砂型铸造3D打印机的打印方法与流程
本发明属于砂模3d铸造设备,具体涉及一种砂型铸造3d打印机的打印方法。
背景技术:
1、目前市场上主流的砂型3d打印机有两种,一种是密闭腔体龙门结构的,另一种是开放式机械臂结构,两种类型的成型原理相同,打印机开始工作前先将铸造砂与催化剂按一定比例混合好,添加到料斗中,主机电脑切片软件将cad模型分层切片。打印开始,喷头移动到料斗出料口,出料口给料阀自动将材料输送到打印头中,加料完成后,打印头移动至打印平台左上方,与平台保持固定高度,由左到右移动并铺设第一层铸造砂,铸造砂铺设完成后表面并没有平整,所以机械臂带动打印头从最右端向左移动,这个过程中打印机喷头下方的刮板会将沙子表面刮平,树脂喷头在需要粘结固化的位置喷射树脂,树脂与沙子中的催化剂反应固化,第一层打印完成。如此往复,每打印一层机械臂带动喷头上升一层继续打印下一层,直到完成整个模型的打印,采用砂型3d打印机制作砂模效率高且步骤简便,但是存在一个问题,当树脂和铸造砂如果没有固化稳固的话,会导致整个砂模报废,使得砂模无法浇注出合格的铸件,有鉴于此,遂有了本方案的产生。
技术实现思路
1、鉴于现有技术的不足,本发明所要解决的技术问题是提供一种砂型铸造3d打印机的打印方法,它能够检测砂层是否与胶层固化,如果固化不合格,可以重新进行喷砂喷胶。
2、为解决上述技术问题,本发明采用的技术方案是:砂型铸造3d打印机的打印方法,包括以下步骤:
3、s1、往砂型承载盘底面喷砂,然后在胶层上表面进行喷胶;
4、s2、固化结束后,翻转砂型承载盘,监控设备检测砂型承载盘上砂层是否松动;
5、s3、将松动砂层进行吸附,然后在松动处进行喷砂,喷砂结束后进行喷胶固化,或者砂层未出现松动,再已黏合的砂层上进行喷砂,然后进行再次喷胶;
6、s4、重复步骤s3直至砂模成型。
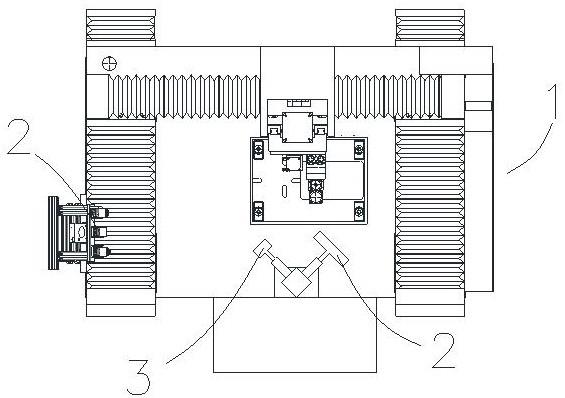
7、进一步,所述步骤s1-s4采用了一种砂型铸造3d打印机进行打印,所述砂型铸造3d打印机包括喷胶喷砂设备、检测组件和吸砂组件。
8、进一步,所述喷胶喷砂设备包括前后移动组件、左右移动组件、上下移动组件、喷砂头、喷胶头和转动承载平台,所述喷砂头和喷胶头连接在上下移动组件朝外的一面,所述喷砂头和喷胶头输出端朝下设置,所述上下移动组件用于驱动喷砂头和喷胶头上下移动,所述左右移动组件用于驱动上下移动组件左右移动,所述前后移动组件用于驱动左右移动组件前后移动,所述转动承载平台位于喷砂头输出端和喷胶头输出端的下方。
9、进一步,所述前后移动组件包括承载架体、前后驱动螺杆和前后移动座,所述前后驱动螺杆转动连接在承载架体上,所述前后移动座上设有第一螺纹孔,所述第一螺纹孔与前后驱动螺杆相适配。
10、进一步,所述左右移动组件包括左右移动座和左右驱动螺杆,所述左右移动座设有第二螺纹孔,所述第二螺纹孔与左右驱动螺杆相适配。
11、进一步,所述上下移动组件包括上下移动座和上下驱动螺杆,所述上下移动座设有第三螺纹孔,所述二螺纹孔与上下驱动螺杆相适配。
12、进一步,所述转动承载平台包括转动盘、连接台和转动柱,所述转动盘转动连接在连接台表面,所述转动柱固连在连接台侧面且带动连接台转动,所述转动盘轴线和转动柱轴线相垂直。
13、进一步,所述检测组件包括摄像头、第一升降体、第一伸缩体和射收一体红外线扫描器,所述摄像头位于喷胶喷砂设备一侧且摄影端朝向喷胶喷砂设备的工作端,所述第一升降体驱动第一伸缩体上下移动,所述射收一体红外线扫描器连接在第一伸缩体输出端,所述第一伸缩体驱动射收一体红外线扫描器扫描喷胶喷砂设备的工作端。
14、进一步,所述吸砂组件包括吸头、第二伸缩体和转动体,所述第一升降体驱动转动体升降,所述第一伸缩体和第二伸缩体连接转动体的侧壁,所述吸头连接在第二伸缩体的输出端。
15、与现有技术相比,本发明具有以下有益效果:
16、1.本发明通过在砂型承载盘进行喷砂然后喷胶进行固化,当固化完毕时,竖直面小角度(15°-30°)翻转,通过监控设备观察砂层是否松动移位,如砂层松动移位,通过吸头(类似吸尘器的器械)将松动的砂吸走,然后重新进行喷砂喷胶固化,直至砂层未出现松动,进行下一层砂层喷砂喷胶固化,重复上述喷砂喷胶和检测过程,直至整个砂模形成,通过该方法生产砂型极大的减小了砂型废品率的产生,使得铸造出的砂型牢固可靠。
17、2.本方案砂型铸造3d打印机的打印方法中检测砂层是否松动通过转动盘、连接台和转动柱与摄像头的配合进行实现,转动柱带动连接台和转动盘发生翻转,如有固化不牢固的砂层就会在重力的作用下倾倒到一侧,使得砂层表面出现凹坑,摄像头通过前后对比翻转前和翻转后的图片进行识别是否砂层有松动。确定松动后,转动体切换到吸头朝向砂型承载盘的状态,第二伸缩体伸出,吸头位于砂层上方进行吸砂,吸砂结束后,转动体切换到射收一体红外线扫描器朝向砂型承载盘的状态,第一伸缩体伸出,射收一体红外线扫描器扫描出砂型承载盘表面砂层的缺陷出,然后第一伸缩体复位,喷胶喷砂设备对缺陷出进行修补固化。
技术特征:
1.砂型铸造3d打印机的打印方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的砂型铸造3d打印机的打印方法,其特征在于:所述步骤s1-s4采用了一种砂型铸造3d打印机进行打印,所述砂型铸造3d打印机包括喷胶喷砂设备、检测组件和吸砂组件。
3.根据权利要求1所述的砂型铸造3d打印机的打印方法,其特征在于:所述喷胶喷砂设备包括前后移动组件、左右移动组件、上下移动组件、喷砂头、喷胶头和转动承载平台,所述喷砂头和喷胶头连接在上下移动组件朝外的一面,所述喷砂头和喷胶头输出端朝下设置,所述上下移动组件用于驱动喷砂头和喷胶头上下移动,所述左右移动组件用于驱动上下移动组件左右移动,所述前后移动组件用于驱动左右移动组件前后移动,所述转动承载平台位于喷砂头输出端和喷胶头输出端的下方。
4.根据权利要求3所述的砂型铸造3d打印机的打印方法,其特征在于:所述前后移动组件包括承载架体、前后驱动螺杆和前后移动座,所述前后驱动螺杆转动连接在承载架体上,所述前后移动座上设有第一螺纹孔,所述第一螺纹孔与前后驱动螺杆相适配。
5.根据权利要求3所述的砂型铸造3d打印机的打印方法,其特征在于:所述左右移动组件包括左右移动座和左右驱动螺杆,所述左右移动座设有第二螺纹孔,所述第二螺纹孔与左右驱动螺杆相适配。
6.根据权利要求3所述的砂型铸造3d打印机的打印方法,其特征在于:所述上下移动组件包括上下移动座和上下驱动螺杆,所述上下移动座设有第三螺纹孔,所述二螺纹孔与上下驱动螺杆相适配。
7.根据权利要求3所述的砂型铸造3d打印机的打印方法,其特征在于:所述转动承载平台包括转动盘、连接台和转动柱,所述转动盘转动连接在连接台表面,所述转动柱固连在连接台侧面且带动连接台转动,所述转动盘轴线和转动柱轴线相垂直。
8.根据权利要求2所述的砂型铸造3d打印机的打印方法,其特征在于:所述检测组件包括摄像头、第一升降体、第一伸缩体和射收一体红外线扫描器,所述摄像头位于喷胶喷砂设备一侧且摄影端朝向喷胶喷砂设备的工作端,所述第一升降体驱动第一伸缩体上下移动,所述射收一体红外线扫描器连接在第一伸缩体输出端,所述第一伸缩体驱动射收一体红外线扫描器扫描喷胶喷砂设备的工作端。
9.根据权利要求8所述的砂型铸造3d打印机的打印方法,其特征在于:所述吸砂组件包括吸头、第二伸缩体和转动体,所述第一升降体驱动转动体升降,所述第一伸缩体和第二伸缩体连接转动体的侧壁,所述吸头连接在第二伸缩体的输出端。
技术总结
本发明涉及砂型铸造3D打印机的打印方法,包括以下步骤:首先往砂型承载盘底面喷砂,然后在胶层上表面进行喷胶;在固化结束后,翻转砂型承载盘,监控设备检测砂型承载盘上砂层是否松动;然后将松动砂层进行吸附,然后在松动处进行喷砂,喷砂结束后进行喷胶固化,或者砂层未出现松动,再已黏合的砂层上进行喷砂,然后进行再次喷胶;最后重复上述步骤直至砂型完成,通过该方法生产砂型极大的减小了砂型废品率的产生,使得铸造出的砂型牢固可靠。
技术研发人员:肖国栋,余谦
受保护的技术使用者:无锡有田五维增材科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!