一种使金刚石磨粒形成有序排列的方法
本发明涉及金刚石磨具生产,尤其涉及一种使金刚石磨粒形成有序排列的方法。
背景技术:
1、金刚石磨粒凭借其自身优异的强度、良好的导热性以及高锋利度而被广泛应用于机械加工工具领域。通常,金属粉末与金刚石磨粒相互结合用以制备高强度的金刚石工具,满足各行业的需求。当前市面上存在的金刚石工具由最初的单层加工,逐步发展为多层钎焊金刚石砂轮,显著提高了金刚石工具的使用寿命。为了进一步实现金刚石磨粒的有序点阵排列,公开号为[wo2005075142a1]的韩国专利通过arix设备使用胶水和金属粉末包裹金刚石磨粒,形成球状结构并借助冷压工艺,每月可生产50000个具有3d点状结构的金刚石磨粒的生坯。公开号为[cn105905601b]的中国专利公开了具有内孔和负压系统的针夹具吸附金刚石磨粒,将吸附的金刚石磨粒“种到”预压制的金属粘结粉末上,以此实现金刚石磨粒的3d有序分布。生产效率比专利[wo2005075142a1]提高3倍。
2、值得注意的是,上述二者的技术方案实现了40/50以上金刚石的定向排布,但由于其制造原理限制,它们难以用于金刚石微粉(30目以下)定向排布。
技术实现思路
1、本发明实施例所要解决的技术问题在于,提供一种使金刚石磨粒形成有序排列的方法。可解决现有技术对30目以下的金刚石微粉难以定向排布,以及制造效率低、准确性差等一系列问题。
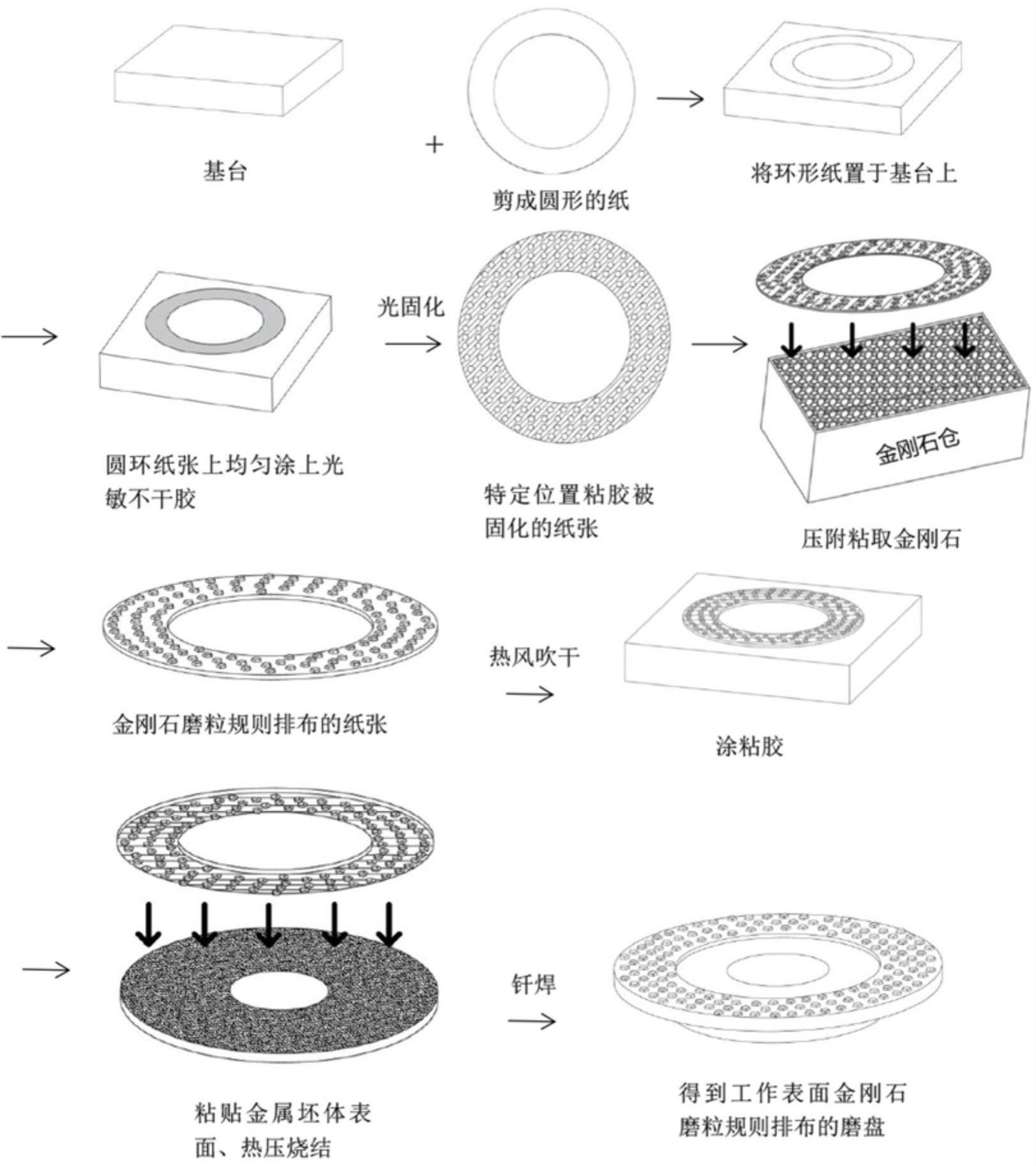
2、为了解决上述技术问题,本发明实施例提供了一种使金刚石磨粒形成有序排列的方法,包括以下步骤:
3、s1:预制目标厚度的片层坯体;
4、s2:在吸附移动平台上放置一设定形状的纸张,并在其平面上涂满光敏不干胶;
5、s3:对得到的纸张按设计的排列图案进行光固化,设计的未曝光点的尺寸不大于单颗金刚石的颗粒;
6、s4:将s3所得到的纸张移动并压在金刚石磨粒仓中,使没有被固化的光敏胶体点粘上小于40目的单颗金刚石微粉,用热风吹干固化,将金刚石磨粒在纸面上按设计的图案定向排布;
7、s5:将s4得到的粘有金刚石颗粒的纸张移动至所述坯体上表面并按压,将使该纸张留在所述坯体上表面上;
8、s6:将s5得到的坯体在200-850℃温度下热压烧结,使所述坯体的表面形成的金刚石按预定图形规则排布。
9、其中,所述s6还包括重复s1-s5的步骤,形成多层堆叠的坯体。
10、其中,所述多层堆叠的坯体通过激光焊接工艺焊接在钢制基体的外周边缘。
11、其中,所述s6中将坯体在750℃、20mpa的条件下热压烧结5mins。
12、进一步地,所述s5还包括对粘有金刚石颗粒的纸张的一面涂满不干胶的步骤。
13、其中,所述s6中将坯体在750℃条件下热压烧结5mins。
14、其中,所述坯体为铜基合金粉末压制成2mm厚度的片层坯体,烧结后的坯体通过锡基钎焊剂在200℃温度下钎焊到45钢磨盘基体。
15、进一步地,所述s5还包括将涂满不干胶一面的纸张在铜基结合剂粉料中按压,然后纸面在外直接缠绕在所述坯体表面的步骤。
16、其中,所述坯体制作方法为将热塑性树脂胶粘剂与乙醇稀释剂按照质量比5:1的比例称取100g,充分混匀后,将混合液均匀涂在50mn磨头基体表面;将经过涂胶处理的磨头基体在铜基结合剂粉料中滚动,形成一薄层铜基结合剂基层。
17、进一步地,所述s6还包括通过树脂胶将所述多层堆叠的坯体与脂基坯体、榫形塑料卡粘结固定,施加压力3-5mins固化。
18、实施本发明实施例,具有如下有益效果:本发明与现有技术相比,现有技术中的针夹具在进行多次金刚石磨粒的吸附作业后,难免出现针内孔磨损等情况,容易对针内孔造成堵塞,造成质量不稳定。而使用纸平面粘胶方案,直接将纸平面粘胶按压置金刚石磨粒仓中进行粘附,制造效率高且产品质量受治具影响微弱,此外本发明实现的有序排列方法,不仅满足于满足金刚石微粉(30目以下)的定向排布,也可以应用于40/50的以上较粗金刚石的定向排布,具有良好的广泛应用优点。
技术特征:
1.一种使金刚石磨粒形成有序排列的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的使金刚石磨粒形成有序排列的方法,其特征在于,所述s6还包括重复s1-s5的步骤,形成多层堆叠的坯体。
3.根据权利要求2所述的使金刚石磨粒形成有序排列的方法,其特征在于,所述多层堆叠的坯体通过激光焊接工艺焊接在钢制基体的外周边缘。
4.根据权利要求3所述的使金刚石磨粒形成有序排列的方法,其特征在于,所述s6中将坯体在750℃、20mpa的条件下热压烧结5mins。
5.根据权利要求2所述的使金刚石磨粒形成有序排列的方法,其特征在于,所述s5还包括对粘有金刚石颗粒的纸张的一面涂满不干胶的步骤。
6.根据权利要求5所述的使金刚石磨粒形成有序排列的方法,其特征在于,所述s6中将坯体在750℃条件下热压烧结5mins。
7.根据权利要求6所述的使金刚石磨粒形成有序排列的方法,其特征在于,所述坯体为铜基合金粉末压制成2mm厚度的片层坯体,烧结后的坯体通过锡基钎焊剂在200℃温度下钎焊到45钢磨盘基体。
8.根据权利要求5所述的使金刚石磨粒形成有序排列的方法,其特征在于,所述s5还包括将涂满不干胶一面的纸张在铜基结合剂粉料中按压,然后纸面在外直接缠绕在所述坯体表面的步骤。
9.根据权利要求8所述的使金刚石磨粒形成有序排列的方法,其特征在于,所述坯体制作方法为将热塑性树脂胶粘剂与乙醇稀释剂按照质量比5:1的比例称取100g,充分混匀后,将混合液均匀涂在50mn磨头基体表面;将经过涂胶处理的磨头基体在铜基结合剂粉料中滚动,形成一薄层铜基结合剂基层。
10.根据权利要求5所述的使金刚石磨粒形成有序排列的方法,其特征在于,所述s6还包括通过树脂胶将所述多层堆叠的坯体与脂基坯体、榫形塑料卡粘结固定,施加压力3-5mins固化。
技术总结
本发明公开了一种使金刚石磨粒形成有序排列的方法,包括步骤:预制目标厚度的片层坯体;吸附纸张并在其平面上涂满光敏不干胶;对得到的纸张按设计的排列图案进行光固化,设计的未曝光点的尺寸不大于单颗金刚石的颗粒;将S3所得到的纸张移动并压在金刚石磨粒仓中,使没有被固化的光敏胶体点粘上小于40目的单颗金刚石微粉,用热风吹干固化,将金刚石磨粒在纸面上按设计的图案定向排布;将得到的粘有金刚石颗粒的纸张移动至所述坯体上表面并按压;将得到的坯体热压烧结,使所述坯体的表面形成的金刚石按预定图形规则排布。采用本发明,可以实现30目以下金刚石微粉的定向排布,并且制造效率高且产品质量受治具影响微弱。
技术研发人员:陈泽康,吕洋,刘文财,许致远,刘庆,王双喜
受保护的技术使用者:汕头大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!