一种钛合金切削用的PVD纳米多层涂层金属陶瓷及其制备方法与流程
本发明涉及金属陶瓷材料,尤其是一种钛合金切削用的pvd纳米多层涂层金属陶瓷及其制备方法。
背景技术:
1、钛合金具有比强度高、抗腐蚀性能好、断裂韧性优异等性能,被广泛运用于核电设备、冶金、航空航天等领域。但钛合金的切削加工性能较差,在加工过程中通常会存在切削温度高、工件表面出现振纹、刀具易粘刀及磨损过快等问题,从而影响表面加工质量。金属陶瓷兼具陶瓷的高硬度、高强度、高耐磨损和金属的韧性、良好导热性等优良的综合力学性能,成为钛合金切削刀具的理想候选材料。但该材料作为刀具最主要的问题是使用寿命较短。机械制造业对钛合金的加工质量和生产效率要求不断提高,金属陶瓷在提高刀具寿命和加工质量方面有着巨大的优势,所以对金属陶瓷进行分析和改进是必不可少的。craln涂层具有优良的抗高温氧化性能,可作为金属陶瓷刀具加工钛合金时延缓刀具损坏的保护屏障,但在高速切削时易出现剥落或脱离的现象,其单一的保护性能也难以达到制造出形状精度更高的钛合金的要求。
技术实现思路
1、针对当前钛合金切削用的金属陶瓷存在的涂层易剥落或脱离,刀具使用寿命短的问题,本发明提供一种钛合金切削用的pvd纳米多层涂层金属陶瓷及其制备方法。
2、本发明提供的钛合金切削用的pvd纳米多层涂层金属陶瓷,以ti7ta1/6w1/6mo2/3cn-crfeconial金属陶瓷作为基体,并在基体上制备两种不同涂层交替沉积的craln/tialn纳米多层复合涂层。
3、所述钛合金切削用的pvd纳米多层涂层金属陶瓷的制备方法,步骤如下:
4、s1、称取原料ti(c,n)、tac、mo2 c、wc、crfeconial粉末,各原料的质量百分比:58%ti(c,n)、6% tac、12% mo2 c、6% wc、18% crfeconial;所有原料混合后进行球磨。
5、s2、球磨后将卸载下来的混合浆料采用400目筛过滤,干燥后再次过筛,在过筛后的粉末中加入丁腈橡胶模压剂,再次干燥过筛。
6、s3、将过筛后的粉末压制成坯块,然后进行低压烧结,加压方式为氩气,烧结压力为5mpa,烧结温度为1440℃,得到ti7ta1/6w1/6mo2/3cn-crfeconial金属陶瓷基体。
7、s4、对ti7ta1/6w1/6mo2/3cn-crfeconial金属陶瓷基体表面进行清洁处理。
8、s5、将清洁处理后的ti7ta1/6w1/6mo2/3cn-crfeconial金属陶瓷基体装入涂层沉积室,先进行二次清洁,然后在基体表面交替制备craln和tialn涂层,在氩气保护气氛中冷却,即得到pvd纳米多层涂层金属陶瓷。
9、优选的是,步骤s1中,球磨过程使用硬质合金小球进行球磨,研磨介质为汽油,研磨速度为56r/min,球磨时间3d。
10、优选的是,步骤s3中,压制成坯块的方法是:将粉末装在压模内,通过压机将其加工成坯块,压制压力为100mpa,刀片型号为cnmg120408,强度条尺寸为6.5×5.25×20mm。
11、优选的是,步骤s4的清洁处理方法是:水磨砂纸研磨,抛光,乙醇超声波清洗表面污物,然后喷砂处理,烘干。
12、优选的是,步骤s5中,将基体装入涂层沉积室,保持基体和靶材之间的距离为15mm~50mm。二次清洁方法是:在真空度为5.0×10-3mpa时,利用氩离子轰击基体表面并进行60-80分钟的加热。在基体表面交替制备craln和tialn涂层的方法是:在450℃的氮气氩气氛围中利用纯度为99.99%、成分为cr50al50和ti50al50的溅射靶在金属陶瓷基体表面交替制备craln和tialn涂层,涂层总厚度为0.8~1.6μm。
13、与现有技术相比,本发明的有益之处在于:
14、(1)本发明结合第一性原理的计算,通过粉末冶金方法,向ti(c,n)基金属陶瓷中加入不同含量的mo、w、ta,选择不同成分的高熵合金作为粘结相,制备出了新型的ti7ta1/6w1/6mo2/3cn-crfeconial金属陶瓷基体。该金属陶瓷具有较高的断裂韧性和硬度,原因是高熵合金具有多主元素的高混合熵,这将导致缓慢的协同扩散和晶格畸变,显著抑制晶粒生长。
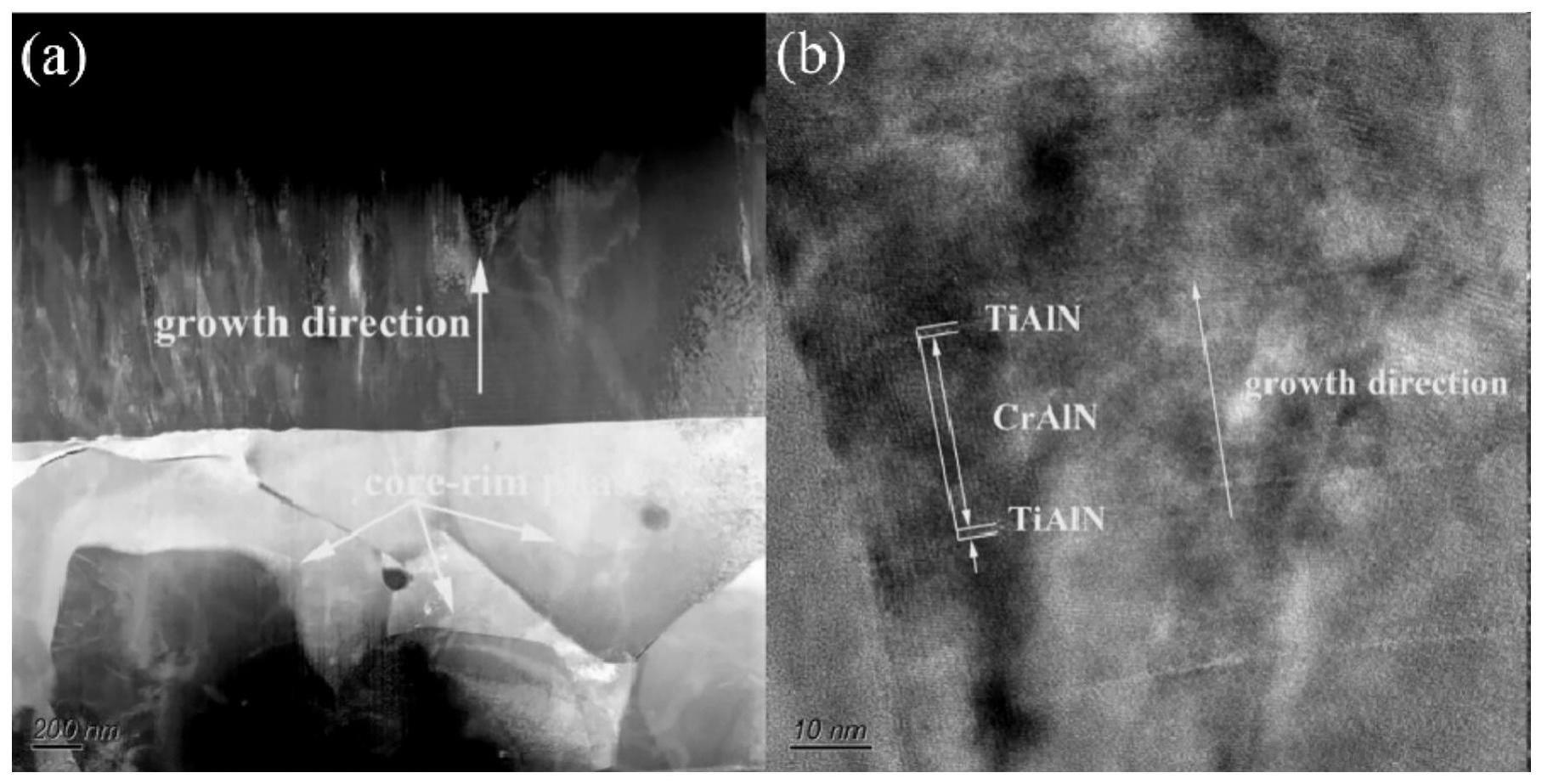
15、(2)本发明采用多层复合的结构设计方法,制备两种不同涂层交替沉积的craln/tialn纳米多层复合涂层;该涂层致密光滑、晶粒细小、具有典型的柱状结构,与ti7ta1/6w1/6mo2/3cn-crfeconia金属陶瓷基体匹配良好,craln与tialn的界面处呈现共格外延生长,形成的共格界面会阻碍位错运动,从而使涂层发生强化效应,具有较高结合力,可有效延长刀具的使用寿命。
16、(3)以ti7ta1/6w1/6mo2/3cn-crfeconial金属陶瓷作为基体,其表面生长的craln/tialn涂层表面粗糙度小、表面质量好,在800℃摩擦过程中,涂层上的颗粒较难脱落,表现出优异的高温摩擦性能。
17、本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种钛合金切削用的pvd纳米多层涂层金属陶瓷,其特征在于,以ti7ta1/6w1/6mo2/3cn-crfeconial金属陶瓷作为基体,在基体上制备两种不同涂层交替沉积的craln/tialn纳米多层复合涂层。
2.一种如权利要求1所述的钛合金切削用的pvd纳米多层涂层金属陶瓷的制备方法,其特征在于,步骤如下:
3.如权利要求2所述的钛合金切削用的pvd纳米多层涂层金属陶瓷的制备方法,其特征在于,步骤s1中,各原料组分的质量百分比如下:
4.如权利要求2所述的钛合金切削用的pvd纳米多层涂层金属陶瓷的制备方法,其特征在于,步骤s1中,球磨过程使用硬质合金小球进行球磨,研磨介质为汽油,研磨速度为56r/min,球磨时间3d。
5.如权利要求1所述的钛合金切削用的pvd纳米多层涂层金属陶瓷的制备方法,其特征在于,步骤s2中,采用400目筛过滤混合料浆。
6.如权利要求2所述的钛合金切削用的pvd纳米多层涂层金属陶瓷的制备方法,其特征在于,步骤s3中,压制成坯块的方法是:将粉末装在压模内,通过压机将其加工成坯块,压制压力为100mpa,刀片型号为cnmg120408,强度条尺寸为6.5×5.25×20mm。
7.如权利要求1所述的钛合金切削用的pvd纳米多层涂层金属陶瓷的制备方法,其特征在于,步骤s4的清洁处理方法是:水磨砂纸研磨,抛光,乙醇超声波清洗表面污物,然后喷砂处理,烘干。
8.如权利要求2所述的钛合金切削用的pvd纳米多层涂层金属陶瓷的制备方法,其特征在于,步骤s5中,将ti7ta1/6w1/6mo2/3cn-crfeconial金属陶瓷基体装入涂层沉积室,保持基体和靶材之间的距离为15mm~50mm。
9.如权利要求8所述的钛合金切削用的pvd纳米多层涂层金属陶瓷的制备方法,其特征在于,步骤s5中,二次清洁方法是:在真空度为5.0×10-3mpa时,利用氩离子轰击基体表面并进行60-80分钟的加热。
10.如权利要求9所述的钛合金切削用的pvd纳米多层涂层金属陶瓷的制备方法,其特征在于,步骤s5中,在基体表面交替制备craln和tialn涂层的方法是:在450℃的氮气氩气氛围中利用纯度为99.99%、成分为cr50al50和ti50al50的溅射靶在金属陶瓷基体表面交替制备craln和tialn涂层,涂层总厚度为0.8~1.6μm。
技术总结
本发明公开了一种钛合金切削用的PVD纳米多层涂层金属陶瓷,其制备方法步骤如下:S1、称取原料Ti(C,N)、TaC、Mo<subgt;2</subgt;C、WC、CrFeCoNiAl粉末,混合后进行球磨;S2、将混合浆料过滤,干燥后再次过筛,在过筛后的粉末中加入丁腈橡胶模压剂,再次干燥过筛;S3、将过筛后的粉末压制成坯块,然后低压烧结,烧结温度1440℃,得到Ti<subgt;7</subgt;Ta<subgt;1/6</subgt;W<subgt;1/6</subgt;Mo<subgt;2/3</subgt;CN‑CrFeCoNiAl金属陶瓷基体;S4、对Ti<subgt;7</subgt;Ta<subgt;1/6</subgt;W<subgt;1/6</subgt;Mo<subgt;2/3</subgt;CN‑CrFeCoNiAl金属陶瓷基体表面进行清洁处理;S5、将基体装入涂层沉积室,先进行二次清洁,然后在基体表面交替制备CrAlN和TiAlN涂层,冷却,即得到PVD纳米多层涂层金属陶瓷。该涂层刀具晶粒细小致密,表面纳米硬度和结合力均较高,并具有优异的高温摩擦性能,有效延长了钛合金切削刀具的使用寿命。
技术研发人员:恽剑,熊计
受保护的技术使用者:深圳市海洲数控机械刀具有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!