超薄钢带抛研磨砂带磨削主机及控制方法与流程
本发明涉及一种用于厚度为0.01mm~0.7mm钢带的超薄钢带抛研磨砂带磨削主机及控制方法,属超薄钢带抛研磨控制方法领域。
背景技术:
1、常规钢带磨削是高速旋转的砂带机头对钢带表面进行磨削,砂带机头接触钢带的反面为磨削支撑辊,支撑辊和砂带机头之间为被磨削的钢带,在支撑辊的强力支撑下砂带才能对钢带表面进行磨削。但是,对厚度为0.01mm~0.7mm超薄的钢带磨削时,常规的砂带机头由于有用于支撑被磨削钢板的,而对于0.01mm~0.7mm超薄的钢带磨削时,如有支撑辊的情况下,支撑辊与砂带机头对被磨削钢板形成的是线接触,因此支撑辊支撑超薄钢带磨削时砂带会直接磨穿钢带,而无法进行对钢带表面的磨削。
技术实现思路
1、设计目的:避免背景技术中的不足之处,设计一种无需支撑辊支撑的前提下,能够完成对超薄钢带表面磨削,且不会发生砂带直接磨穿超薄钢带的超薄钢带抛研磨砂带磨削主机及控制方法。
2、设计方案:为了实现上述设计目的。本发明在方案设计上:在现有背景技术的基础上,在可调节的弹跳辊张紧下,运用砂带机头、弹跳辊、压辊使钢带在砂带机头处产生一定角度的包角,使砂带对钢带表面进行抛磨由线接触变成面接触,从而达到对超薄钢带的磨削效果。
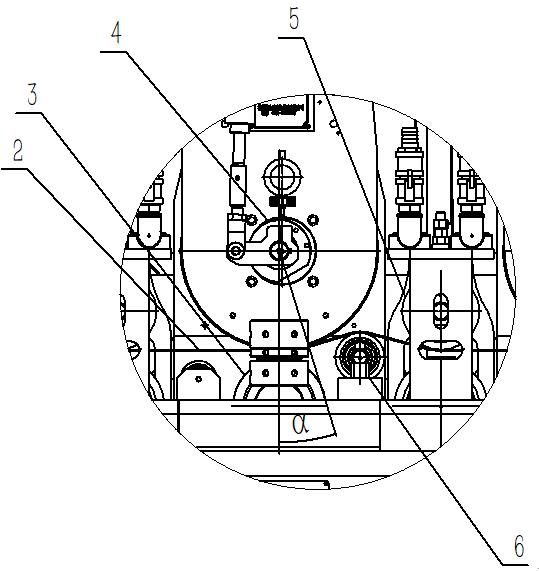
3、超薄钢带的磨削主要是对砂带磨削主机的研发,而砂带磨削主机的组成部分:下床身机架、砂带机头、输送滚辊、压辊。本发明在上述砂带磨削主机的基础上,在砂带磨削主机的砂带机头前面或后面设置弹跳辊,该弹跳辊与砂带机头中压辊共同作用,迫使被磨削的超薄钢带与砂带之间形成弹性包角α抛磨(即形成对钢带的面磨削)。该弹性包角抛磨由于弹跳辊的弹性结构,既能与砂带机头协同迫使被抛磨超薄钢带与砂带形成面接触抛磨,又能从根本上解决背景技术存在的缺陷。
4、支撑辊和弹跳辊为分别可进行上下升降运动,这样设计的目的在于:可适当微调包角α的角度来达到最佳效果。
5、弹跳辊的结构:弹跳辊安装在输送滚辊架上可以跟输送滚辊架整体的上下升降同时,弹跳辊亦自身也可以进行上下升降,当弹跳辊上升时弹跳辊最高点高于支承辊的最高点,则可以对超薄的钢带进行抛磨;弹跳辊下降时弹跳辊最高点低于支承辊的最高点,则可以对厚钢带在支撑辊的支撑下对钢带表面进行磨削。
6、技术方案1:一种超薄钢带抛研磨砂带磨削主机,包括砂带磨削主机,所述砂带磨削主机的砂带机头前面或后面设置有弹跳辊,弹跳辊亦自身可以上升或下降,当弹跳辊上升的最高点高于支承辊的最高点时,对超薄的钢带进行抛磨;当弹跳辊下降的最高点低于支承辊的最高点,厚钢带在支撑辊的支撑下对钢带表面进行磨削。
7、技术方案2:一种超薄钢带抛研磨的控制方法,包括砂带磨削主机,砂带磨削主机的砂带机头前面或后面设置弹跳辊,该弹跳辊与砂带机头中压辊共同作用,迫使被磨削的超薄钢带与砂带之间形成弹性包角α抛磨,该弹性包角α抛磨迫使被抛磨超薄钢带与砂带形成面接触抛磨。
8、本发明与背景技术相比,一是解决了现有砂带磨削主机直接磨穿厚度为0.01mm~0.7mm钢带磨削时,往往导致钢带被直接磨穿的难题;二是结构简单、制造成本低,实用价值高,解决了背景技术存在的技术难题。
技术特征:
1.一种超薄钢带抛研磨砂带磨削主机,包括砂带磨削主机,其特征是:所述砂带磨削主机的砂带机头前面或后面设置有弹跳辊,弹跳辊亦自身可以上升或下降,当弹跳辊上升的最高点高于支承辊的最高点时,对超薄的钢带进行抛磨;当弹跳辊下降的最高点低于支承辊的最高点,厚钢带在支撑辊的支撑下对钢带表面进行磨削。
2.根据权利要求1所述的超薄钢带抛研磨砂带磨削主机,其特征是:所述弹跳辊安装在输送滚辊架上且弹跳辊随输送滚辊架整体上升或下降。
3.一种超薄钢带抛研磨的控制方法,包括砂带磨削主机,其特征是:砂带磨削主机的砂带机头前面或后面设置弹跳辊,该弹跳辊与砂带机头中压辊共同作用,迫使被磨削的超薄钢带与砂带之间形成弹性包角α抛磨,该弹性包角α抛磨迫使被抛磨超薄钢带与砂带形成面接触抛磨。
技术总结
本发明涉及一种用于厚度为0.01mm~0.7mm钢带的超薄钢带抛研磨砂带磨削主机及控制方法,包括砂带磨削主机,砂带磨削主机的砂带机头前面或后面设置弹跳辊,该弹跳辊与砂带机头中压辊共同作用,迫使被磨削的超薄钢带与砂带之间形成弹性包角α抛磨,该弹性包角α抛磨迫使被抛磨超薄钢带与砂带形成面接触抛磨。优点:一是解决了现有砂带磨削主机直接磨穿厚度为0.1mm~0.5mm钢带磨削时,往往导致钢带被直接磨穿的难题;二是结构简单、制造成本低,实用价值高,解决了背景技术存在的技术难题。
技术研发人员:陈勇奇,吴忠平,艾伦陈
受保护的技术使用者:杭州祥生砂光机制造有限公司
技术研发日:
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!