基于脉冲整形的激光直接制造成形316L薄壁件的加工方法
本发明涉及设计金属粉末激光直接制造成形技术,具体涉及基于脉冲整形的激光直接制造成形316l薄壁件的加工方法。
背景技术:
1、316l奥氏体不锈钢具有优异的耐腐蚀性能,尤其是具有优异的耐点蚀性能、优秀的加工硬化性、优秀的高温强度以及优秀的抗氧化性,因此被广泛应用于海水里用设备、理疗植入物、石油钻井平台和核电站等领域。
2、316l奥氏体不锈钢传统的加工方法为铸造、锻造及机械加工。其中,铸造法具有适用性广、成本低的优点,可以制造任意形状及尺寸的零部件,但是成型件的质量较差,零件内部存在缺陷,难以满足复杂薄壁件的精度要求;锻造法是通过挤压材料,使材料发生塑性变形来得到薄壁件的方法,其成形精度较高,生产效率高并且成形零件的力学性能优良,但是存在很难锻造复杂薄壁件的问题;机械加工可以快速、精确的将薄壁件加工出来,但是在加工过程中会由于受热、振动及受力等导致薄壁零件变形,无法满足达到薄壁件的精度要求。
3、为了解决上述技术问题,现有技术提出了一种新兴、先进的表面改性技术,即激光直接制造技术,激光直接制造技术具有激光能量密度高、加工不受零件结构限制与冷却速度快的特点,可以有效解决热加工过程中的热变形和热疲劳带来的不利影响,还可以直接成形结构致密、冶金结合的复杂金属零件,目前已被广泛应用于工业制造领域。
4、然而,在激光直接制造成形316l薄壁件的过程中,薄壁零件经常出现薄壁结构塌陷、变形和拉伸强度低等问题,是影响其普及应用的最大障碍。而发明人发现,导致这些问题的最根本原因在于激光直接制造成形316l薄壁件的成形机理不够明晰,缺少实用的316l激光直接制造成形工艺研究,因此,研究一种采用激光直接制造成形方法制造出316l薄壁件的加工工艺,解决激光直接制造成形316l薄壁件的技术难题具有非常重要的意义。
5、为此,本发明提供基于脉冲整形的激光直接制造成形316l薄壁件的加工方法。
技术实现思路
1、针对上述316l薄壁件激光直接制造成形过程中,薄壁零件经常出现薄壁结构塌陷、变形和拉伸强度低等问题,本发明目的是提供一种成形质量好、拉伸强度高、材料利用率高、缩短制造周期及降低加工成本的基于脉冲整形的激光直接制造成形316l薄壁件的加工方法。
2、本发明的基于脉冲整形的激光直接制造成形316l薄壁件的加工方法是通过以下技术方案实现的:
3、一种基于脉冲整形的激光直接制造成形316l薄壁件的加工方法,包括以下步骤:
4、步骤1,根据预期316l薄壁件的长度和宽度,确定进行激光直接制造成形处理的加工工艺参数范围;
5、所述加工工艺参数包括激光功率、扫描速度、送粉速率、光斑直径和z轴提升量;
6、其中,所述激光直接制造成形处理时,激光脉冲波形为斜坡上升和斜坡下降中的一种或两种的混合波形;
7、步骤2,以步骤1确定的加工工艺参数进行工艺实验,确定达到稳定状态时的沉积层数n和沉积高度h;
8、步骤3,根据预期316l薄壁件的高度h,确定总沉积层数n;
9、其中,
10、步骤4,以步骤1至步骤3确定的各个工艺参数进行激光直接制造成形处理。
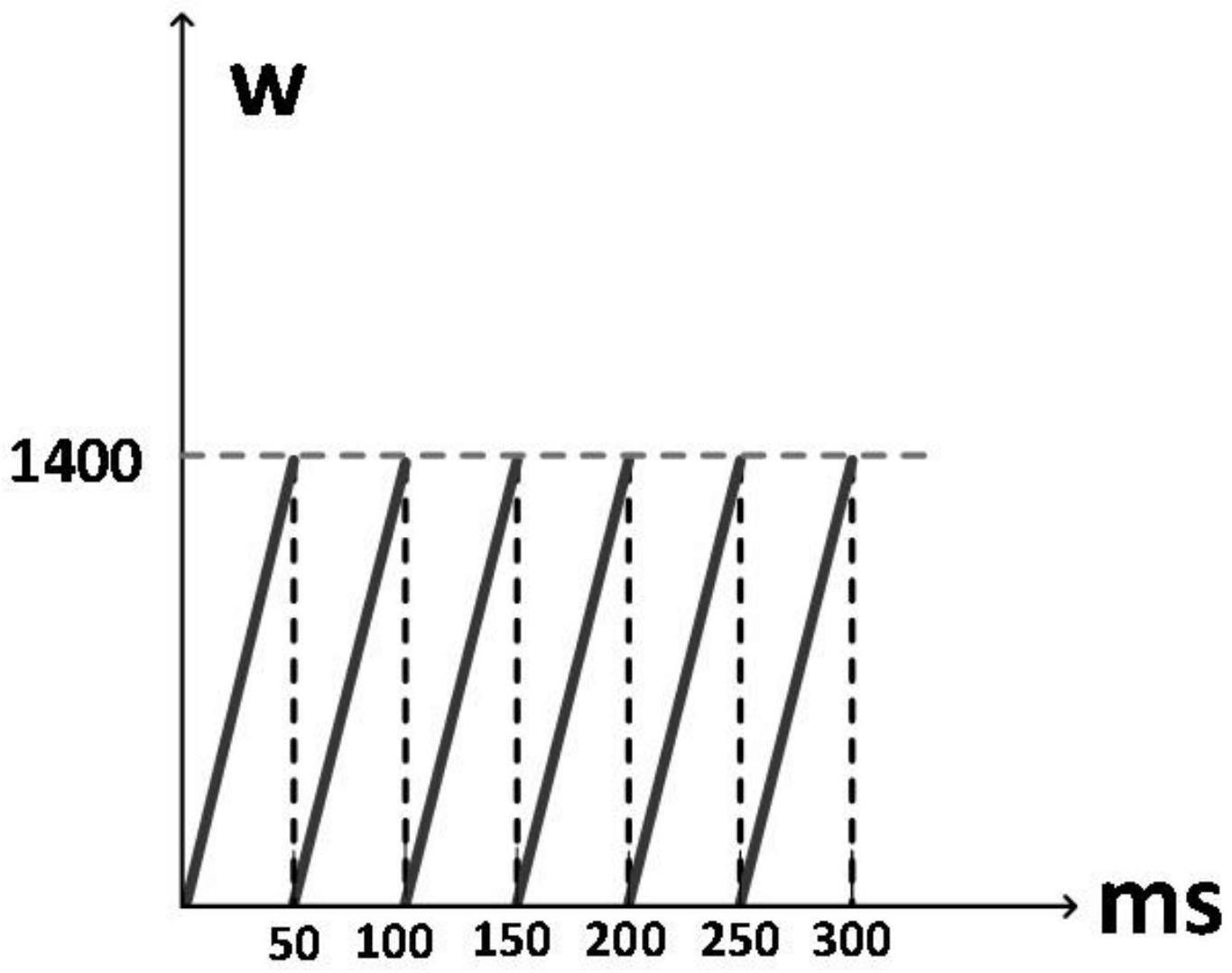
11、进一步地,当激光脉冲波形为斜坡上升时,以每0~50ms作为一个周期,且在每一个周期内,将激光功率从0w呈线性趋势逐渐升至1200~1600w,通过周期循环往复,进行激光直接制造成形,直至薄壁件制造成形结束。
12、进一步地,当激光脉冲波形为斜坡下降时,以每0~50ms作为一个周期,且在每一个周期内,将激光功率从1200~1600w呈线性趋势逐渐降低到0w,通过周期循环往复,进行激光直接制造成形,直至薄壁件制造成形结束。
13、进一步地,当激光脉冲波形为斜坡上升和斜坡下降的混合波形时,以每0~50ms作为一个周期,且在每一个周期内,前半个周期将激光功率从0w呈线性趋势逐渐升至1200~1600w,并在后半个周期将激光功率由1200~1600w呈线性趋势逐渐降至0w,通过周期循环往复,进行激光直接制造成形,直至薄壁件制造成形结束;或
14、以每0~50ms作为一个周期,且在每一个周期内,前半个周期将激光功率从1200~1600w呈线性趋势逐渐降低到0w,并在后半个周期将激光功率从0w呈线性趋势逐渐升至1200~1600w,通过周期循环往复,进行激光直接制造成形,直至薄壁件制造成形结束。
15、进一步地,所述激光直接制造成形处理的激光功率为1200~1600w、扫描速度为4~8mm/s、送粉速率为3g~6g/min、光斑直径为2.5~5mm、z轴提升量为0.15mm~0.25mm。
16、本发明与现有技术相比,具有以下有益效果:
17、本发明提出新的激光加工波形,是采用脉冲整形的方式改变激光能量输入,即把常用的连续、矩形脉冲激光波形进行脉冲整形,变为激光功率斜坡上升、斜坡下降、混合斜坡的激光波形,优化激光能量输入密度。
18、本发明方法主要是确定316l薄壁件的基本加工工艺参数,提出新的激光加工波形及提升薄壁件拉伸性能的方法;基本解决了薄壁件成形支撑强度差、变形、拉伸强度差等问题,并且经过拉伸、组织观察力学性能实验,发现采用本发明的成形工艺制造出的316l薄壁件拉伸强度显著提升,同时极大地细化了薄壁件内部的组织晶粒,其晶粒状态为力学性能较高的贯穿树枝晶,增强了显微硬度,其力学性能指标已经达到甚至超过了316l锻造薄壁件的水平。
19、本发明利用提出新的激光加工波形进行激光直接制造成形316l薄壁件,成形薄壁件无需后续热处理,便可实现拉伸强度的同步提升,并且熔覆过程不产生废水、废气,未熔的金属粉末可回收再使用,提高了材料的利用率,缩短了制造周期,降低相关制造成本。
20、且本发明的加工方法能够经数控编程,再由计算机控制其整个加工过程,实现激光直接制造一次性成形。
21、且通过本发明方法能够实现薄壁件无模近终形制造,同步提升拉伸强度,成形效率高,使得制备的薄壁件成形质量高,性能优越。
技术特征:
1.一种基于脉冲整形的激光直接制造成形316l薄壁件的加工方法,其特征在于,包括以下步骤:
2.如权利要求1所述的加工方法,其特征在于,当激光脉冲波形为斜坡上升时,以每0~50ms作为一个周期,且在每一个周期内,将激光功率从0w呈线性趋势逐渐升至1200~1600w,通过周期循环往复,进行激光直接制造成形,直至薄壁件制造成形结束。
3.如权利要求1所述的加工方法,其特征在于,当激光脉冲波形为斜坡下降时,以每0~50ms作为一个周期,且在每一个周期内,将激光功率从1200~1600w呈线性趋势逐渐降低到0w,通过周期循环往复,进行激光直接制造成形,直至薄壁件制造成形结束。
4.如权利要求1所述的加工方法,其特征在于,当激光脉冲波形为斜坡上升和斜坡下降的混合波形时,以每0~50ms作为一个周期,且在每一个周期内,前半个周期将激光功率从0w呈线性趋势逐渐升至1200~1600w,并在后半个周期将激光功率由1200~1600w呈线性趋势逐渐降至0w,通过周期循环往复,进行激光直接制造成形,直至薄壁件制造成形结束;或
5.如权利要求1所述的加工方法,其特征在于,所述激光直接制造成形处理的激光功率为1200~1600w、扫描速度为4~8mm/s、送粉速率为3~6g/min、光斑直径为2.5~5mm、z轴提升量为0.15~0.25mm。
技术总结
本发明属于金属粉末的激光直接制造成形技术,公开基于脉冲整形的激光直接制造成形316L薄壁件的加工方法,包括:根据预期316L薄壁件的长、宽度,确定进行激光直接制造成形处理的加工工艺参数范围;激光直接制造成形处理时,激光脉冲波形为斜坡上升和/或斜坡下降;以确定的加工工艺参数进行工艺实验,确定达到稳定状态时的沉积层数n和沉积高度h;根据预期316L薄壁件的高度H,确定总沉积层数N;其中,以上述步骤确定的各个工艺参数进行激光直接制造成形处理。本发明成形的薄壁件具有成形薄壁件质量高,成形精度高,拉伸强度高,支撑强度高,成本低,自动化程度高等优势。
技术研发人员:王鑫林,于瀚,蒋金坤,李响,赵衍钦,胡志强
受保护的技术使用者:大连交通大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!