一种基于导轨电机电流信号的金刚石刀具特征识别方法
本发明涉及一种金刚石刀具加工方法,尤其是一种基于导轨电机电流信号的金刚石刀具特征识别方法,属于超精密制造装备。
背景技术:
1、近年来,超精密切削技术应用越来越广泛,单晶金刚石刀具作为超精密切削技术中必不可少的工具,其需求量也在逐年递增。圆弧刃金刚石刀具是单晶金刚石刀具中最常用的一种,其圆弧刃的波纹度精度直接决定了被加工零件的面型精度,因此对圆弧刃的加工具有很高的要求,通常需要达到亚微米级别。然而金刚石晶体具有强烈的各向异性,金刚石晶体各位置的材料硬度都不相同,即各位置的特征不同,这极大地增加了圆弧刃金刚石刀具的加工难度和加工时间。
2、金刚石刀具特征识别作为刀具研磨的一项前期准备工作,对后续的加工精度及效率影响很大。目前国内外金刚石刀具生产商对刀具特征识别仍采用金刚石晶体定向法,需要对晶体定向,再结合经验大致判断刀具各位置的特征。如此不仅步骤繁琐,生产效率低,而且定向后的晶体经过焊接和安装后,还会被引入两次的误差,刀具特征得不到准确的识别,更无法被量化,材料去除效率不可控,导致圆弧刃金刚石刀具整体的加工精度和加工效率一直无法得以提升。
3、综上而言,当前亟需一种具有针对性、快捷、准确的金刚石刀具特征识别方法,以解决目前圆弧刃金刚石刀具特征识别难的问题,对于金刚石刀具的高精度、高效率加工具有重要意义。
技术实现思路
1、为解决背景技术存在的不足,本发明提供一种基于导轨电机电流信号的金刚石刀具特征识别方法,它通过对导轨电机电流信号的采集和分析,获取金刚石刀具圆弧刃上各点的特征信号,各点软硬程度量化表示,无需金刚石晶体定向,提高刀具的加工效率和精度。
2、为实现上述目的,本发明采取下述技术方案:
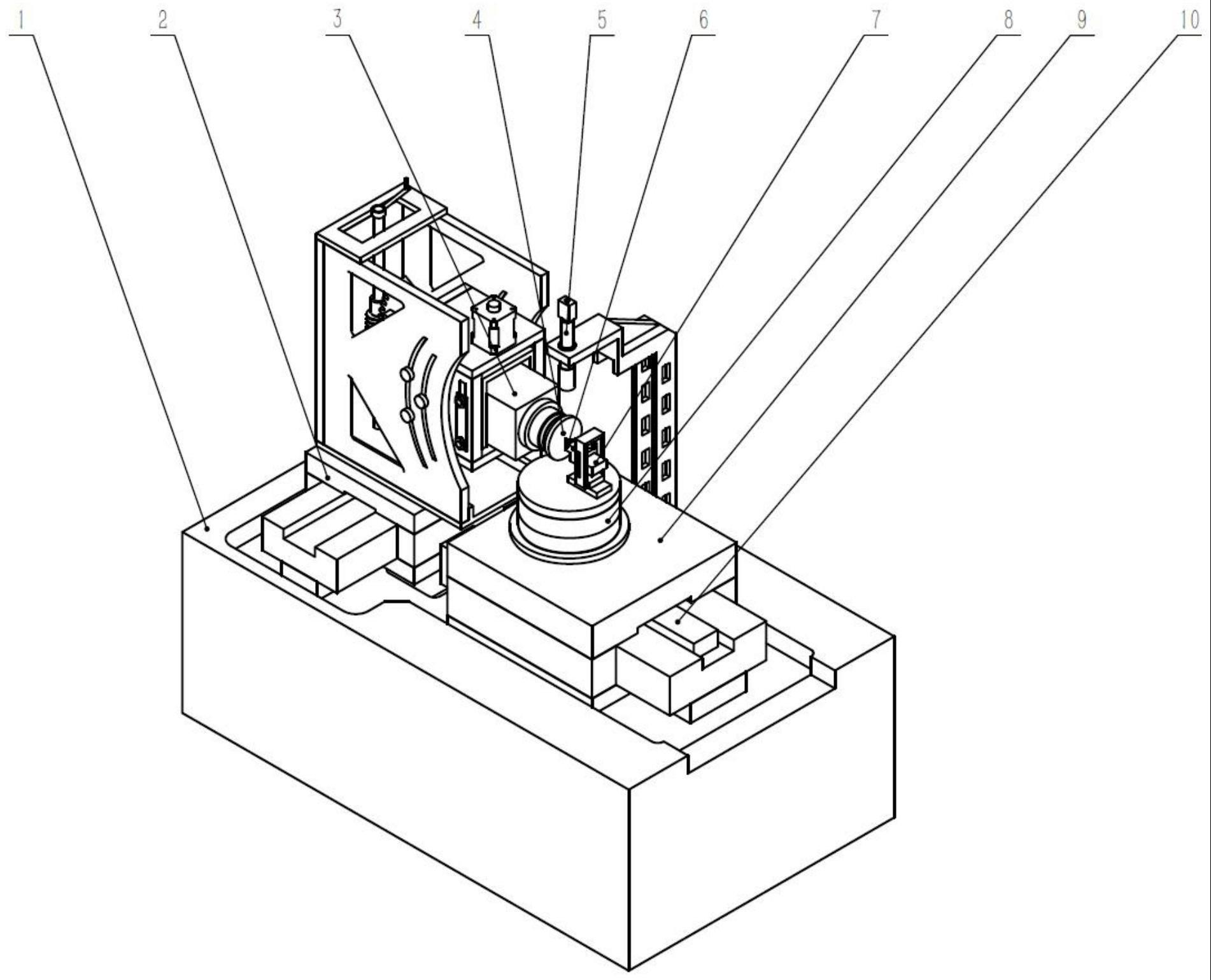
3、一种基于导轨电机电流信号的金刚石刀具特征识别方法,应用的机床包括作为底部平台的机床基座、垂直排布安装在所述机床基座表面的横向滑轨和进给导轨,所述横向滑轨上安装主轴部件,所述主轴部件驱动安装砂轮盘,所述砂轮盘上方安装固定ccd相机,所述进给导轨通过导轨电机控制进给动作,进给导轨上安装回转工作台,所述回转工作台上偏心位置安装刀架,所述刀架用于夹装固定金刚石刀具;
4、所述特征识别方法包括以下步骤:
5、s1.将已完成单晶金刚石毛坯焊接的金刚石刀具固定安装在刀架上,保证金刚石刀具设定的圆弧中心与回转工作台的中心重合;
6、s2.调节主轴部件的横向位置使砂轮盘的旋转面与金刚石刀具对应,操作进给导轨带动金刚石刀具逼近砂轮盘,利用ccd相机进行观察,直至金刚石刀具的刀尖接触到砂轮盘,启动回转工作台带动金刚石刀具往复摆动;
7、s3.控制进给导轨向前进给,直至金刚石刀具的刀尖研磨出圆弧刃,且圆弧刃上各点处都能参与研磨,完成金刚石刀具的粗磨;
8、s4.保持进给导轨以恒定的速率进给,控制回转工作台匀速摆动,利用电脑调取导轨电机的电流信息,采集回转工作台往复摆动一个周期内导轨电机的电流信号;
9、s5.对导轨电机的电流信号进行处理,滤除信号中大于10hz的高频部分,再将信号按时间区间均分成若干段,分别求得每段中信号的平均值,再将每段时间的中点与金刚石刀具圆弧刃上的位置一一对应,得到回转工作台往复摆动一个周期内金刚石刀具在这些位置处对应的导轨电机的电流信号i,电流信号i的数值与金刚石刀具圆弧刃的硬度成正相关,当金刚石材料去除速率及研磨速度都不变的情况下,金刚石刀具的特征信号值:
10、e=k1*f1*v/s
11、式中,s表示金刚石材料去除速率,f1表示研磨压力,v表示研磨速度,k1为比例系数,
12、导轨电机的出力f2与电流信号i关系为f2=k2*i,式中k2为比例系数,而研磨压力f1和导轨电机的出力f2视为作用力和反作用力,因此金刚石刀具的特征信号值:
13、e=k1*k2*i*v/s
14、将公式无量纲化,式中比例系数k1、k2及恒定量的研磨速度v相乘,乘积为特征信号修正系数k,则金刚石刀具的特征信号值:
15、e=k*i
16、通过导轨电机的电流信号i将金刚石刀具圆弧刃上各点的特征量化表示,后续金刚石刀具研磨过程中根据特征信号值e设置研磨压力f1和研磨速度v;
17、s6.控制进给导轨完成退刀动作,进行金刚石刀具后续的精磨工作。
18、与现有技术相比,本发明的有益效果是:传统方法需要先对金刚石晶体定向,之后将金刚石焊接到刀柄,再安装在刀架上,经过焊接和安装两次引入误差,最终安装到机床上的刀具方向已产生误差,而本发明无需金刚石晶体定向,直接在机床上在位识别金刚石的特征,是在刀具焊接和安装后进行的,因此可以消除传统方法中焊接和安装引入的两次误差,通过对导轨电机电流信号的采集和分析,获取金刚石刀具圆弧刃上各点的特征信号,各点软硬程度量化表示,有效提升了金刚石刀具圆弧刃的加工效率和加工精度。
技术特征:
1.一种基于导轨电机电流信号的金刚石刀具特征识别方法,其特征在于:应用的机床包括作为底部平台的机床基座(1)、垂直排布安装在所述机床基座(1)表面的横向滑轨(2)和进给导轨(9),所述横向滑轨(2)上安装主轴部件(3),所述主轴部件(3)驱动安装砂轮盘(4),所述砂轮盘(4)上方安装固定ccd相机(5),所述进给导轨(9)通过导轨电机(10)控制进给动作,进给导轨(9)上安装回转工作台(8),所述回转工作台(8)上偏心位置安装刀架(7),所述刀架(7)用于夹装固定金刚石刀具(6);
2.根据权利要求1所述的一种基于导轨电机电流信号的金刚石刀具特征识别方法,其特征在于:所述回转工作台(8)的径向回转精度高于0.1μm/120°,所述进给导轨(9)的定位精度高于0.1μm/100mm,所述导轨电机(10)的电流反馈分辨率高于1ma。
3.根据权利要求1所述的一种基于导轨电机电流信号的金刚石刀具特征识别方法,其特征在于:所述s5中将信号按时间区间均分阶段,时间区间范围在1-10s。
技术总结
一种基于导轨电机电流信号的金刚石刀具特征识别方法,涉及一种金刚石刀具加工方法。已完成单晶金刚石毛坯焊接的金刚石刀具固定在刀架上,设定的圆弧中心与回转工作台中心重合;进给导轨带动刀尖接触砂轮盘,回转工作台往复摆动;进给导轨向前进给完成粗磨;进给导轨以恒定的速率进给,回转工作台匀速摆动,采集导轨电机的电流信号;处理得到回转工作台往复摆动一个周期内刀具对应的电流信号,将圆弧刃上各点的特征量化表示,根据特征信号值设置研磨压力和研磨速度;进行精磨工作。通过对导轨电机电流信号的采集和分析,获取圆弧刃上各点的特征信号,各点软硬程度量化表示,无需金刚石晶体定向,提高刀具的加工效率和精度。
技术研发人员:张瑞涛,李增强,孙涛
受保护的技术使用者:哈尔滨工业大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!