基于砂轮磨损的模具磨削误差补偿方法、设备及介质与流程
本发明涉及机械加工领域,特别是涉及一种基于砂轮磨损的模具磨削误差补偿方法、设备及介质。
背景技术:
1、随着光通信产品的小型化和精密化,对光学非球面高精度光学玻璃透镜的需求日益增加。光学非球面透镜广泛应用于航天、航空、天文、电子以及光通信领域。光学非球面模具,也称为光学曲面模具,是透镜制造的重要手段。
2、传统的光学曲面模具加工工艺中,存在精度较低、检测不精确且消除困难等问题,且传统的误差补偿方法并未考虑在对光学非球面模具进行磨削时的砂轮磨损的因素,导致对光学非球面模具的误差补偿精度较差。
技术实现思路
1、针对上述技术问题,本发明采用的技术方案为:
2、根据本申请的一个方面,提供一种基于砂轮磨损的模具磨削误差补偿方法,应用于误差补偿系统,误差补偿系统通信连接有待处理光学曲面模具和磨削砂轮,磨削砂轮用于对待处理光学曲面模具进行磨削加工处理,所述方法包括如下步骤:
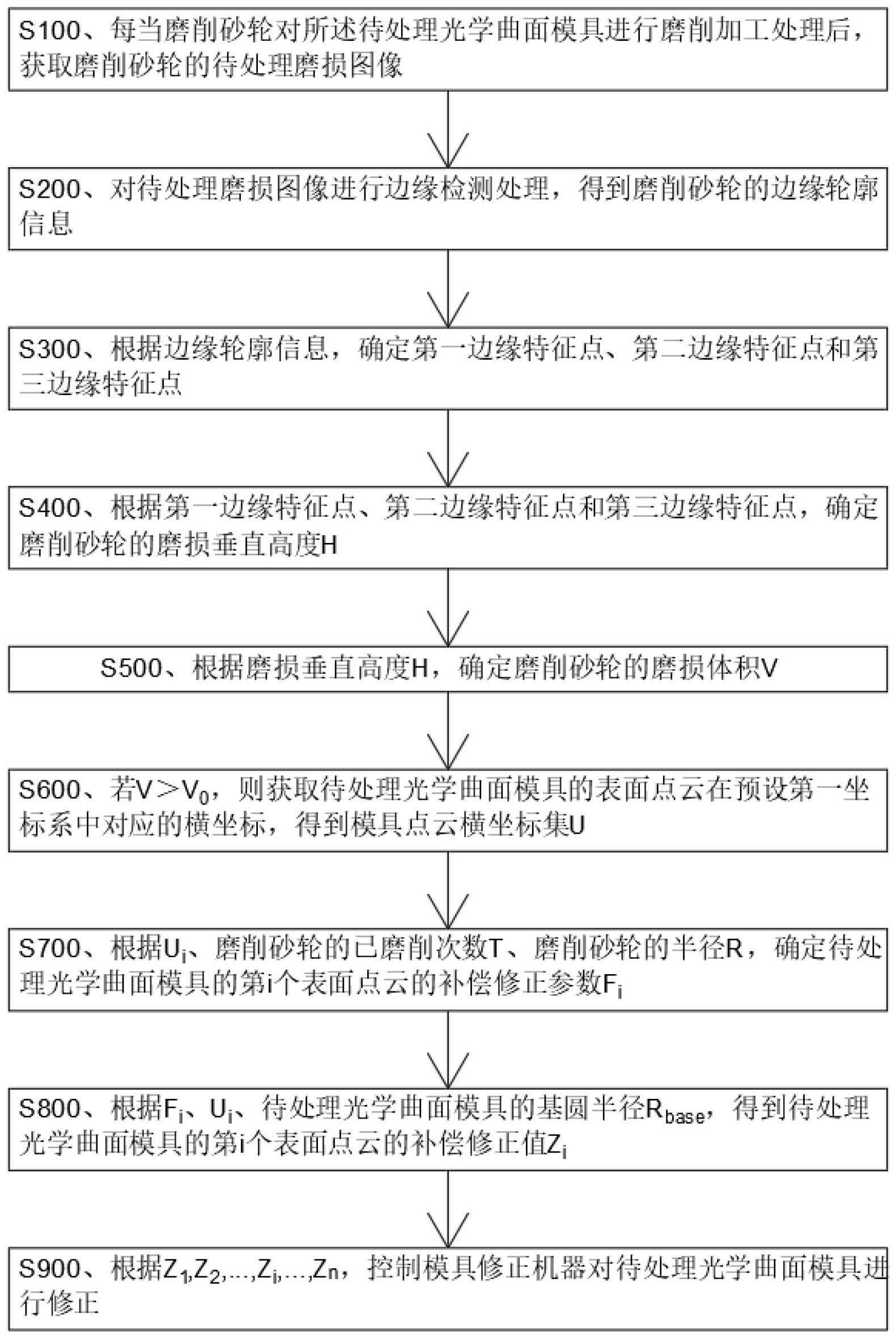
3、s100、每当磨削砂轮对待处理光学曲面模具进行磨削加工处理后,获取磨削砂轮的待处理磨损图像;
4、s200、对待处理磨损图像进行边缘检测处理,得到磨削砂轮的边缘轮廓信息;
5、s300、根据边缘轮廓信息,确定第一边缘特征点、第二边缘特征点和第三边缘特征点;第一边缘特征点和第二边缘特征点分别为磨削砂轮的磨损面的截面曲线的左端点和右端点,第三边缘特征点为与第一边缘特征点处于磨削砂轮上同一边缘的端点;
6、s400、根据第一边缘特征点、第二边缘特征点和第三边缘特征点,确定磨削砂轮的磨损垂直高度h;
7、s500、根据磨损垂直高度h,确定磨削砂轮的磨损体积v;
8、s600、若v>v0,则获取待处理光学曲面模具的表面点云在预设第一坐标系中对应的横坐标,得到模具点云横坐标集u=(u1,u2,...,ui,...,un);其中,i=1,2,...,n;n为待处理光学曲面模具的表面点云的数量;ui为待处理光学曲面模具的第i个表面点云在预设第一坐标系中对应的横坐标;v0为预设的第一磨损体积阈值;
9、s700、根据ui、磨削砂轮的已磨削次数t、磨削砂轮的半径r,确定待处理光学曲面模具的第i个表面点云的补偿修正参数fi;
10、s800、根据fi、ui、待处理光学曲面模具的基圆半径rbase,得到待处理光学曲面模具的第i个表面点云的补偿修正值zi;
11、s900、根据z1,z2,...,zi,...,zn,控制模具修正机器对待处理光学曲面模具进行修正。
12、在本申请的一种示例性实施例中,磨削砂轮的磨损垂直高度h,通过以下方法确定:
13、s410、根据边缘轮廓信息,绘制磨削砂轮的边缘轮廓;
14、s420、将磨削砂轮的边缘轮廓置于预设第二坐标系中,第一边缘特征点在预设第二坐标系中的坐标为(xa,ya),第二边缘特征点在预设第二坐标系中的坐标为(xc,yc),第三边缘特征点在预设第二坐标系中的坐标为(xb,yb);其中,预设第二坐标系与预设第一坐标系的单位长度相同;
15、s430、确定第一边缘特征点和第三边缘特征点之间的直线的斜率k=(yb-ya)/(xb-xa);
16、s440、确定磨损垂直高度h=(k*xc+ya-k*xa-yc)/(1+k2)1/2。
17、在本申请的一种示例性实施例中,磨削砂轮的磨损体积v,通过以下方法确定:
18、s510、根据数值递增,获取磨削砂轮在预设第二坐标系中的边缘轮廓内的每个坐标点的横坐标,得到砂轮横坐标集x=(x1,x2,...,xj,...,xm);其中,j=1,2,...,m;m为磨削砂轮在预设第二坐标系中的边缘轮廓内的坐标点的数量;xj为磨削砂轮在预设第二坐标系中的边缘轮廓内的第j个坐标点的横坐标;
19、s520、确定磨削砂轮的磨损体积
20、在本申请的一种示例性实施例中,步骤s600还包括:
21、s610、若v≤v0,则发出警告信号,退出基于砂轮磨损的模具磨削误差补偿方法。
22、在本申请的一种示例性实施例中,补偿修正参数fi,通过以下方法确定:
23、s710、确定磨削砂轮的磨损斜率w=d*t+e;其中,d<1,e<1,d、e为预设的磨损系数;
24、s720、确定补偿修正参数fi=w/r*|ui|。
25、在本申请的一种示例性实施例中,补偿修正值zi,通过以下公式确定:
26、zi=(ui)2/(rbase+((rbase)2-(1+g)*(ui)2)1/2)+∑ba=2la(ui)a-δz-fi;
27、式中:g<1,g为预设的补偿系数;la为补偿修正系数;δz=z(i-1)-z0,z0为预设的补偿修正值阈值,b为预设的幂阈值。
28、在本申请的一种示例性实施例中,将步骤s710替换为:
29、s711、若v0<v≤v1,则确定磨损斜率w=d1*t+e1;若v>v1,则确定磨损斜率w=d2*t+e2;其中,v1为预设的第二磨损体积阈值,d1<d2,e1>e2,d1、d2、e1、e2为预设的磨损系数。
30、在本申请的一种示例性实施例中,步骤s100还包括:
31、s110、若待处理磨损图像的边缘存在阴影区域,则对阴影区域进行模糊消除处理,并执行步骤s200。
32、根据本申请的一个方面,提供一种非瞬时性计算机可读存储介质,所述存储介质中存储有至少一条指令或至少一段程序,所述至少一条指令或所述至少一段程序由处理器加载并执行以实现前述基于砂轮磨损的模具磨削误差补偿方法。
33、根据本申请的一个方面,提供一种电子设备,包括处理器和前述非瞬时性计算机可读存储介质。
34、本发明至少具有以下有益效果:
35、本发明基于磨削砂轮磨损因素来对待处理光学曲面模具进行误差补偿,通过在位测量将测量后的待处理磨损图像进行边缘检测算法,得到磨削砂轮的边缘轮廓,并采用斜率突变算法求解获得边缘轮廓的特征点,进而计算出磨损区域的磨损体积,并根据磨削砂轮的已磨削次数、磨削砂轮半径、待处理光学曲面模具的基圆半径得到待处理光学曲面模具的每个点云的补偿修正值,通过每个补偿修正值对相应的点云进行误差补偿,本发明增加了对磨削砂轮的磨损因素来对待处理光学曲面模具进行误差补偿的处理,丰富了传统的光学曲面模具的补偿评价指标,相比于传统的补偿方法,提高了补偿精度,有利于实现光学曲面模具的高精度加工。
技术特征:
1.一种基于砂轮磨损的模具磨削误差补偿方法,其特征在于,应用于误差补偿系统,所述误差补偿系统通信连接有待处理光学曲面模具和磨削砂轮,所述磨削砂轮用于对所述待处理光学曲面模具进行磨削加工处理,所述方法包括如下步骤:
2.根据权利要求1所述的基于砂轮磨损的模具磨削误差补偿方法,其特征在于,所述磨削砂轮的磨损垂直高度h,通过以下方法确定:
3.根据权利要求2所述的基于砂轮磨损的模具磨削误差补偿方法,其特征在于,所述磨削砂轮的磨损体积v,通过以下方法确定:
4.根据权利要求1所述的基于砂轮磨损的模具磨削误差补偿方法,其特征在于,所述s600还包括:
5.根据权利要求1所述的基于砂轮磨损的模具磨削误差补偿方法,其特征在于,所述补偿修正参数fi,通过以下方法确定:
6.根据权利要求5所述的基于砂轮磨损的模具磨削误差补偿方法,其特征在于,所述补偿修正值zi,通过以下公式确定:
7.根据权利要求5所述的基于砂轮磨损的模具磨削误差补偿方法,其特征在于,将所述s710替换为:
8.根据权利要求1所述的基于砂轮磨损的模具磨削误差补偿方法,其特征在于,所述s100还包括:
9.一种非瞬时性计算机可读存储介质,所述存储介质中存储有至少一条指令或至少一段程序,其特征在于,所述至少一条指令或所述至少一段程序由处理器加载并执行以实现如权利要求1-8中任意一项所述的基于砂轮磨损的模具磨削误差补偿方法。
10.一种电子设备,其特征在于,包括处理器和权利要求9所述的非瞬时性计算机可读存储介质。
技术总结
本发明提供了一种基于砂轮磨损的模具磨削误差补偿方法、设备及介质,应用于机械加工领域,该方法包括:获取磨削砂轮的待处理磨损图像;得到磨削砂轮的边缘轮廓信息;确定磨削砂轮的磨损垂直高度H和磨损体积V;若V>V<subgt;0</subgt;,则确定模具点云横坐标集U;确定待处理光学曲面模具的第i个表面点云的补偿修正参数F<subgt;i</subgt;;根据F<subgt;i</subgt;、U<subgt;i</subgt;、待处理光学曲面模具的基圆半径R<subgt;base</subgt;,得到第i个表面点云的补偿修正值Z<subgt;i</subgt;;控制模具修正机器对待处理光学曲面模具进行修正。本发明增加了对磨削砂轮的磨损因素来对待处理光学曲面模具进行误差补偿的处理,丰富了传统的光学曲面模具的补偿评价指标,提高了补偿精度,有利于实现光学曲面模具的高精度加工。
技术研发人员:张鑫泉,任明俊,张哲,顾鹏
受保护的技术使用者:霖鼎光学(江苏)有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!