一种磁芯开隙工艺设备的制作方法
本发明涉及软磁领域,尤其涉及一种磁芯开隙工艺设备。
背景技术:
1、软磁铁氧体是品种最多、应用最广、用量最大的一种磁性材料,是电子信息和家电工业等的重要基础功能材料。软磁铁氧体磁芯大多经由烧结等工艺形成的,以锰-锌铁氧体磁芯为例,以feo、mno、zno为主要原料,通过混合、预烧、粗粉碎、砂磨、喷雾造粒五个工序制成锰-锌功率软磁铁氧体料粉,再将料粉加到成型压机上进行成型压制,经成型、烧结、磨削、检验、包装等步骤制得所述软磁铁氧体磁芯。例如,应用于变压器的功率型软磁铁氧体磁芯,在对其加工磨削中一般都要求开气隙,其主要目的是不让变压器饱和等,以便提高所述变压器工作中的稳定性,所以,在对用于变压器的功率型软磁铁氧体磁芯磨削加工时都要依据最终的使用场合而设定的电感性能要求来进行开隙。目前,本行业现有的开隙工艺都是双排作业,即一排为平面,另一排为开隙。
2、现有的针对rm6磁芯产品开隙的工艺设备如图1所示,包括控制柜、磨床、工作台、传送带、rm6磁芯、辅助条,辅助条为铁板;在工作台上,装盒工通过辅助条将rm6磁芯整理摆放成两排,相邻的两列rm6磁芯之间夹住一块辅助条用于将磁芯摆放整齐,然后装盒工将摆放整齐的磁芯和辅助条一起平移推入传送带上,通过控制柜控制传送带运转,并由传送带将两排磁芯送入磨床内进行研磨加工。这种老式的方法工艺繁琐产量低,整理摆放辅助条耗时长,每小时产量为1000付产品;且由于辅助条占加工空间,在对rm6磁芯磨削加工过程中容易卡机;且摆放时需要每两列磁芯就立一块辅助条,装盒工不方便操作。
3、因此,亟需设计一种新的磁芯开隙工艺设备,能够解决上述问题。
技术实现思路
1、鉴于目前存在的上述不足,本发明提供一种磁芯开隙工艺设备,每小时产量在2500付产品,增高了研磨产量,操作简单,更便于装盒员工操作,且磨床推料更方便不会出现卡机现象。
2、为达到上述目的,本发明的实施例采用如下技术方案:
3、一种磁芯开隙工艺设备,包括控制柜、磨床、工作台、传送带、磁芯,还包括摆放杆,所述磁芯通过摆放杆在工作台上整齐摆放成两排后,从工作台上送至传送带上,并由控制柜控制传送带将磁芯和摆放杆输送至磨床内,从而实现磁芯的磨削加工。
4、依照本发明的一个方面,所述磁芯呈矩阵排列,每列磁芯之间不留间隔,所述磁芯上含有空隙,所述摆放杆设于空隙内。
5、依照本发明的一个方面,所述摆放杆材质为玻璃纤维,直径为1.5mm,长度为250mm。
6、依照本发明的一个方面,所述磁芯开隙工艺设备还包括推送装置,通过推送装置将磁芯从工作台上推送至传送带上。
7、依照本发明的一个方面,所述磁芯开隙工艺设备还包括摆放装置,通过摆放装置将摆放杆放置在磁芯的空隙内,使得磁芯摆放整齐。
8、依照本发明的一个方面,所述磁芯开隙工艺设备还包括上料输送带、料仓、抓取机构,通过抓取机构将料仓内的磁芯抓取拿放至上料输送带上,由上料输送带将磁芯送至工作台上。
9、依照本发明的一个方面,所述推送装置包括推送机、推板,通过推送机伸缩,带动推板平移,从而将磁芯从工作台上推送至传送带上。
10、依照本发明的一个方面,所述摆放装置包括安装框架、平移机构、安装座、升降机构、伸缩夹紧机构,所述安装框架设于工作台一侧,所述平移机构安装在安装框架上,平移机构与安装座相连,所述安装座滑动设于安装框架上,所述升降机构安装在安装座上,所述伸缩夹紧机构与升降机构连接。
11、依照本发明的一个方面,所述工作台上设有限位板,所述限位板设于上料输送带一端,上料输送带将磁芯送至限位板一侧。
12、依照本发明的一个方面,所述传送带内和上料输送带内都设有磁铁。
13、本发明实施的优点:通过设置摆放杆,装盒工将摆放杆设于磁芯的空隙内,以此将磁芯整齐摆放成每列不留间隔的两排,再将磁芯送至传送带上、送至磨床内磨削加工;如此,本设备的操作更简单、更便于装盒员工操作,且每小时产量能达到2500付产品,大大增高了研磨产量,是传统老式工艺设备下每小时产量的2.5倍,并且减少了传统设备中辅助条的占用空间后,在提高产量的同时磨床推料更方便不会出现卡机现象。通过设置推送装置将磁芯从工作台上推送至传送带上,能省力省时,提高效率;通过设置摆放装置将摆放杆放置在磁芯的空隙内,配合装盒工使得磁芯摆放整齐,能进一步缩短工序时间,提高产量和效率;通过设置上料输送带、料仓、抓取机构,使得磁芯能够自动上料,能进一步省时、操作更方便;通过推送装置、摆放装置、上料输送带、料仓、抓取机构等各机构彼此配合,能进一步实现整个工艺流程的半自动化或自动化,操作更方便,能进一步提高产量和效率。
技术特征:
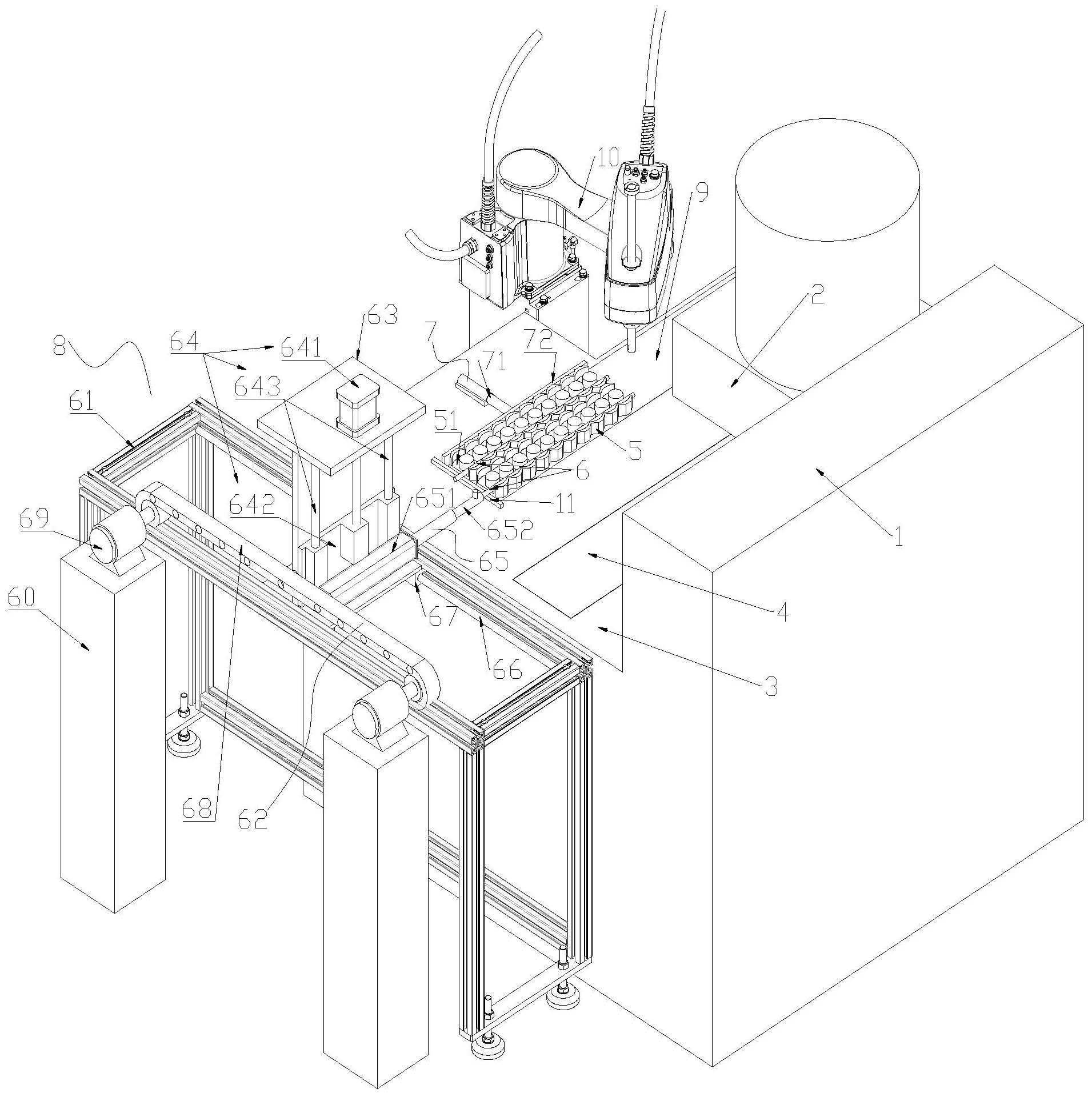
1.一种磁芯开隙工艺设备,包括控制柜(1)、磨床(2)、工作台(3)、传送带(4)、磁芯(5),其特征在于,还包括摆放杆(6),所述磁芯(5)通过摆放杆(6)在工作台(3)上整齐摆放成两排后,从工作台(3)上送至传送带(4)上,并由控制柜(1)控制传送带(4)将磁芯(5)和摆放杆(6)输送至磨床(2)内,从而实现磁芯(5)的磨削加工。
2.根据权利要求1所述的一种磁芯开隙工艺设备,其特征在于,所述磁芯(5)呈矩阵排列,每列磁芯(5)之间不留间隔,所述磁芯(5)上含有空隙(51),所述摆放杆(6)设于空隙(51)内。
3.根据权利要求2所述的一种磁芯开隙工艺设备,其特征在于,所述摆放杆(6)材质为玻璃纤维,直径为1.5mm,长度为250mm。
4.根据权利要求2所述的一种磁芯开隙工艺设备,其特征在于,所述磁芯开隙工艺设备还包括推送装置(7),通过推送装置(7)将磁芯(5)从工作台(3)上推送至传送带(4)上。
5.根据权利要求4所述的一种磁芯开隙工艺设备,其特征在于,所述磁芯开隙工艺设备还包括摆放装置(8),通过摆放装置(8)将摆放杆(6)放置在磁芯(5)的空隙(51)内,使得磁芯(5)摆放整齐。
6.根据权利要求4所述的一种磁芯开隙工艺设备,其特征在于,所述磁芯开隙工艺设备还包括上料输送带(9)、料仓、抓取机构(10),通过抓取机构(10)将料仓内的磁芯(5)抓取拿放至上料输送带(9)上,由上料输送带(9)将磁芯(5)送至工作台(3)上。
7.根据权利要求4所述的一种磁芯开隙工艺设备,其特征在于,所述推送装置(7)包括推送机(71)、推板(72),通过推送机(71)伸缩,带动推板(72)平移,从而将磁芯(5)从工作台(3)上推送至传送带(4)上。
8.根据权利要求5所述的一种磁芯开隙工艺设备,其特征在于,所述摆放装置(8)包括安装框架(61)、平移机构(62)、安装座(63)、升降机构(64)、伸缩夹紧机构(65),所述安装框架(61)设于工作台(3)一侧,所述平移机构(62)安装在安装框架(61)上,平移机构(62)与安装座(63)相连,所述安装座(63)滑动设于安装框架(61)上,所述升降机构(64)安装在安装座(63)上,所述伸缩夹紧机构(65)与升降机构(64)连接。
9.根据权利要求6所述的一种磁芯开隙工艺设备,其特征在于,所述工作台(3)上设有限位板(11),所述限位板(11)设于上料输送带(9)一端,上料输送带(9)将磁芯(5)送至限位板(11)一侧。
10.根据权利要求6所述的一种磁芯开隙工艺设备,其特征在于,所述传送带(4)内和上料输送带(9)内都设有磁铁。
技术总结
本发明公开了一种磁芯开隙工艺设备,涉及软磁领域,包括控制柜、磨床、工作台、传送带、磁芯,还包括摆放杆,所述磁芯通过摆放杆在工作台上整齐摆放成两排后,从工作台上送至传送带上,并由控制柜控制传送带将磁芯和摆放杆输送至磨床内,从而实现磁芯的磨削加工。本发明提供的一种磁芯开隙工艺设备,每小时产量在2500付产品,增高了研磨产量,操作简单,更便于装盒员工操作,且磨床推料更方便不会出现卡机现象。
技术研发人员:莫芝达,冯劲松,沈宝玉,陈泽平,熊伟,陈小华
受保护的技术使用者:上海继胜磁性材料有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!