用于航空发动机压气机叶片的焊前预处理装置的制作方法
本发明涉及一种焊前预处理装置,尤其是涉及一种用于航空发动机压气机叶片的焊前预处理装置,属于航发动机零部件维修维护工艺装备设计制造。
背景技术:
1、航空发动机压气机转子叶片服役后,叶尖端部位置出现磨损故障时,为保障压气机的增压比,减少叶尖端部与机匣封严层之间的漏气,可采用对叶尖端面进行自动焊接堆焊与叶片基体材料相同或相近牌号的合金材料,实现叶尖接长修理。对叶尖部位进行堆焊接长之前,需对叶片进行焊前处理,主要包括:对叶尖端面进行打磨处理,使叶尖端面平整,并抛光去除叶尖端面附近的氧化皮,避免叶尖端面堆焊时有害元素进入堆焊组织。
2、目前传统的焊前处理方法是操作人员采用旋转砂轮或锉刀、砂纸等工具,手工打磨去除叶尖端面的材料和抛光氧化皮。存在的主要问题:一是操作者劳动强度大、生产效率低;二是叶片焊前处理质量受操作者技能水平影响大,质量一致性差、导致后工序采用自动化焊接设备进行自动焊接堆焊时的合格率低。
技术实现思路
1、本发明所要解决的技术问题是:提供一种能显著降低操作人员劳动强度,提高处理质量的用于航空发动机压气机叶片的焊前预处理装置。
2、为解决上述技术问题所采用的技术方案是:一种用于航空发动机压气机叶片的焊前预处理装置,所述的焊前预处理装置至少包括叶片支撑操作机构和预处理打磨机构,通过所述叶片支撑操作机构固定夹持的待处理压气机叶片在所述预处理打磨机构的配合下打磨预处理。
3、进一步的是,所述的焊前预处理装置还包括控制系统,所述叶片支撑操作机构和所述预处理打磨机构的控制端与所述的控制系统连接。
4、上述方案的优选方式是,所述的控制系统为一个包含有plc控制模块和显示输入屏的控制中心,所述叶片支撑操作机构和所述预处理打磨机构的控制端与所述的plc控制模块连接。
5、进一步的是,所述的焊前预处理装置还包括除尘回收处理组件,所述的除尘回收处理组件与所述预处理打磨机构的尾部连接,所述除尘回收处理组件的控制端与所述的plc控制模块连接。
6、上述方案的优选方式是,所述的焊前预处理装置还包括工作台,所述的叶片支撑操作机构、所述的预处理打磨机构以及所述的除尘回收处理组件位置均相互适应的布置在所述的工作台上。
7、进一步的是,所述的叶片支撑操作机构包括镶嵌式底座和叶片夹持操作组件,所述的叶片夹持操作组件通过所述的镶嵌式底座与预处理打磨机构位置相适应的布置在所述的工作台上。
8、上述方案的优选方式是,所述的叶片夹持操作组件包括叶片架、叶片夹持机构和机械臂,所述的机械臂通过其与镶嵌式底座形状相适应的下端可拆卸的固装在所述的镶嵌式底座上,所述的叶片架通过所述的叶片夹持机构布置在所述机械臂的自由端。
9、进一步的是,所述的预处理打磨机构包括砂带机和抛光机,一体化的所述砂带机和所述抛光机与机械臂位置相适应的布置在所述的工作台上。
10、上述方案的优选方式是,所述的除尘回收处理组件至少包括一台布置在工作台上的吸尘回收处理器。
11、进一步的是,所述的吸尘回收处理器包括顺序连接的吸尘漏斗、吸尘管和吸尘处理器,所述的吸尘漏斗与一体化的所述砂带机和所述抛光机位置相适应的布置在所工作台上,通过吸尘管连通的吸尘处理器与吸尘漏斗位置相适应的布置在所述的工作台上。
12、本发明的有益效果是:本申请通过提供的技术方案通过设置一套至少包括叶片支撑操作机构和预处理打磨机构的焊前预处理装置,然后使通过所述叶片支撑操作机构固定夹持的待处理压气机叶片在所述预处理打磨机构的配合下完成打磨预处理。从而用机械打磨的处理方式代替人工采用旋转砂轮或锉刀、砂纸等工具,手工进行打磨去除叶尖端面的材料和抛光氧化皮的处理方式,这样不仅能有效的降低操作人员的劳动强度,而且采用机械打磨的理方式由于其整个过程均由设备自行控制,还可以有效的提高打磨处理的质量。
技术特征:
1.用于航空发动机压气机叶片的焊前预处理装置,其特征在于:所述的焊前预处理装置至少包括叶片支撑操作机构(1)和预处理打磨机构(2),通过所述叶片支撑操作机构(1)固定夹持的待处理压气机叶片在所述预处理打磨机构(2)的配合下打磨预处理。
2.根据权利要求1所述的用于航空发动机压气机叶片的焊前预处理装置,其特征在于:所述的焊前预处理装置还包括控制系统(3),所述叶片支撑操作机构(1)和所述预处理打磨机构(2)的控制端与所述的控制系统(3)连接。
3.根据权利要求2所述的用于航空发动机压气机叶片的焊前预处理装置,其特征在于:所述的控制系统(3)为一个包含有plc控制模块和显示输入屏的控制中心,所述叶片支撑操作机构(1)和所述预处理打磨机构(2)的控制端与所述的plc控制模块连接。
4.根据权利要求2或3所述的用于航空发动机压气机叶片的焊前预处理装置,其特征在于:所述的焊前预处理装置还包括除尘回收处理组件(4),所述的除尘回收处理组件(4)与所述预处理打磨机构(2)的尾部连接,所述除尘回收处理组件(4)的控制端与所述的plc控制模块连接。
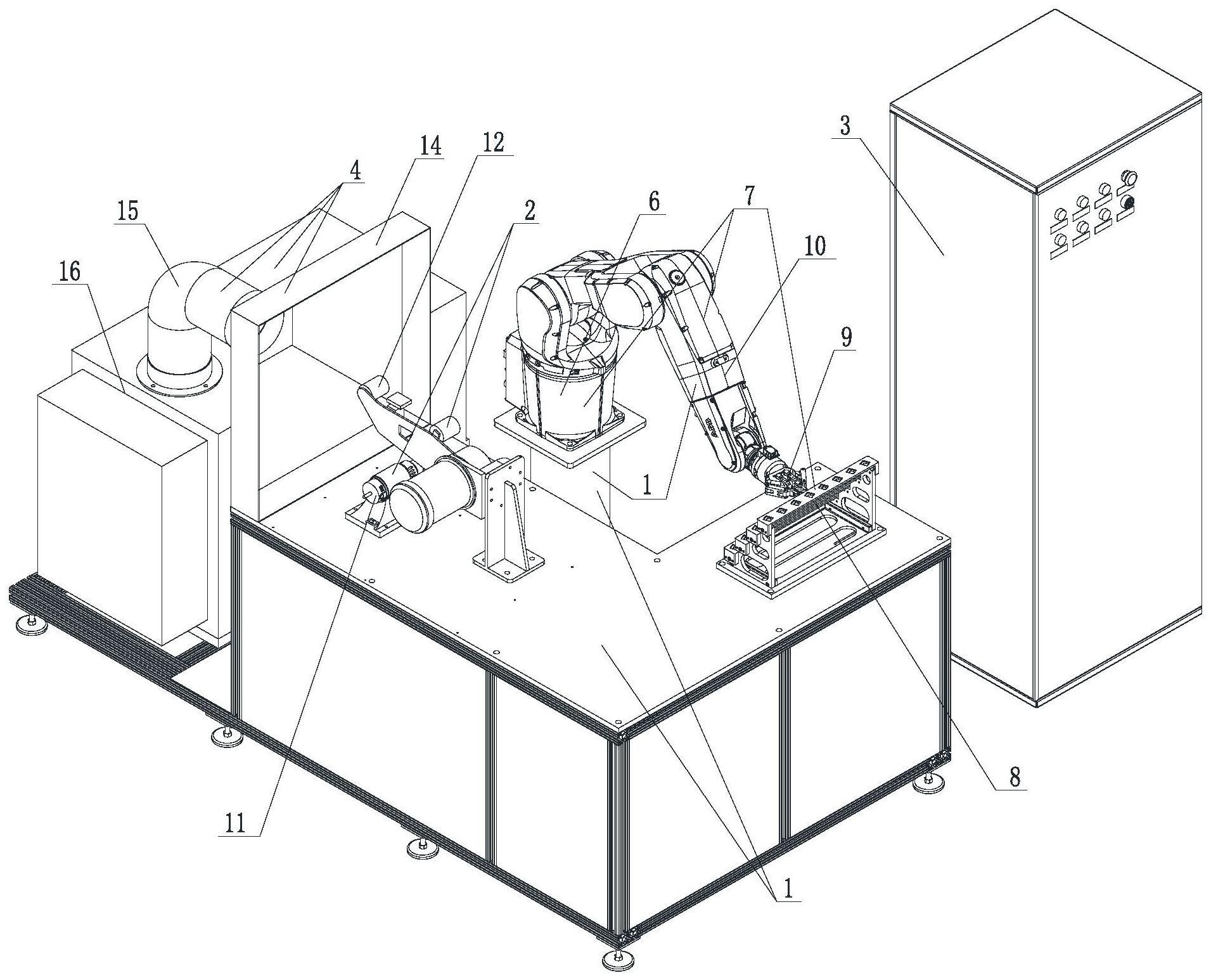
5.根据权利要求4所述的用于航空发动机压气机叶片的焊前预处理装置,其特征在于:所述的焊前预处理装置还包括工作台(5),所述的叶片支撑操作机构(1)、所述的预处理打磨机构(2)以及所述的除尘回收处理组件(4)位置均相互适应的布置在所述的工作台(5)上。
6.根据权利要求5所述的用于航空发动机压气机叶片的焊前预处理装置,其特征在于:所述的叶片支撑操作机构(1)包括镶嵌式底座(6)和叶片夹持操作组件(7),所述的叶片夹持操作组件(7)通过所述的镶嵌式底座(6)与预处理打磨机构(2)位置相适应的布置在所述的工作台(5)上。
7.根据权利要求6所述的用于航空发动机压气机叶片的焊前预处理装置,其特征在于:所述的叶片夹持操作组件(7)包括叶片架(8)、叶片夹持机构(9)和机械臂(10),所述的机械臂(10)通过其与镶嵌式底座(6)形状相适应的下端可拆卸的固装在所述的镶嵌式底座(6)上,所述的叶片架(8)通过所述的叶片夹持机构(9)布置在所述机械臂(10)的自由端。
8.根据权利要求7所述的用于航空发动机压气机叶片的焊前预处理装置,其特征在于:所述的预处理打磨机构(2)包括砂带机(11)和抛光机(12),一体化的所述砂带机(11)和所述抛光机(12)与机械臂(10)位置相适应的布置在所述的工作台(5)上。
9.根据权利要求8所述的用于航空发动机压气机叶片的焊前预处理装置,其特征在于:所述的除尘回收处理组件(4)至少包括一台布置在工作台(5)上的吸尘回收处理器。
10.根据权利要求9所述的用于航空发动机压气机叶片的焊前预处理装置,其特征在于:所述的吸尘回收处理器包括顺序连接的吸尘漏斗(14)、吸尘管(15)和吸尘处理器(16),所述的吸尘漏斗(14)与一体化的所述砂带机(11)和所述抛光机(12)位置相适应的布置在所工作台(5)上,通过吸尘管(15)连通的吸尘处理器(16)与吸尘漏斗(14)位置相适应的布置在所述的工作台(5)上。
技术总结
本发明公开了一种焊前预处理装置,尤其是公开了一种用于航空发动机压气机叶片的焊前预处理装置,属于航发动机零部件维修维护工艺装备设计制造技术领域。提供一种能显著降低操作人员劳动强度,提高处理质量的用于航空发动机压气机叶片的焊前预处理装置。所述的焊前预处理装置至少包括叶片支撑操作机构和预处理打磨机构,通过所述叶片支撑操作机构固定夹持的待处理压气机叶片在所述预处理打磨机构的配合下打磨预处理。
技术研发人员:张铀,钱磊,周群,罗奎林,胡永军,谢平生,任登毅,谢子坤
受保护的技术使用者:国营川西机器厂
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!