一种中空或悬垂结构的3D打印方法
本发明涉及增材制造领域领域,具体涉及一种中空或悬垂结构的3d打印方法。
背景技术:
1、金属中空或悬垂结构因其轻质,结构强度高,节省材料等特点,被广泛应用于航空航天,新能源工程,精密仪器以及汽车工程等行业,近些年来,随着这些行业的快速发展,对于金属中空或悬垂结构的需求日益增多。通常情况下,中空或悬垂结构会采用数控铣削和数控车削的方式来制造,这两种加工方法都是从实体表面去除多余的材料以创建新的形状,这是减材制造的典型过程,广泛应用于家具设计和装饰。但是由于刀具的尺寸和可及性问题,复杂或者小型的中空或悬垂结构难以用上述两种方法进行加工。除此之外,中空或悬垂结构还可以采取铸造的方法来制造,但是金属铸造的成本比较高,制作周期长,工艺要求严格,不适用于单件小批量中空或悬垂铸件的生产。除此之外,随着中空或悬垂结构复杂度的增加,使用相关夹具或模具的加工操作次数、牺牲材料的体积和加工时间都会大幅度增加。
2、与传统的减材和成型制造工艺相比,增材制造方法拥有更高的加工自由度,不受加工材料的限制,加工效率高,成本低,可以制造更为复杂的金属中空或悬垂结构。常用的金属增材制造方法包括选区激光烧结(sls)、选区激光融化(slm)、电子束熔融成型(ebm)以及浆料直写(diw)等,这些增材制造工艺通常采用两种方法来制造中空或悬垂结构,一种方法需要设计支撑结构,保持整体结构的可打印性,在打印完成后,再通过物理或者化学的方法将支撑部分去除,但是现有的去除方法都太过繁琐复杂,需要花费大量的时间,而且容易造成打印件的损坏。第二种是采用分次打印再拼接的方式,但是打印件的整体性较差,容易产生拼接处受力断裂等不良影响。
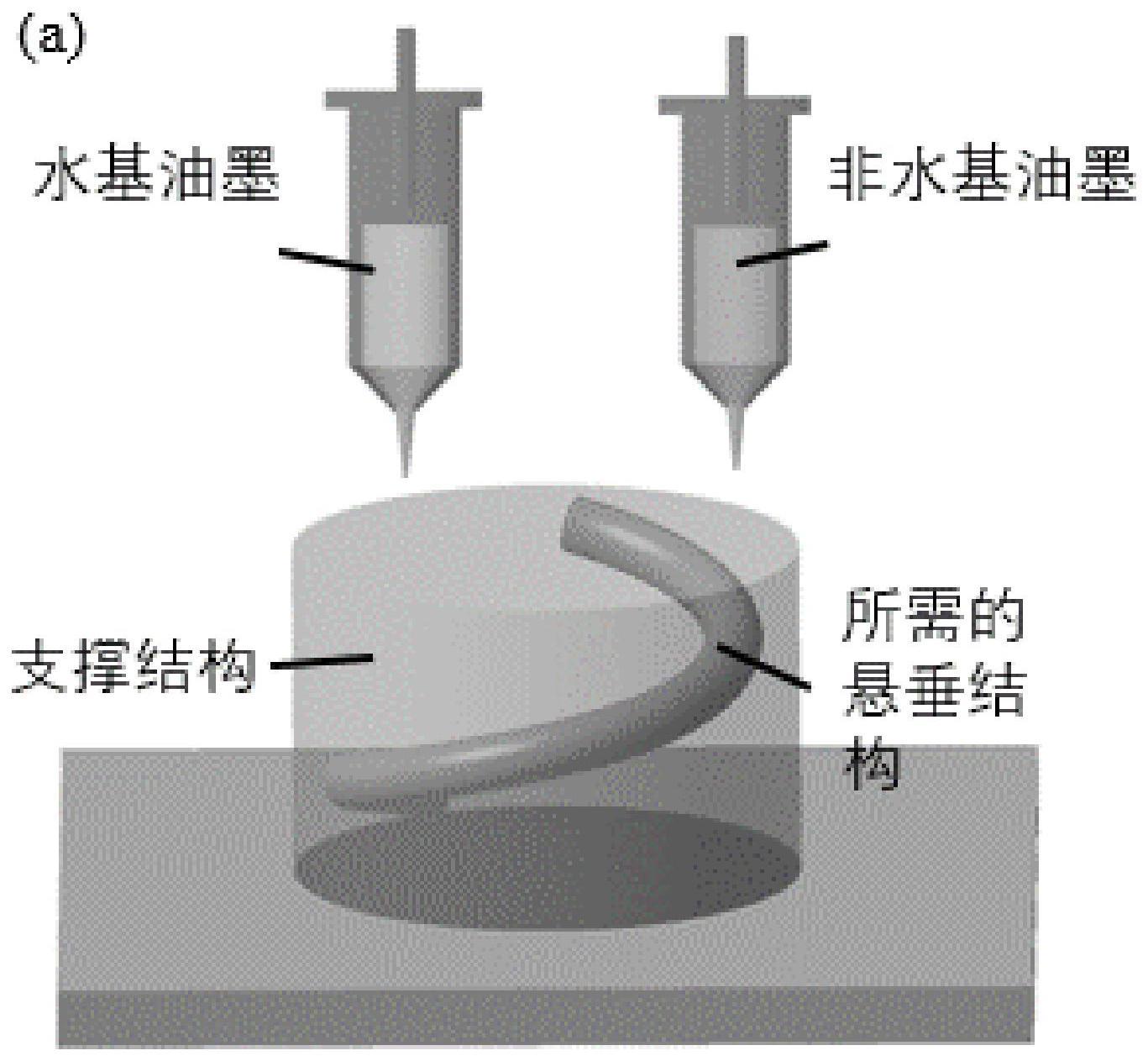
3、浆料直写打印技术(diw)是一种多功能且低成本的增材制造技术,以生产具有不同材料成分,复杂形状和量身定制的各种结构。多材料浆料直写打印是在单个3d打印物品中组合两种或多种材料属性,可以直接制造具有材料多样性的3d零件,以满足特定要求,例如几何复杂性,微观尺度,多功能,节省周转时间和成本效益,以及创建具有可调介电或机械性能的梯度结构。所以对于带有中空或悬垂特征的金属结构,大多数的方法的都是采用不同的金属材料来分别打印支撑部分和结构,以便于在打印完成后采取其他措施来去除支撑部分,同时实现一些优异的性能。
4、使用浆料直写的方式来打印一些金属中空或悬垂结构一直是一项技术难题。在打印这些结构的过程中,如果不加支撑,在重力的影响下,会导致未完全固化的结构向下塌陷。而使用光固化或者热固化等聚合物常用的原位固化方法,又受限于金属直写打印而无法实现。在聚合物光固化方法中,使用紫外线或可见光在浆料从喷嘴挤出时,进行原位固化而不使用支撑。但是,绝大多数由光固化树脂构成的金属打印浆料属于高填充浆料,在紫外光或者可见光的照射下固化不均匀,无法实现原位固化,需要有额外的后处理步骤,而且为了一定的透明度,金属浆料中的金属颗粒的质量分数会比较低,因而打印件的机械性能也比较差。而热固化方法通常是打印后使用烘箱对打印件进行固化,或者打印到加热基材上进行固化,这种方法只有一个有限的处理窗口,被限制在简单的二维几何与几层材料,不能用于自由结构,对于打印带有悬垂或中空或悬垂特征的结构比较困难。如果在打印过程中为中空或悬垂结构添加支撑部分,用现有的方法去除支撑部分十分的繁琐复杂,无论是一些物理方法还是化学方法,都会花费大量的时间。
技术实现思路
1、针对现有技术的不足,本发明提出了一种中空或悬垂结构的3d打印方法。
2、本发明的目的可以通过以下技术方案实现:
3、一种中空或悬垂结构的3d打印方法,包括:
4、称取聚苯乙烯装入玻璃容器内,然后再按比例将二氯甲烷倒入玻璃容器内,加入n-甲基-2-吡咯烷酮溶液,获得粘结剂一;
5、称量聚乙烯吡咯烷酮加入玻璃容器中,然后加入无水乙醇,然后放置在80~90℃的环境下进行加热直至溶解,获得粘结剂二;
6、将所述粘结剂一与金属粉末相混合,获得金属浆料一;聚苯乙烯与金属粉末的混合体积比为1:2.5;
7、将所述粘结剂二与金属粉末混合,获得金属浆料二;
8、将金属浆料一与金属浆料二分别放入注射器中打印形成中空或悬垂结构以及支撑部分;
9、通过水浴将支撑部分去除。
10、可选地,上述所用的聚苯乙烯、二氯甲烷、n-甲基-2-吡咯烷酮三者质量比为1:(1~2.5):(0.2~0.5)。
11、可选地,聚乙烯吡咯烷酮与无水乙醇的质量比为1:0.71。
12、可选地,所述粘结剂一与金属粉末相混合以及所述粘结剂二与金属粉末混合的方式为球磨混合。
13、可选地,粘结剂二与金属粉末混合过程中,聚乙烯吡咯烷酮与铁粉二者的混合体积比为1:2.85。
14、可选地,球磨步骤中,粘结剂一与金属粉末质量之和与球磨中的小球质量比为1:1;
15、粘结剂二与金属粉末质量之和与球磨中的小球质量比为1:1。
16、一种3d打印材料,包括权利要求1中制备的粘结剂一、粘结剂二、金属金属浆料一与金属浆料二。
17、本发明的有益效果:
18、1.可以获得各种形状的打印件,例如带有悬垂或者中空或悬垂特征的结构,打印件的形状精度很高,并且具有很好的整体性。
19、2.利用不同的粘结剂化学性质来去除支撑部分,相较于现有的方法更加快捷和方便,而且去除支撑结构的同时不会对打印件造成损伤。
技术特征:
1.一种中空或悬垂结构的3d打印方法,其特征在于,包括:
2.根据权利要求1所述的中空或悬垂结构的3d打印方法,其特征在于,上述所用的聚苯乙烯、二氯甲烷、n-甲基-2-吡咯烷酮三者质量比为1:(1~2.5):(0.2~0.5)。
3.根据权利要求1所述的中空或悬垂结构的3d打印方法,其特征在于,聚乙烯吡咯烷酮与无水乙醇的质量比为1:0.71。
4.根据权利要求1所述的中空或悬垂结构的3d打印方法,其特征在于,所述粘结剂一与金属粉末相混合以及所述粘结剂二与金属粉末混合的方式为球磨混合。
5.根据权利要求1所述的中空或悬垂结构的3d打印方法,其特征在于,粘结剂二与金属粉末混合过程中,聚乙烯吡咯烷酮与金属粉末二者的混合体积比为1:2.85。
6.根据权利要求4所述的中空或悬垂结构的3d打印方法,其特征在于,球磨步骤中,粘结剂一与金属粉末质量之和与球磨中的小球质量比为1:1;
7.一种3d打印材料,包括权利要求1~7任一方法中制备的粘结剂一、粘结剂二、金属金属浆料一与金属浆料二。
技术总结
本发明公开了一种中空或悬垂结构的3D打印方法,属于增材制造领域领域。该方法包括以下步骤:称取PS装入玻璃容器内,然后再按比例将二氯甲烷DCM倒入玻璃容器内,最后再按比例称取少量的NMP溶液,获得粘结剂一;称量聚乙烯吡咯烷酮PVP加入玻璃容器中,然后加入无水乙醇,然后放置在80~90℃的环境下进行加热直至溶解,获得粘结剂二;将所述粘结剂一与金属铁粉相混合,获得金属浆料一;PLA与铁粉二者的混合体积比为1:2.5;将所述粘结剂二与金属铁粉末混合,获得金属浆料二,PVP与铁粉二者的混合体积比为1:2.85;将金属浆料一与金属浆料二分别放入注射器中打印形成中空或悬垂结构以及支撑部分;通过水浴将支撑部分去除。
技术研发人员:徐超,徐岩,周鹏博,张璐,刘庆萍,任露泉
受保护的技术使用者:吉林大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!