一种管材用自动化端面倒角机的制作方法
本发明涉及管材倒角,具体为一种管材用自动化端面倒角机。
背景技术:
1、倒角是为了去除零件上因机加工产生的毛刺,也为了便于零件装配,一般在零件端部做出倒角,例如,管材的外沿端部便经常需要倒角后在进行出厂使用,在具体的倒角加工过程中,经常会遇到需要不同的倒角倾斜度的情况,例如30°倒角、45°倒角等等,相较于传统过程中,则需要对旋转打磨处安装的打磨锥头进行更换,选取对应角度的打磨锥头进行安装后再进行倒角打磨,这种方式需要多个确切角度的打磨锥头影响了具体倒角倾斜度调整的灵活性,因此,现有技术大多采用驱使打磨锥头旋转的方式来避免上述困难。
2、若直接采用常规的方式驱使打磨锥头,则势必会带来旋转至不同位置后的打磨锥头容易与管件之间产生一定的高度差,通常需要再次控制管件的位置变化,与调整后的打磨锥头打磨部再次对准,虽然在批量生产时由于倒角倾斜度变化需求不太频繁,上述方法勉强能后满足,但随着加工精度要求的日益提高,倒角倾斜度变化以及高速调整的要求也是逐渐提高,再通过不断的调整管件位置变化,与调整后的打磨锥头打磨部再次对准的方式则会导致严重影响加工效率并且对操作人员的技术要求更高。
3、传统的管材倒角机加工过程,其大多在上下料阶段需要操作者手持管材利用经验与打磨部接触的方式或者通过手动将管材在夹具处压紧或取出的过程,其过程中均需要大量的手工过程能够实现,且手持管材打磨或手动将管材压紧取出的过程极易受到空间不足的影响造成操作者撞击到设备引起受伤或设备损坏的情况。
技术实现思路
1、本发明的目的是为了解决背景存在的通过不断的调整管件位置变化,与调整后的打磨锥头打磨部再次对准的方式则会导致严重影响加工效率并且对操作人员的技术要求更高以及手持管材打磨或手动将管材压紧取出的过程极易受到空间不足的影响造成操作者撞击到设备引起受伤或设备损坏的问题,而提出的一种管材用自动化端面倒角机。
2、为实现上述目的,本发明提供如下技术方案:
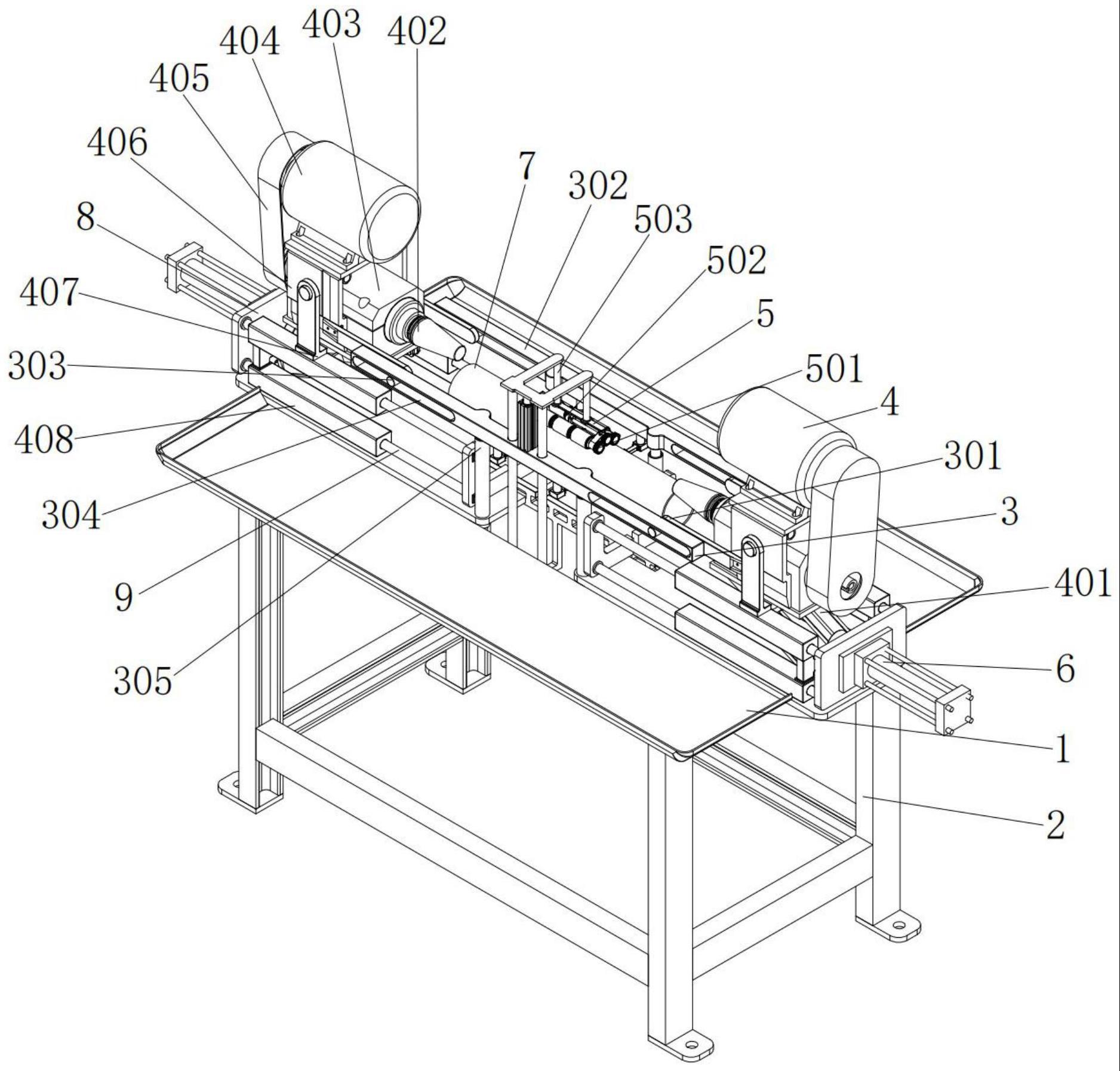
3、设计一种管材用自动化端面倒角机,包括平台和底座,所述平台的上表面左右两端以及中心部两侧均固接有端板,同侧所述端板的内端四角均固接有滑轨,所述滑轨的外壁安装有打磨组件,所述打磨组件中电机架的外壁前后两侧安装有联动组件,所述平台的上部中心位置设置有管件,所述管件的外壁上部安装有驱动组件。
4、优选的,所述打磨组件包括调整气缸、打磨锥头、打磨基座、打磨电机、皮带传动部、电机架、打磨支架和滑块;
5、所述滑块中的四角分别滑动相连在多处的滑轨的外壁,所述滑块的上端前后两侧均固接有打磨支架,所述打磨支架的上方内部通过销轴与电机架转动相连,所述电机架的内部中心固接有打磨基座,所述打磨基座的内壁转动部外侧末端均通过皮带传动部与打磨电机的输出轴转动相连,所述打磨电机固定相连在电机架的上端,所述打磨基座的内壁转动部内侧末端均插接安装有打磨锥头,所述电机架的下部前后两侧均设置有调整气缸,所述调整气缸的输出轴末端均通过销轴与电机架转动相连,所述调整气缸的主体末端均通过销轴与滑块转动相连。
6、优选的,所述平台的下端固定相连有底座,所述平台的内壁中心处加工有通孔。
7、优选的,所述联动组件包括横杆、横梁、圆杆、滑槽、滑套、滑杆、辊轮、立柱和弧形支架;
8、多个所述横杆的分别固定相连在两侧电机架的前后两端内侧,所述横梁的末端均固接有圆杆,所述圆杆的外壁均滑动相连有横梁,所述横梁的两侧内壁均加工有滑槽,所述横梁的下端中心左右两部均固接有滑杆,所述滑杆的外壁滑动相连有滑套,所述滑套的外壁外端均与内侧的端板固定相连,多个所述辊轮均贴合在管件的外壁下部,所述辊轮的内壁转轴均与弧形支架转动相连,所述弧形支架的上端前后两侧均通过立柱与横梁固定相连。
9、优选的,所述圆杆的轴线位置高度与管件的两端上沿待加工高度一致,且圆杆的轴线位置高度与打磨锥头的锥面下部中心高度一致。
10、优选的,所述驱动组件包括齿轮、驱动电机、支杆、驱动轮、顶梁、竖梁、驱动支架、推杆和推料气缸;
11、所述推杆位于管件的下部中心,所述推杆的下方末端内壁均通过竖梁与顶梁固定相连,所述顶梁的下部末端均通过支杆与驱动支架固定相连,所述驱动支架的下端中心均固接有驱动电机,所述驱动支架的前后两侧内部均与驱动轮的内部转轴转动相连,所述驱动轮的内部转轴和驱动电机的输出轴末端均通过齿轮啮合相连,所述顶梁的下端中心固接有推料气缸,所述推料气缸的下端与横梁固定相连。
12、优选的,左右两端所述端板的外端中心均固接有横向气缸,所述横向气缸的输出轴末端均与滑块固定相连。
13、本发明提出的一种管材用自动化端面倒角机,有益效果在于:
14、通过打磨锥头、电机架、圆杆、横杆、滚轮、横梁和管件之间的配合,使得在控制打磨锥头旋转的过程中,受驱动气缸的影响,电机架和打磨锥头同步旋转,此时电机架同时会通过横杆带动圆杆旋转,进而,圆杆旋转则会引起横梁的高度变化,使得横梁通过多处的辊轮带动管件进行同步的高度调整,由于原本圆杆的轴线位置高度便已经对准了打磨锥头的打磨部以及管件的外沿待倒角部,且圆杆的轴线位置与打磨锥头的打磨部中心点位置一致,使得旋转过程中,圆杆的轴线位置与打磨锥头的打磨部中心点始终保持一致,并且圆杆的轴线高度也与管件的外沿待倒角部高度保持一致,如此,便保证了无论打磨锥头调整至任何角度,打磨锥头的打磨部中心点与管件的外沿待倒角部在高度上始终持平,有效的避免了通过不断的调整管件位置变化,与调整后的打磨锥头打磨部再次对准的方式则会导致严重影响加工效率并且对操作人员的技术要求更高的问题;
15、通过推料气缸、顶梁、管件、推杆和竖梁之间的配合使得控制推料气缸,使推料气缸带动顶梁向上移动,顶梁向上移动的同时,一方面带动了多处的驱动轮向上移动,解除了与管件的压紧驱动状态,另一方面也通过竖梁带动底部的推杆向上移动,在持续的移动下,推杆最终与管件的下端接触,并将推杆推动处横梁的高度范围,在进行上下料的过程中,只需使用者手动将管件放置在对应的呈弧形分布的辊轮内侧,随后受推料气缸的控制便自行控制实现将管件带到待加工工位以及脱离加工工位的过程,有效的避免了手持管材打磨或手动将管材压紧取出的过程极易受到空间不足的影响造成操作者撞击到设备引起受伤或设备损坏的情况。
技术特征:
1.一种管材用自动化端面倒角机,包括平台(1)和底座(2),其特征在于:所述平台(1)的上表面左右两端以及中心部两侧均固接有端板(8),同侧所述端板(8)的内端四角均固接有滑轨(9),所述滑轨(9)的外壁安装有打磨组件(4),所述打磨组件(4)中电机架(406)的外壁前后两侧安装有联动组件(3),所述平台(1)的上部中心位置设置有管件(7),所述管件(7)的外壁上部安装有驱动组件(5)。
2.根据权利要求1所述的一种管材用自动化端面倒角机,其特征在于:所述打磨组件(4)包括调整气缸(401)、打磨锥头(402)、打磨基座(403)、打磨电机(404)、皮带传动部(405)、电机架(406)、打磨支架(407)和滑块(408);
3.根据权利要求1所述的一种管材用自动化端面倒角机,其特征在于:所述平台(1)的下端固定相连有底座(2),所述平台(1)的内壁中心处加工有通孔。
4.根据权利要求1所述的一种管材用自动化端面倒角机,其特征在于:所述联动组件(3)包括横杆(301)、横梁(302)、圆杆(303)、滑槽(304)、滑套(305)、滑杆(306)、辊轮(307)、立柱(308)和弧形支架(309);
5.根据权利要求4所述的一种管材用自动化端面倒角机,其特征在于:所述圆杆(303)的轴线位置高度与管件(7)的两端上沿待加工高度一致,且圆杆(303)的轴线位置高度与打磨锥头(402)的锥面下部中心高度一致。
6.根据权利要求1所述的一种管材用自动化端面倒角机,其特征在于:所述驱动组件(5)包括齿轮(501)、驱动电机(502)、支杆(503)、驱动轮(504)、顶梁(505)、竖梁(506)、驱动支架(507)、推杆(508)和推料气缸(509);
技术总结
本发明涉及管材倒角技术领域,尤其是一种管材用自动化端面倒角机,包括平台和底座,所述平台的上表面左右两端以及中心部两侧均固接有端板,同侧所述端板的内端四角均固接有滑轨,所述平台的上部中心位置设置有管件,所述管件的外壁上部安装有驱动组件。通过打磨锥头、电机架、圆杆、横杆、滚轮、横梁和管件之间的配合,圆杆的轴线位置与打磨锥头的打磨部中心点始终保持一致,如此,打磨锥头的打磨部中心点与管件的外沿待倒角部在高度上始终持平,有效的避免了通过不断的调整管件位置变化,与调整后的打磨锥头打磨部再次对准的方式则会导致严重影响加工效率并且对操作人员的技术要求更高的问题。
技术研发人员:白春梅
受保护的技术使用者:白春梅
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!