一种高强钛微合金化800MPa级焊丝钢的生产方法与流程
本发明涉及冶金,尤其涉及一种高强钛微合金化800mpa级焊丝钢的生产方法。
背景技术:
1、高强800mpa级焊丝钢是一种高强焊接用钢,主要用于工程机械制造、锅炉压力容器、汽车工业及桥梁建筑结构等的焊接。目前市场上流通的800mpa焊丝钢普遍存在抗拉强度偏低,焊缝性能不稳定等问题,本发明提供了一种抗拉强度稳定且强度较高的优点,同时用户使用时焊接性能较好,可以很好的满足焊接的需求。
技术实现思路
1、为了解决上述技术问题,本发明的目的是提供一种高强钛微合金化800mpa级焊丝钢的生产方法,解决含钛钢及低碳钢炼钢控制中存在的技术问题,提高其力学性能。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种高强钛微合金化800mpa级焊丝钢的生产方法,所述高强钛微合金化800mpa级焊丝钢化学成分为:c≤0.09%,si0.45-0.55%,mn1.60-1.70%,cr0.37-0.47%,ti:0.06-0.10%,ni1.65-1.75%,mo 0.32-0.42%,余量为fe和不可避免的杂质,杂质中的p≤0.020%,所述杂质中的s≤0.020%;其生产步骤主要包括:转炉—lf精炼—连铸—线材轧制,其中:
4、转炉:由复吹转炉冶炼,采用双渣法,炉后增碳工艺;一次出钢,出钢时使用挡渣球或挡渣塞挡渣,终脱氧采用铝铁;终点控制目标:c≤0.05%,出钢温度t≥1620℃;脱氧剂要在钢水出钢至1/3时开始加,合金在脱氧剂加入后开始加,合金加入量根据终点碳和出钢量调整;
5、lf精炼:转炉钢水由钢包运送车运抵精炼作业线,在全程吹ar状态下进行精炼;采用从低级数到高级数逐渐提高升温速度的方式加热,并根据钢水成分及温度变化进行造渣,微调和升温操作;为了保证成品盘条低碳的要求,lf精炼严格控制碳含量,碳含量控制目标0.05%;
6、连铸:结晶器水量130-135m3,采用气雾冷却,结晶器电磁搅拌频率3.5hz,电流270a,拉速2.1m/min。
7、进一步的,所述线材轧制的开轧温度为950~990℃,终轧温度为930~950℃。
8、进一步的,保护渣采用通宇专用保护渣。
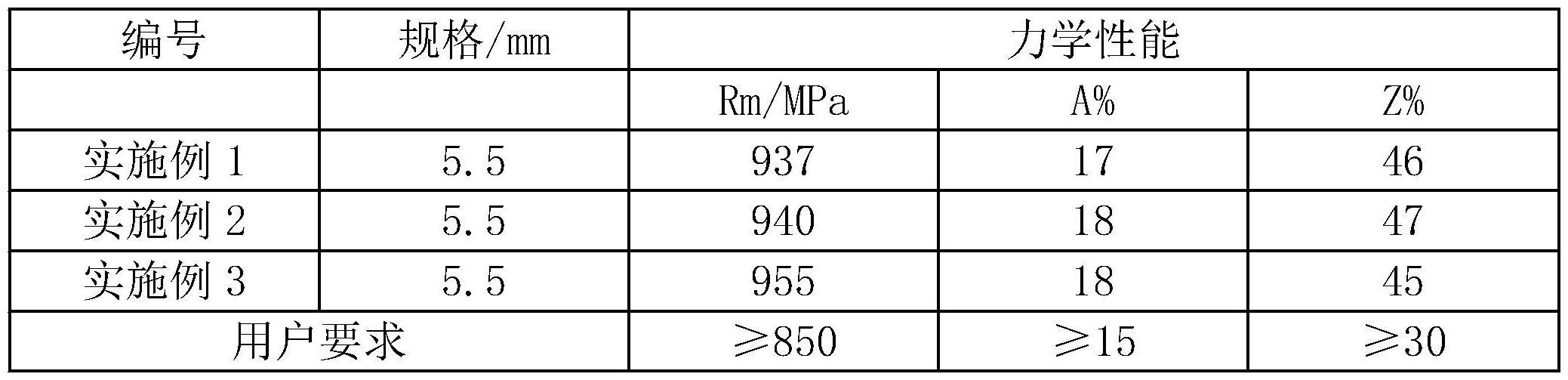
9、进一步的,800mpa级焊丝钢的规格为5.5mm。
10、进一步的,所述800mpa级焊丝钢的抗拉性能大于930mpa。
11、与现有技术相比,本发明的有益技术效果:
12、本发明生产的高强钛微合金化800mpa级焊丝钢,抗拉强度大于930mpa,延伸率a≥17%,断面收缩率z≥45%,其各项性能满足用户要求。
技术特征:
1.一种高强钛微合金化800mpa级焊丝钢的生产方法,其特征在于,所述高强钛微合金化800mpa级焊丝钢化学成分为:c≤0.09%,si0.45-0.55%,mn1.60-1.70%,cr0.37-0.47%,ti:0.06-0.10%,ni1.65-1.75%,mo 0.32-0.42%,余量为fe和不可避免的杂质,杂质中的p≤0.020%,所述杂质中的s≤0.020%;其生产步骤主要包括:转炉—lf精炼—连铸—线材轧制,其中:
2.根据权利要求1所述的高强钛微合金化800mpa级焊丝钢的生产方法,其特征在于,所述线材轧制的开轧温度为950~990℃,终轧温度为930~950℃。
3.根据权利要求1所述的高强钛微合金化800mpa级焊丝钢的生产方法,其特征在于,保护渣采用通宇专用保护渣。
4.根据权利要求1所述的高强钛微合金化800mpa级焊丝钢的生产方法,其特征在于,800mpa级焊丝钢的规格为5.5mm。
5.根据权利要求1所述的高强钛微合金化800mpa级焊丝钢的生产方法,其特征在于,所述800mpa级焊丝钢的抗拉性能大于930mpa。
技术总结
本发明公开了一种高强钛微合金化800MPa级焊丝钢的生产方法,所述高强钛微合金化800MPa级焊丝钢化学成分为:C≤0.09%,Si0.45‑0.55%,Mn1.60‑1.70%,Cr0.37‑0.47%,Ti:0.06‑0.10%,Ni1.65‑1.75%,Mo0.32‑0.42%,余量为Fe和不可避免的杂质,杂质中的P≤0.020%,所述杂质中的S≤0.020%;其生产步骤主要包括:转炉—LF精炼—连铸—线材轧制。为了解决上述技术问题,本发明的目的是提供一种高强钛微合金化800MPa级焊丝钢的生产方法,解决含钛钢及低碳钢炼钢控制中存在的技术问题,提高其力学性能。
技术研发人员:吕刚,杨鲁明,王刚,李学东
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!