针阀体配磨专用量具的制作方法
本发明涉及针阀体配磨,具体为针阀体配磨专用量具。
背景技术:
1、喷油嘴作为燃油喷射过程的执行器,是进气涡流及燃烧室的关键接口,其对喷雾与燃烧室的配合和混合气的形成质量起到了决定性的作用,直接决定着发动机的性能指标。在柴油机喷油嘴的众多零部件中,针阀与针阀体偶件至关重要,针阀与针阀体是喷油嘴中一对精密偶件,主要起到密封和导向的作用。针阀体消磨后需要使用专用量具进行测量。
2、现有技术存在的问题是:由于针阀毛胚长度的尺寸不统一,想要磨削后针阀的长度相同,需要人工测量针阀长度后,人工更改系统参数再磨削;此方式的缺点是人工测量误差较大且耗时较长。因此,提出针阀体配磨专用量具。
技术实现思路
1、本发明的目的在于提供针阀体配磨专用量具,以解决上述背景技术中提出的问题。
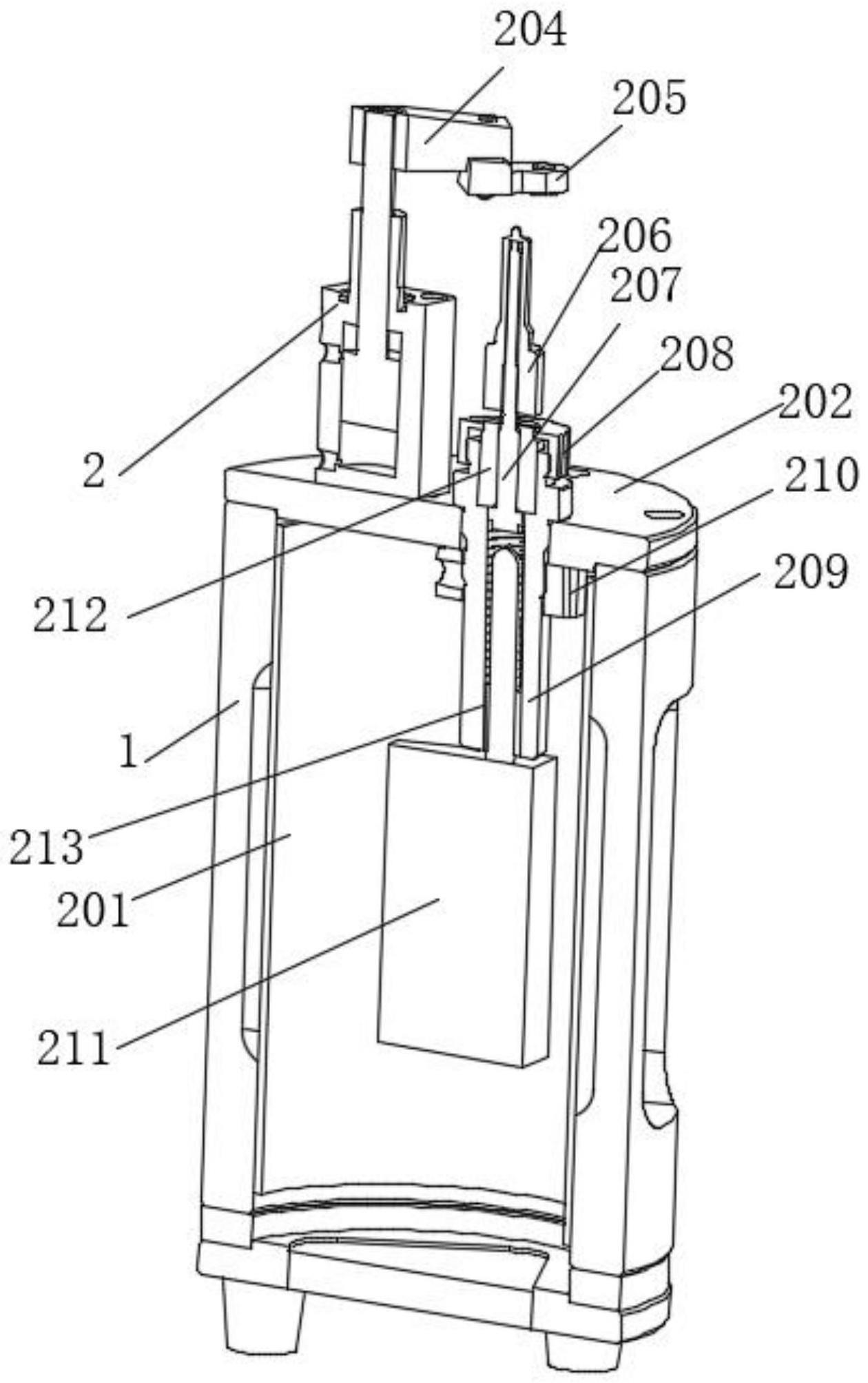
2、为实现上述目的,本发明提供如下技术方案:针阀体配磨专用量具,包括外壳,所述外壳表面贯通开设有观察口,所述外壳内部设置有测量机构,所述外壳下方设置有减震机构;
3、所述测量机构包括压紧部和测量部;
4、所述压紧部位于测量部上方;
5、所述压紧部包括旋转压紧气缸、第一压紧块和第二压紧块,所述旋转压紧气缸下方设置有螺杆和螺母,螺杆、螺母和旋转压紧气缸一体组成,螺杆顶端面贯穿第一压紧块底面延伸至第一压紧块上方,螺母与第一压紧块顶面挤压接触,螺母内壁与螺杆表面螺栓连接,所述第二压紧块顶端面固定贯穿第一压紧块底面延伸至第一压紧块上方;
6、所述测量部包括内壳、顶盖、油嘴、定位顶针、螺帽、轴体、锁紧螺母、测微仪和镶套,所述内壳位于外壳内部。
7、优选的,所述顶盖内壁通过第一螺栓与外壳内壁螺纹连接,所述旋转压紧气缸底面与顶盖顶面固定连接,提高旋转压紧气缸与顶盖连接的稳定性。
8、优选的,所述顶盖顶面贯通开设有通孔,所述轴体顶端面贯穿顶盖底面和通孔内壁延伸至顶盖上方,所述锁紧螺母内壁螺纹套设在轴体表面,通过锁紧螺母将轴体进行固定在顶盖上。
9、优选的,所述镶套底端面贯穿轴体顶面延伸至轴体内部,所述定位顶针底端面滑动贯穿镶套顶面延伸至镶套内部,镶套可以将定位顶针卡在其内部。
10、优选的,所述螺帽内壁螺纹套设在轴体表面,所述定位顶针顶端面贯穿油嘴底面延伸至油嘴内部。
11、优选的,所述轴体内壁固定连接有铜镶件,所述测微仪测量头顶端面铜镶件底面延伸至轴体内部,所述测微仪测量头表面与铜镶件内壁固定连接,所述测微仪测量头表面套设有弹簧,弹簧底端面与铜镶件顶面固定连接,弹簧顶端面与定位顶针底面固定连接,通过测微仪对油嘴深度进行测量,从而得出针阀的长度。
12、优选的,所述轴体侧面贯通开设有滑槽,所述顶盖顶面贯通开设有空槽,所述顶盖上方设置有限位块,所述限位块底面滑动贯穿轴体顶面、滑槽和顶盖顶面延伸至空槽内壁,所述限位块与空槽相适配,限位块对轴体起到限位作用,防止轴体持续转动。
13、优选的,所述减震机构包括垫圈,所述垫圈下方设置有底盖和第二螺栓,所述第二螺栓顶端面螺纹贯穿底盖底面、垫圈和外壳底面延伸至外壳内部,所述底盖底面固定连接有减震支撑脚,所述减震支撑脚设置有四个,减震支撑脚对对该量具起到减震效果,通过垫圈可以减少外壳与底板之间的摩擦,提高外壳与底板之间连接的稳定性。
14、与现有技术相比,本发明的有益效果是:该针阀体配磨专用量具,通过测量机构,针阀体采用配合磨削的方式,每一个针阀体都配有对应的油嘴,通过对油嘴内部深度的得出针阀的长度,避免人工测量针阀长度的误差和耗时,提高该专用量具对针阀体的测量精度和效率,同时使得最终磨削好的针阀长度尺寸更加统一和精准,且节省了时间;通过减震机构,减震支撑脚对该量具起到减震效果,避免该量具受到震动影响测量精度,提高该针阀体配磨专用量具使用时的稳定性。
技术特征:
1.针阀体配磨专用量具,包括外壳(1),其特征在于:所述外壳(1)表面贯通开设有观察口,所述外壳(1)内部设置有测量机构(2),所述外壳(1)下方设置有减震机构(4);
2.根据权利要求1所述的针阀体配磨专用量具,其特征在于:所述顶盖(202)内壁通过第一螺栓与外壳(1)内壁螺纹连接,所述旋转压紧气缸(203)底面与顶盖(202)顶面固定连接。
3.根据权利要求1所述的针阀体配磨专用量具,其特征在于:所述顶盖(202)顶面贯通开设有通孔,所述轴体(209)顶端面贯穿顶盖(202)底面和通孔内壁延伸至顶盖(202)上方,所述锁紧螺母(210)内壁螺纹套设在轴体(209)表面。
4.根据权利要求1所述的针阀体配磨专用量具,其特征在于:所述镶套(212)底端面贯穿轴体(209)顶面延伸至轴体(209)内部,所述定位顶针(207)底端面滑动贯穿镶套(212)顶面延伸至镶套(212)内部。
5.根据权利要求1所述的针阀体配磨专用量具,其特征在于:所述螺帽(208)内壁螺纹套设在轴体(209)表面,所述定位顶针(207)顶端面贯穿油嘴(206)底面延伸至油嘴(206)内部。
6.根据权利要求1所述的针阀体配磨专用量具,其特征在于:所述轴体(209)内壁固定连接有铜镶件(213),所述测微仪(211)测量头顶端面铜镶件(213)底面延伸至轴体(209)内部,所述测微仪(211)测量头表面与铜镶件(213)内壁固定连接,所述测微仪(211)测量头表面套设有弹簧,弹簧底端面与铜镶件(213)顶面固定连接,弹簧顶端面与定位顶针(207)底面固定连接。
7.根据权利要求1所述的针阀体配磨专用量具,其特征在于:所述轴体(209)侧面贯通开设有滑槽,所述顶盖(202)顶面贯通开设有空槽,所述顶盖(202)上方设置有限位块(3),所述限位块(3)底面滑动贯穿轴体(209)顶面、滑槽和顶盖(202)顶面延伸至空槽内壁,所述限位块(3)与空槽相适配。
8.根据权利要求1所述的针阀体配磨专用量具,其特征在于:所述减震机构(4)包括垫圈(401),所述垫圈(401)下方设置有底盖(402)和第二螺栓,所述第二螺栓顶端面螺纹贯穿底盖(402)底面、垫圈(401)和外壳(1)底面延伸至外壳(1)内部,所述底盖(402)底面固定连接有减震支撑脚(403),所述减震支撑脚(403)设置有四个。
技术总结
本发明涉及针阀体配磨技术领域,且公开了针阀体配磨专用量具,包括外壳,所述外壳表面贯通开设有观察口,所述外壳内部设置有测量机构,所述外壳下方设置有减震机构;所述测量机构包括压紧部和测量部;所述压紧部位于测量部上方。通过测量机构,针阀体采用配合磨削的方式,每一个针阀体都配有对应的油嘴,通过对油嘴内部深度的得出针阀的长度,避免人工测量针阀长度的误差和耗时,提高该专用量具对针阀体的测量精度和效率,同时使得最终磨削好的针阀长度尺寸更加统一和精准,且节省了时间;通过减震机构,减震支撑脚对该量具起到减震效果,避免该量具受到震动影响测量精度,提高该针阀体配磨专用量具使用时的稳定性。
技术研发人员:马军,沈环
受保护的技术使用者:无锡培基机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!