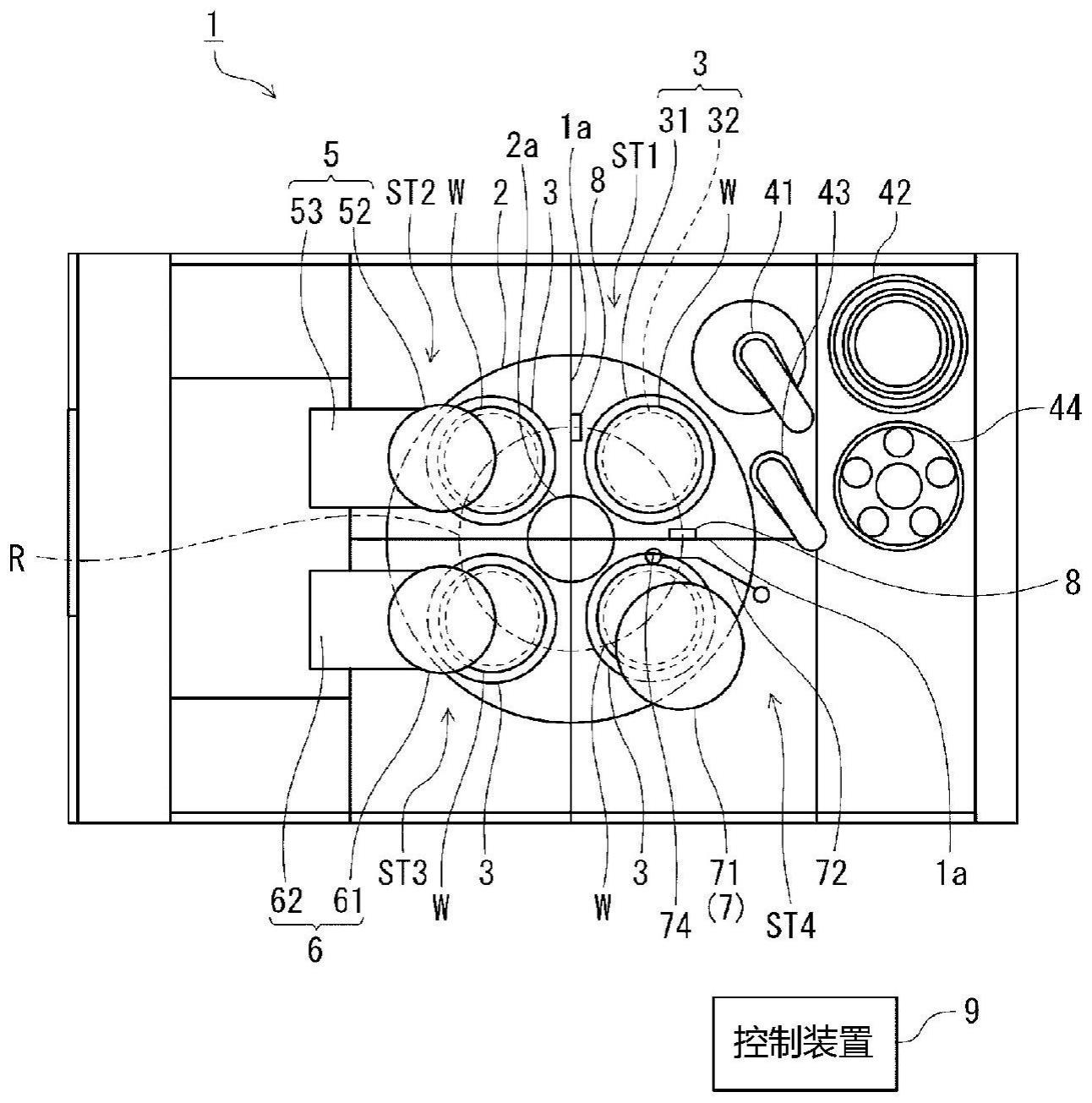
5、为了实现上述目的,本发明的加工系统涉及对工件依次进行前磨削和精磨削的加工系统,该加工系统包括:分度工作台,该分度工作台具有将上述工件以能旋转的方式保持的卡盘,使上述工件至少按照前磨削台、精磨削台以及对准台的顺序移动;倾斜机构,该倾斜机构能调节上述卡盘的倾斜度;第1传感器,该第1传感器测量精磨削前的上述工件的形状;第2传感器,该第2传感器在将精磨削后的上述工件向上述对准台输送的期间,测定精磨削后的上述工件的形状;控制装置,该控制装置根据精磨削前的上述工件的形状,对精磨削时的作为上述工件的倾斜度的倾斜角进行控制,在根据精磨削后的上述工件的形状,对下一个工件进行精磨削时,对上述倾斜角进行修正。
6、发明的效果
7、本发明能够高精度且高效地加工多个工件。
技术特征:
1.一种加工系统,该加工系统对工件依次进行前磨削和精磨削,其特征在于,该加工系统包括:
2.根据权利要求1所述的加工系统,其特征在于,上述控制装置基于精磨削前的上述工件的形状,以精磨削后的上述工件的形状与上述工件的目标形状大致一致的方式,计算出上述倾斜角。
3.根据权利要求1所述的加工系统,其特征在于,上述控制装置基于精磨削后的上述工件的形状,以精磨削后的上述工件的形状与上述工件的目标形状大致一致的方式,计算出修正上述倾斜角的修正角。
4.根据权利要求1所述的加工系统,其特征在于,上述第2传感器安装在跨设于上述分度工作台上方的支架上。
5.根据权利要求1所述的加工系统,其特征在于,上述第2传感器配置在俯视时上述工件的中心通过的旋转轨道上。
技术总结
提供一种可精确且高效地加工多个工件的加工系统。对工件(W1、W2)依次进行前磨削和精磨削的加工系统(1)包括:分度工作台(2),该分度工作台(2)具有将工件(W1、W2)以能旋转的方式保持的卡盘(3),使工件(W1、W2)按照粗磨削台(ST2)、中磨削台(ST3)、精磨削台(ST4)和对准台(S1)的顺序移动;可调节卡盘(3)的倾斜度的倾斜机构(33);测量精磨削前的工件(W1、W2)的形状的摆动式传感器(72);在向对准台(ST4)输送精磨削后的工件(W1)的期间测量精磨削后的工件(W1)的形状的固定式传感器(8);以及控制装置(9),该控制装置(9)根据精磨削前的工件(W1、W2)的形状,控制精磨削时的作为卡盘(3)的倾斜度的倾斜角,并根据精磨削后的工件(W1)的形状,修正精磨削工件(W2)时的倾斜角。
技术研发人员:福原启介
受保护的技术使用者:株式会社东京精密
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!