焊接系统及其工作方法与流程
本发明涉及焊接装置,尤其涉及焊接系统及其工作方法。
背景技术:
1、打磨是一种常见的加工方式,主要是借助粗糙的物体例如砂纸与工件摩擦,进而改变工件表面物理性能。一方面,工件通过打磨后可以将光滑的涂层表面打磨至一定的粗糙度,可以增强涂层的附着力;另一方面,工件通过打磨后可以去除工件表面的毛刺、污绣、油污等,因此获得平整表面,以便工件后续的加工。
2、目前,在焊接的过程中,为了提高焊接效果,通常会借助打磨装置将工件待焊接的区域进行打磨,从而除去工件表面的污绣、灰尘等,以使焊接时连接更加紧密。工件在打磨时,会借助打磨装置进行打磨操作。在打磨的过程中,通常会借助气缸带动打磨机构靠近工件进行打磨,完成打磨后,再借助气缸带动打磨机构远离工件,但是在利用气缸带动打磨机构移动的过程中,由于打磨机构的重量较大,在利用气缸带动打磨机构移动至与工件抵接进行打磨时,打磨机构会对气缸的伸缩端施加较大的力,并且无法对气缸的伸缩端施加一个反向的力进行抵消,导致气缸受力过大容易发生故障。
3、此外,现有技术中,尤其是在钢板的焊接过程中,焊接和打磨是分开进行的。而且大多都是通过人工操作的方式进行。如此一来,不仅效率低,还容易因为误操作而造成人员安全事故。
技术实现思路
1、本发明的一个优势在于提供焊接系统及其工作方法,借助所述焊接系统不仅能够自动地打磨,而且还能够自动地对打磨后的工件进行焊接。
2、本发明的另一个优势在于提供一种焊接系统及其工作方法,其中在对工件打磨时,所述焊接系统能够抵消部分打磨组件对带移组件施力的力,进而达到泄力的作用,避免带移组件受力过大容易发生损坏,提高打磨组件的使用年限。
3、本发明的一个优势在于提供焊接系统,借助所述焊接系统对工件打磨的过程时,可以调整打磨组件的位置,从而调整打磨组件对工件的打磨区域。
4、本发明的一个优势在于提供焊接系统,借助所述焊接系统对工件打磨的过程中,能够通过打磨组件自身的重量固定被打磨的工件,从而防止所述工件在被打磨过程中发生晃动。
5、为达到本发明以上至少一个优势,本发明提供焊接系统,所述焊接系统用于对一工件进行打磨,所述焊接系统包括:
6、一带移组件;
7、一装置主体,所述装置主体包括一支撑梁和一承载台,当对所述工件打磨时,所述工件置于所述承载台,所述支撑梁和所述承载台之间形成一移动空间,所述打磨组件可在所述移动空间内移动;
8、一打磨组件,所述打磨组件被可移动地安装于所述带移组件,所述打磨组件包括一打磨驱动件和一打磨构件,所述打磨构件被可旋转地安装于所述打磨驱动件,所述驱动件驱动所述打磨构件旋转进行打磨,所述打磨组件具有一打磨状态和一非打磨状态,当所述打磨组件处于所述非打磨状态时,所述打磨构件远离所述承载台,不与放置于所述承载台的所述工件抵接,当所述打磨构件处于所述打磨状态时,所述打磨构件沿着所述支撑梁止所述承载台的方向移动,所述打磨构件靠近所述承载台,并与放置于所述承载台的所述工件接触;
9、一承托件,所述承托件安装于所述打磨组件,所述承托件包括一安装主体、一缓冲件和一移动本体,所述缓冲件安装于所述安装主体和所述移动本体之间,所述移动本体可上下移动地安装于所述安装主体,当所述打磨构件处于所述打磨状态时,所述打磨构件沿着所述支撑梁往所述承载台的方向移动,所述打磨构件靠近所述承载台,并且所述移动本体和所述工件接触,所述工件对所述移动本体施加压力,所述移动本体受到压力的作用往上移动,所述缓冲件被压缩。
10、根据本发明一实施例,所述带移组件被实施为包括气缸,所述打磨组件被可移动地安装于所述气缸的移动端。
11、根据本发明一实施例,所述带移组件包括一第一驱动件、一第一带移件和一第一导轨,所述第一带移件安装于所述第一导轨,所述第一驱动件驱动所述第一移动件运动,所述打磨组件被可移动地安装于所述第一带移件。
12、根据本发明一实施例,所述安装主体具有一安装腔,所述移动本体通过所述安装腔插接于所述安装主体,所述缓冲件设置于所述移动本体的顶部和所述安装腔的顶壁之间。
13、根据本发明一实施例,所述缓冲件套接于安装主体,所述移动本体具有一插孔,所述移动本体通过所述插孔插接于所述安装主体远离所述缓冲件的一端部。
14、根据本发明一实施例,所述焊接系统还包括一位置调整组件,所述位置调整组件安装于所述带移组件,所述位置调整组件被设置带动所述带移组件沿所述支撑梁水平移动。
15、根据本发明一实施例,所述位置调整组件被实施为包括气缸,所述带移组件被可移动地安装于所述气缸的移动端。
16、根据本发明一实施例,所述位置调整组件包括一第二驱动件、一第二带移件和一第二导轨,所述第二带移件安装于所述第二导轨,所述第二驱动件驱动所述第二带移件运动,所述带移组件被可移动地安装于所述第二带移件,所述第二导轨沿水平方向延伸。
17、根据本发明一实施例,所述焊接系统还包括一控制器,所述带移组件和所述打磨驱动件被可控制地连接于所述控制器。
18、根据本发明一实施例,所述焊接系统还包括至少一位移传感器,所述位移传感器被设置能够检测所述打磨构件的位置,所述位移传感器和所述控制器通信连接。
19、根据本发明的另一个方面,本发明提供一种焊接系统的工作方法,其包括以下步骤:
20、通过带移组件带动打磨组件朝着靠近工件的方向移动,以使打磨构件与工件接触,并且工件和可动件接触,并且工件受到可动件施加压力,推动可动件移动,缓冲件被压缩,缓冲件对可动件施加反向的作用力,以使可动件被压紧于工件。
技术特征:
1.焊接系统,所述焊接系统用于对一工件进行打磨,其特征在于,所述焊接系统包括:
2.根据权利要求1所述焊接系统,其特征在于,所述带移组件被实施为包括气缸,所述打磨组件被可移动地安装于所述气缸的移动端。
3.根据权利要求1所述焊接系统,其特征在于,所述带移组件包括一第一驱动件、一第一带移件和一第一导轨,所述第一带移件安装于所述第一导轨,所述第一驱动件驱动所述第一移动件运动,所述打磨组件被可移动地安装于所述第一带移件。
4.根据权利要求1所述焊接系统,其特征在于,所述安装主体具有一安装腔,所述移动本体通过所述安装腔插接于所述安装主体,所述缓冲件设置于所述移动本体的顶部和所述安装腔的顶壁之间。
5.根据权利要求1所述焊接系统,其特征在于,所述缓冲件套接于安装主体,所述移动本体具有一插孔,所述移动本体通过所述插孔插接于所述安装主体远离所述缓冲件的一端部。
6.根据权利要求4或5所述焊接系统,其特征在于,所述焊接系统还包括一位置调整组件,所述位置调整组件安装于所述带移组件,所述位置调整组件被设置带动所述带移组件沿所述支撑梁水平移动。
7.根据权利要求5所述焊接系统,其特征在于,所述位置调整组件被实施为包括气缸,所述带移组件被可移动地安装于所述气缸的移动端。
8.根据权利要求7所述焊接系统,其特征在于,所述位置调整组件包括一第二驱动件、一第二带移件和一第二导轨,所述第二带移件安装于所述第二导轨,所述第二驱动件驱动所述第二带移件运动,所述带移组件被可移动地安装于所述第二带移件,所述第二导轨沿水平方向延伸。
9.根据权利要求8所述焊接系统,其特征在于,所述焊接系统还包括一控制器,所述带移组件和所述打磨驱动件被可控制地连接于所述控制器。
10.一种焊接系统的工作方法,其特征在于,其包括以下步骤:
技术总结
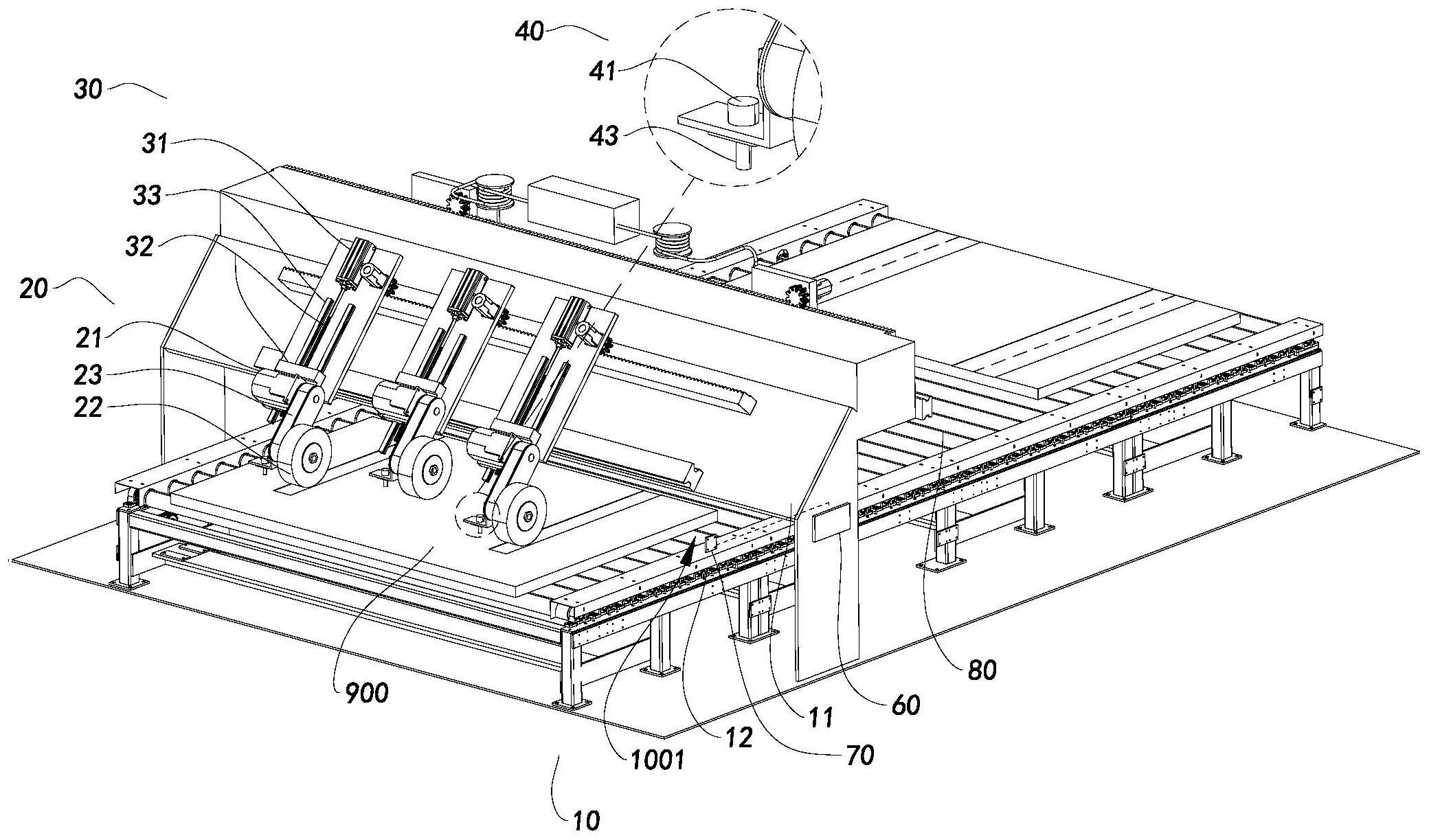
本申请公开焊接系统,所述焊接系统用于对一工件例如钢板进行打磨,所述焊接系统包括一装置主体、至少一打磨组件、一带移组件和一承托件。所述装置主体定义一支撑梁和一承载台,当对所述工件打磨时,所述工件置于所述承载台,所述支撑梁和所述承载台之间形成一移动空间,所述打磨组件可在所述移动空间内移动。所述承托件安装于所述打磨组件所述打磨组件被可移动地安装于所述带移组件,所述带移组件带动所述打磨组件自所述支撑梁向所述承载台的方向靠近和远离。所述打磨组件包括一打磨驱动件和一打磨构件,所述打磨构件被可旋转地安装于所述打磨驱动件,以使所述打磨驱动件驱动所述打磨构件旋转,进而对所述工件进行打磨。
技术研发人员:王铭秋
受保护的技术使用者:上海中巽科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!