一种万能组配轴承内外圈端面磨削装置及其使用方法与流程
本发明涉及一种轴承端面磨削装置,更具体的说是涉及一种万能组配轴承内外圈端面磨削装置及其使用方法。
背景技术:
1、随着高精度角接触球轴承逐步国产化,在一些重大客户或重点项目开发上面对客户的高精度、高标准的要求,一些角接触球轴承生产厂家却不能满足其关键项目的控制要求。当然各类国内角接触球轴承生产企业针对一些特殊角接触球轴承成品的质量控制关键项目也存在一定的误区与空白,如角接触球轴承成品万能组配需要后工序修磨才能将内外圈高度控制在一定范围之内,但是目前在国内相对成熟的角接触球轴承生产企业针对角接触球轴承万能组配前后工序的管控上均存在不合理的控制要求,导致配对时无法直接完成配对,只能通过后工序修磨。因此对其角接触球轴承万能组配轴承内外圈端面磨削装置的设计、制作与使用对万能组配角接触球轴承的质量控制变得尤为迫切与重要。
2、因而目前现有技术中有专利号为202210223288.3,名称为一种轴承套圈双端面不等面积均磨方法,其通过在工件的上下端面分别设置上砂轮和下砂轮的方式,便可有效的实现工件的双端面磨削,在磨削的过程中主要是通过上砂轮和下砂轮的异向旋转,工件处于静止状态,以此实现磨削的效果,然而由于上砂轮和下砂轮的质量都比较大,因此异向转动的时候,就很容易出现振动的情况,存在磨削不够平整的问题。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种磨削时不容易出现振动,磨削足够平整的万能组配轴承内外圈端面磨削装置及其使用方法。
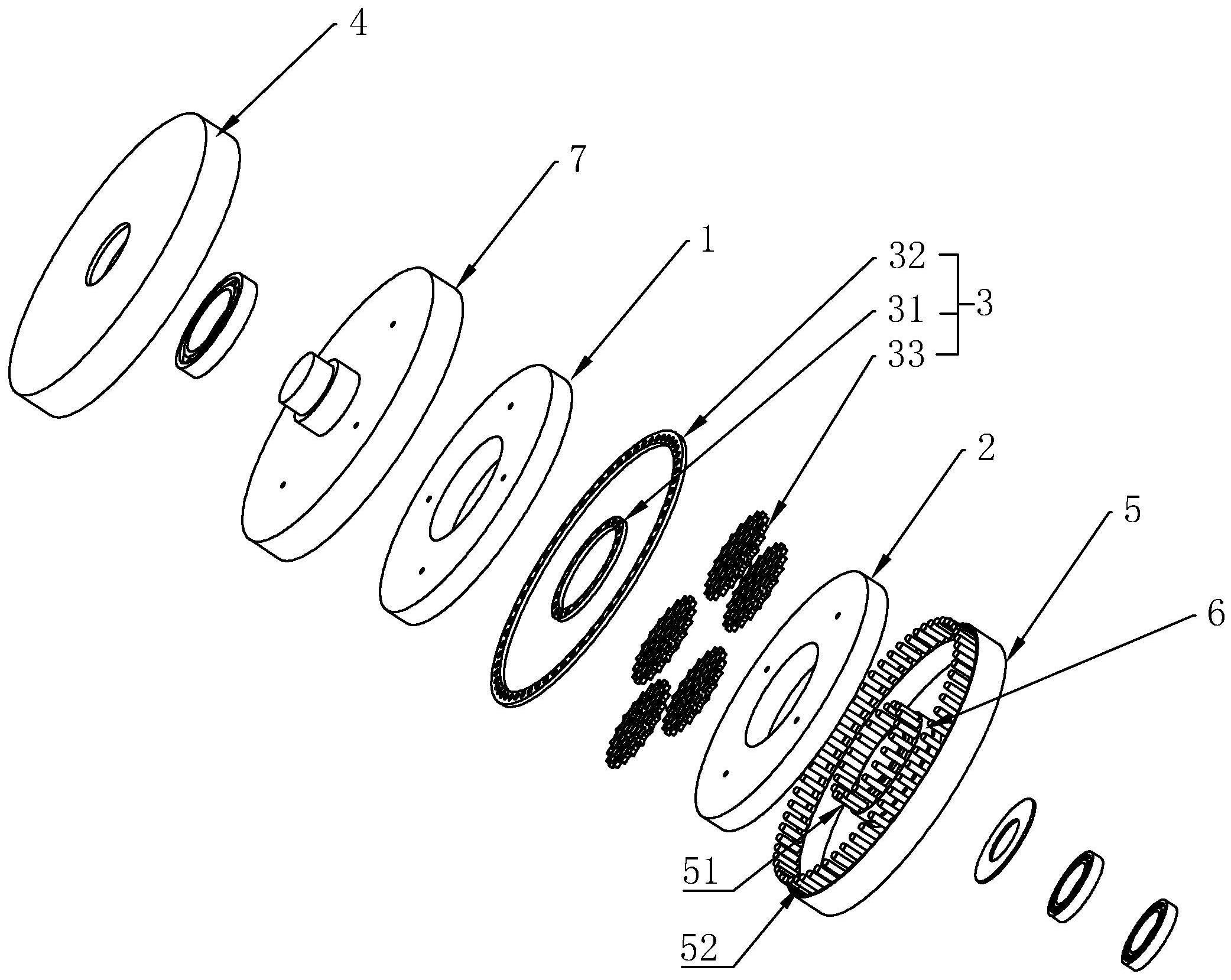
2、为实现上述目的,本发明提供了如下技术方案:一种万能组配轴承内外圈端面磨削装置,包括上壳体、下托盘、上砂轮、下砂轮和磨削夹具,所述磨削夹具设置在上砂轮与下砂轮之间,所述上砂轮同轴固定在上壳体内,所述下砂轮同轴固定在下托盘内,所述磨削夹具包括磨削内环、磨削外环和若干个磨削转盘,所述磨削转盘上开设有若干个用于容纳轴承内圈和外圈的夹具孔,若干个磨削转盘设置在磨削内环和磨削外环之间,所述下托盘中心可旋转的设有与外部电机转轴联动的下砂轮轴,所述下砂轮轴的端面设有内环柱栓,所述下托盘的上端面靠近外圆周的位置上设有外环柱栓,所述磨削内环和磨削外环上均开设有柱栓孔,所述内环柱栓和外环柱栓分别穿过磨削内环和磨削外环上的柱栓孔,所述磨削转盘的圆周边开设有齿槽,所述齿槽与内环柱栓和外环柱栓相啮合。
3、作为本发明的进一步改进,所述上壳体朝向上砂轮的一端同轴可旋转的设有上砂轮轴,所述上砂轮同轴固定在上砂轮轴上,所述上砂轮轴与外部电机转轴联动。
4、作为本发明的进一步改进,所述上砂轮轴的下端面靠近圆周边的位置上开设有柱栓环槽,所述外环柱栓伸入到柱栓环槽内,所述柱栓环槽的槽口与磨削外环的端面相抵,且磨削内环和磨削外环与内环柱栓和外环柱栓之间为过盈配合。
5、作为本发明的进一步改进,所述夹具孔内同轴设有隔挡环,所述隔挡环设置轴承内圈与轴承外圈之间。
6、本发明另一方面提供了一种使用方法,具体如下:包括如下步骤:
7、步骤一,将上砂轮安装在上砂轮轴上通过定位螺栓与上砂轮轴的轴端螺纹定位在上壳体上,形成上磨削装置,然后固定在外部立式磨床机械臂上;
8、步骤二,将下砂轮安装在下砂轮轴上通过定位螺栓与下砂轮轴轴端螺纹定位在下托盘上,将内环柱栓和外环柱栓安装在下砂轮轴和下托盘端面上的栓孔内,并检查其是否安装到位,然后将磨削内环和磨削外环通过孔定位与内环柱栓和外环柱栓过盈配合安装在下托盘上,并检查磨削内环和磨削外环安装是否平整;
9、步骤三:根据磨削轴承外圈的尺寸大小与厚度,选择相匹配的磨削转盘,并将磨削转盘通过磨削内环和磨削外环上的内环柱栓和外环柱栓与磨削转盘上的齿槽进行配合安装,并检查其旋转灵活性和磨削转盘间距;
10、步骤四:根据被磨削轴承内圈与轴承外圈中心径尺寸与轴承内圈宽度选择合适的隔挡环并放入每个夹具孔内,形成完整的下磨削装置,然后固定在立式磨床的工作平台上;
11、步骤五:安装调试完成后,首先进行试磨削:操作人员首先将被磨削的轴承内圈与轴承外圈分别放置在夹具孔内,并且使得隔挡环通过调整上磨削装置的气压与上砂轮与下砂轮的间距,使其到达一个磨削需求的设定值,根据轴承内圈与轴承外圈的端面磨削余量设定磨削时长,然后进行试磨削;
12、步骤六:试生产完成后,检查已磨削完成并合格的轴承内圈与轴承外圈端面是否有擦伤和平行差不良状态,端高尺寸数值是否满足工艺要求,然后进行调整至满足使用要求;
13、步骤七:调整完成后,操作人员重复步骤五的工作,即实现一种万能组配轴承内外圈端面磨削装置的磨削工作。
14、本发明的有益效果,通过上壳体、下托盘、上砂轮、下砂轮和磨削夹具的设置,便可有效的构成一个磨削装置,而通过下砂轮轴、内环柱栓和外环柱栓的设置,便可有效的实现通过下砂轮轴带动内环柱栓旋转,进而实现带动磨削转盘进行行星运动,以此实现磨削的作用,如此相比于现有技术中的方式,不需要上砂轮和下砂轮做异向旋转,极大的增加了磨削时候的稳定性。
技术特征:
1.一种万能组配轴承内外圈端面磨削装置,包括上壳体(4)、下托盘(5)、上砂轮(1)、下砂轮(2)和磨削夹具(3),所述磨削夹具(3)设置在上砂轮(1)与下砂轮(2)之间,所述上砂轮(1)同轴固定在上壳体(4)内,所述下砂轮(2)同轴固定在下托盘(5)内,其特征在于:所述磨削夹具(3)包括磨削内环(31)、磨削外环(32)和若干个磨削转盘(33),所述磨削转盘(33)上开设有若干个用于容纳轴承内圈和外圈的夹具孔(34),若干个磨削转盘(33)设置在磨削内环(31)和磨削外环(32)之间,所述下托盘(5)中心可旋转的设有与外部电机转轴联动的下砂轮轴(6),所述下砂轮轴(6)的端面设有内环柱栓(51),所述下托盘(5)的上端面靠近外圆周的位置上设有外环柱栓(52),所述磨削内环(31)和磨削外环(32)上均开设有柱栓孔,所述内环柱栓(51)和外环柱栓(52)分别穿过磨削内环(31)和磨削外环(32)上的柱栓孔,所述磨削转盘(33)的圆周边开设有齿槽,所述齿槽与内环柱栓(51)和外环柱栓(52)相啮合。
2.根据权利要求1所述的万能组配轴承内外圈端面磨削装置,其特征在于:所述上壳体(4)朝向上砂轮(1)的一端同轴可旋转的设有上砂轮轴(7),所述上砂轮(1)同轴固定在上砂轮轴(7)上,所述上砂轮轴(7)与外部电机转轴联动。
3.根据权利要求2所述的万能组配轴承内外圈端面磨削装置,其特征在于:所述上砂轮轴(7)的下端面靠近圆周边的位置上开设有柱栓环槽(71),所述外环柱栓(52)伸入到柱栓环槽(71)内,所述柱栓环槽(71)的槽口与磨削外环(32)的端面相抵,且磨削内环(31)和磨削外环(32)与内环柱栓(51)和外环柱栓(52)之间为过盈配合。
4.根据权利要求3所述的万能组配轴承内外圈端面磨削装置,其特征在于:所述夹具孔(34)内同轴设有隔挡环(35),所述隔挡环(35)设置轴承内圈与轴承外圈之间。
5.一种使用权利要求1至4任意一项所述万能组配轴承内外圈端面磨削装置的方法,其特征在于:包括如下步骤:
技术总结
本发明公开了一种万能组配轴承内外圈端面磨削装置,包括上壳体、下托盘、上砂轮、下砂轮和磨削夹具,所述下托盘的上端面靠近外圆周的位置上设有外环柱栓,所述磨削内环和磨削外环上均开设有柱栓孔,所述内环柱栓和外环柱栓分别穿过磨削内环和磨削外环上的柱栓孔,所述磨削转盘的圆周边开设有齿槽,所述齿槽与内环柱栓和外环柱栓相啮合。本发明的万能组配轴承内外圈端面磨削装置,通过下砂轮轴、内环柱栓和外环柱栓以及磨削转盘的设置,便可有效的实现通过下砂轮轴带动内环柱栓旋转进而带动磨削转盘的方式来实现磨削的效果,相比于现有技术上下砂轮异向旋转的方式更加的稳定可靠。
技术研发人员:刘家林,官孟垚,苏浩然,谢辉
受保护的技术使用者:上海人本精密机械有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!