上针盘的加工方法与流程
本发明涉及大圆机领域,尤其涉及上针盘的加工方法。
背景技术:
1、大圆机工作时,上针盘高速进行旋转,上织针在针槽内往复移动,相应的下针筒的下织针上下移动,进而完成布面的编织。高速旋转时,上针盘的平稳性影响了成品布料的品质,因此对于上针盘具有较高的平面度要求。
2、而上针盘嘴口由于需要经常与上织针进行摩擦,需要进行热处理加工,从而提升结构强度与耐磨性,而传统工艺的热处理会导致上针盘产生变形,使针盘径向不平,变形量在0.1-0.3mm左右,从而使得上针盘的平整度下降,不利于高品质布料的生产。
技术实现思路
1、(一)要解决的技术问题
2、为了解决现有技术的上述问题,本发明提供一种上针盘的加工方法,通过两次热处理,即提升了上针盘的结构强度与耐磨性,又极大的降低了传统工艺中热处理导致的径向不平问题。
3、(二)技术方案
4、为了达到上述目的,本发明采用的主要技术方案包括:
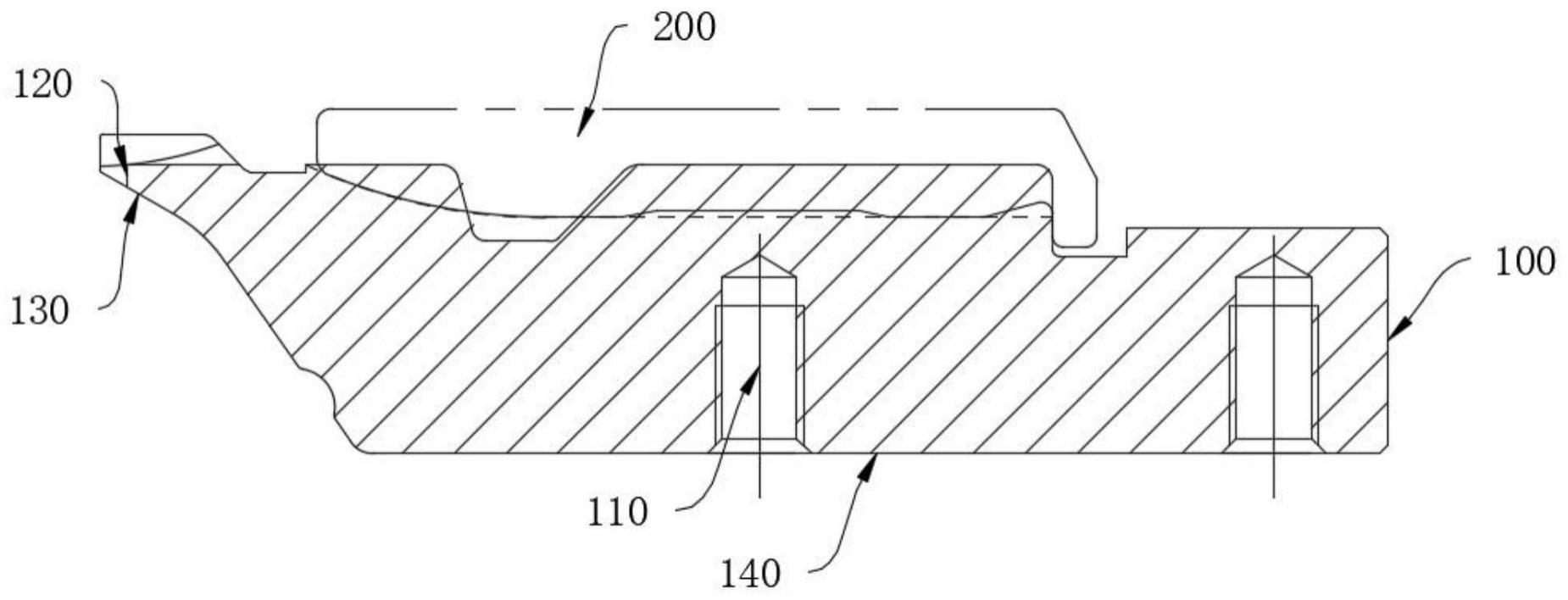
5、上针盘的加工方法,其特征在于:将毛坯加工成型后去毛刺、安装插片,对安装完插片的上针盘进行热处理加工;所述热处理加工具体包括:将安装完插片的上针盘反面向上平放在单点热处理机上进行热处理,校圆校平要求达到圆度0.03mm内,平面要求在0.03mm内,使用加热装置对准嘴口顶端的斜面上进行第一次热处理,热处理温度750-810℃,加热装置的移动速度是400-450mm/min,冷却水要随即跟上,以保证嘴口硬度,热处理均速走完一圈保证整圈都有热处理到;然后处理干上针盘表面的水渍,接着把加热装置对准上针盘底部基准面的中部进行第二次热处理,热处理温度350-400℃,加热装置热处理的移动速度是600-650mm/min,也是整圈热处理一圈,从而减少针盘上嘴口顶端热处理后导致的平面度形变。
6、进一步的,所述将毛坯加工成型具体包含以下步骤:
7、s1:普通立车加工,把毛坯固定在立车平台上,先车正面,再车反面,最后在反面上车出基准面;
8、s2:台钻加工:将步骤s1处理后的半成品上针盘装夹在台钻平台上,钻若干个工艺孔;
9、s3:电脑立车加工:用与步骤s2工艺孔数量相对应的螺丝装夹在电脑立车上精车;圆度要求在0.03mm内,平面要求在0.02mm内;
10、s4:铣槽机加工:将步骤s3精车后的上针盘装夹铣槽机的工装上,校圆校平要求达到圆度0.03mm内,平面要求在0.02mm内进行铣槽,完成加工成型。
11、进一步的,所述步骤s2中工艺孔的数量为4-6个。
12、进一步的,所述上针盘表面的水渍通过气枪吹干。
13、进一步的,所述加热装置为单点火焰枪。
14、进一步的,所述第一次热处理与第二次热处理均位于上针盘的同侧。
15、进一步的,所述第一次热处理温度为800℃,单点火焰枪热处理的移动速度是450mm/min。
16、进一步的,所述第二次热处理温度为400℃,单点火焰枪热处理的移动速度是600mm/min。
17、(三)有益效果
18、本发明的有益效果是:通过单点火焰枪对上针盘进行匀速的周向热处理,有效的降低热处理的变形量,并且利用二次热处理,抵消一次热处理导致的径向不平,从而提升上针盘加工后的平整性。
技术特征:
1.上针盘的加工方法,其特征在于:将毛坯加工成型后去毛刺、安装插片,对安装完插片的上针盘进行热处理加工;所述热处理加工具体包括:将安装完插片的上针盘反面向上平放在单点热处理机上进行热处理,校圆校平要求达到圆度0.03mm内,平面要求在0.03mm内,使用加热装置对准嘴口顶端的斜面上进行第一次热处理,热处理温度750-810℃,加热装置的移动速度是400-450mm/min,冷却水要随即跟上,以保证嘴口硬度,热处理均速走完一圈保证整圈都有热处理到;然后处理干上针盘表面的水渍,接着把加热装置对准上针盘底部基准面的中部进行第二次热处理,热处理温度350-400℃,加热装置热处理的移动速度是600-650mm/min,也是整圈热处理一圈,从而减少针盘上嘴口顶端热处理后导致的平面度形变。
2.根据权利要求1所述的上针盘的加工方法,其特征在于,所述将毛坯加工成型具体包含以下步骤:
3.根据权利要求2所述的上针盘的加工方法,其特征在于:所述步骤s2中工艺孔的数量为4-6个。
4.根据权利要求1所述的上针盘的加工方法,其特征在于:所述上针盘表面的水渍通过气枪吹干。
5.根据权利要求1所述的上针盘的加工方法,其特征在于:所述加热装置为单点火焰枪。
6.根据权利要求1所述的上针盘的加工方法,其特征在于:所述第一次热处理与第二次热处理均位于上针盘的同侧。
7.根据权利要求1所述的上针盘的加工方法,其特征在于:所述第一次热处理温度为800℃,单点火焰枪热处理的移动速度是450mm/min。
8.根据权利要求1所述的上针盘的加工方法,其特征在于:所述第二次热处理温度为400℃,单点火焰枪热处理的移动速度是600mm/min。
9.根据权利要求1所述的上针盘的加工方法,其特征在于:所述第一次热处理温度为750℃,单点火焰枪热处理的移动速度是400mm/min。
10.根据权利要求1所述的上针盘的加工方法,其特征在于:所述第二次热处理温度为350℃,单点火焰枪热处理的移动速度是650mm/min。
技术总结
本发明涉及一种上针盘的加工方法,将毛坯加工成型后去毛刺、安装插片,对安装完插片的上针盘进行热处理加工;本发明通过单点火焰枪对上针盘进行匀速的周向热处理,有效的降低热处理的变形量,并且利用二次热处理,抵消一次热处理导致的径向不平,从而提升上针盘加工后的平整性。
技术研发人员:郭少煌,傅孟炀,傅开实
受保护的技术使用者:福建佰源智能装备股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!