一种基于刚柔耦合的高精度磨削误差补偿系统及控制方法
本发明属于超精密加工,尤其涉及一种基于刚柔耦合的高精度磨削误差补偿系统及控制方法。
背景技术:
1、本部分的陈述仅仅是提供了与本发明相关的背景技术信息,不必然构成在先技术。
2、根据大型薄壁回转体零部件的超精密磨抛加工需求,磨床在磨削加工过程中由于机械振动、夹具间隙等因素的影响,导致磨削表面精度较差,难以满足超精密磨削加工精度需求,同时还有许多常见的刀具磨损,导致机床进给误差较大,也会大大影响工件表面的加工精度,这导致机床难以有效的控制刀具实际磨削力和磨削进给量。
3、目前现有磨削系统中加工效率低,砂轮在转动过程中由于振动、受热等因素导致与工件之间受力不均匀,长时间的受力不均匀容易影响工件表面的精度;现在技术的改进是将机床控制系统进行误差补偿,但是由于零部件加工产生的振动信息具有随机性,导致机床控制补偿系统也难以弥补非线性因素所造成的影响,难以提高加工精度。
技术实现思路
1、为克服上述现有技术的不足,本发明提供了一种基于刚柔耦合的高精度磨削误差补偿系统,系统结构设计合理,作业质量好,作业可靠,满足了高精度磨削误差补偿系统及控制系统的要求。
2、为实现上述目的,本发明的一个或多个实施例提供了如下技术方案:
3、第一方面,公开了一种基于刚柔耦合的高精度磨削误差补偿系统,包括:
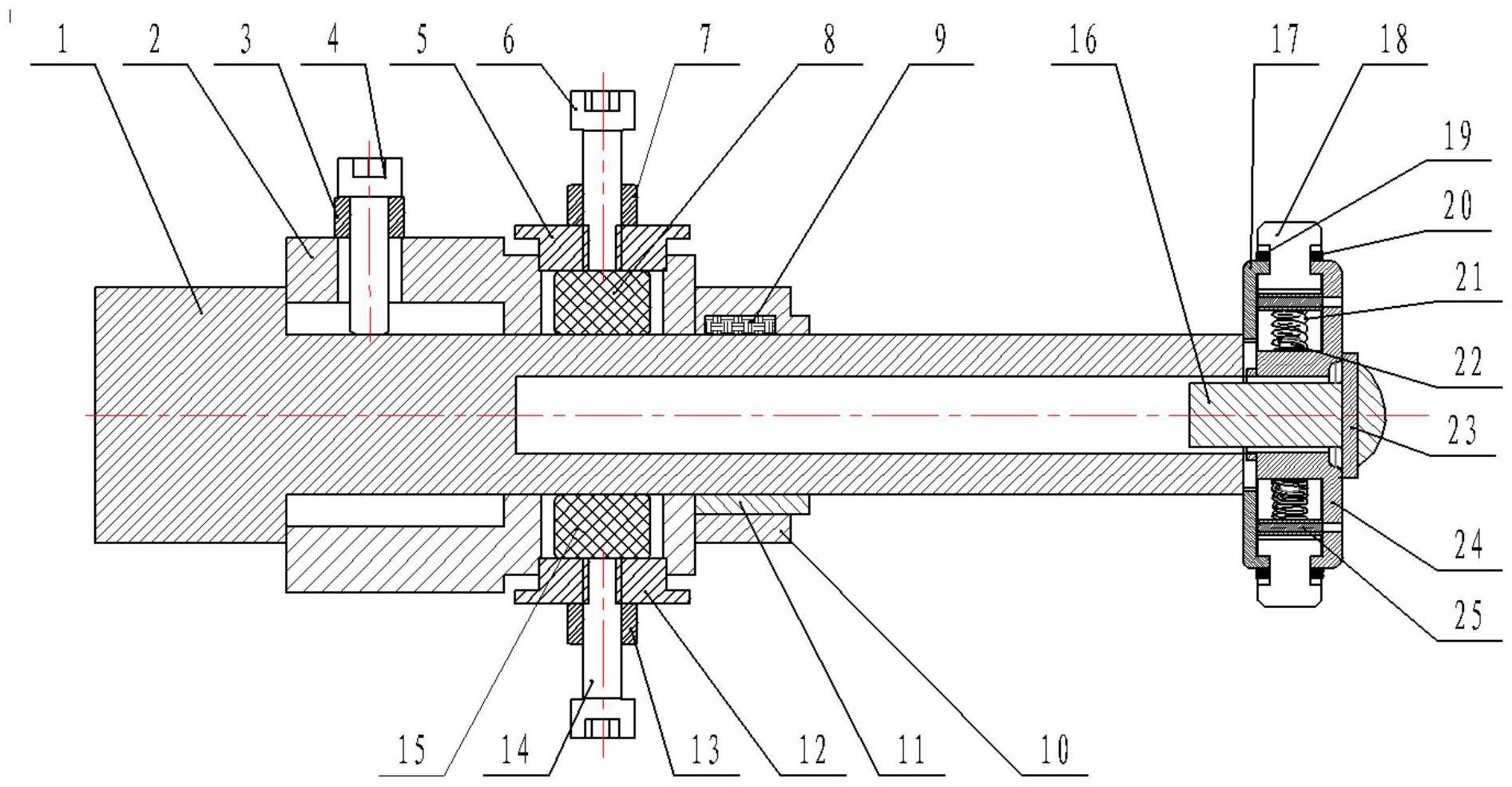
4、第一压电堆栈、第二压电堆栈、第一压电调节丝杆、第二压电调节丝杆、信号测量单元及控制系统;
5、所述第一压电堆栈、第二压电堆栈相对刀杆对称安装,且与刀杆上的平面接触;
6、所述第一压电调节丝杆用于调节第一压电堆栈与刀杆之间的初始接触力,第二压电调节丝杆用于调节第二压电堆栈与刀杆之间的初始接触力;
7、在调节初始接触力之后所述信号测量单元采集第一压电堆栈、第二压电堆栈配合使用过程中产生的不同的激振信号并传输给控制系统,所述控制系统控制所述第一压电堆栈、所述第二压电堆栈的工作状态以进行振动抑制。
8、作为进一步的技术方案,还包括轴套,所述轴套固定在所述刀杆上,且轴套与刀杆轴肩位置对齐。
9、作为进一步的技术方案,所述第一压电堆栈通过压电端盖安装在轴套的其中一个安装孔内;利用第一调节螺母固定第一压电调节丝杆的位置。
10、作为进一步的技术方案,所述第二压电堆栈通过压电端盖安装在轴套的其中另一个安装孔内,利用第二调节螺母固定第二压电调节丝杆的位置。
11、作为进一步的技术方案,还包括传感器卡扣,所述信号测量单元为加速度传感器,所述传感器卡扣将加速度传感器安装在刀杆上,且与轴套端部对齐,将传感器保护垫安装在传感器卡扣内部,限制加速度传感器各个方向的自由度,用于采集加速度。
12、作为进一步的技术方案,还包括砂轮组合体结构,所述砂轮组合体结构包括夹紧结构及组合式砂轮模块,所述夹紧结构由砂轮内圈和砂轮外圈组成,所述组合式砂轮模块与砂轮外圈中的限位销轴配合在一起圆周分布在所述夹紧结构中。
13、作为进一步的技术方案,所述砂轮组合体结构还包括内部缓冲垫和外部缓冲垫;
14、所述内部缓冲垫和外部缓冲垫安装在组合式砂轮模块两侧的砂轮内圈和砂轮外圈中。
15、作为进一步的技术方案,所述砂轮组合体结构还包括多组弹簧定位销、压力补偿弹簧,多组弹簧定位销均匀安装在砂轮外圈芯轴位置;
16、压力补偿弹簧一端均匀安装在弹簧定位销上,另一端与组合式砂轮模块内部的定位空对齐安装,实现组合式砂轮模块根据磨削力的大小上下调整。
17、作为进一步的技术方案,还包括固定机构,所述固定机构包括紧固螺栓及防松垫圈,紧固螺栓与防松垫圈配合使用,将砂轮组合体结构固定在刀杆前端位置,确保砂轮组合体结构能够与刀杆紧固配合在一起,确保砂轮结构的稳定。
18、第二方面,公开了一种基于刚柔耦合的高精度磨削误差补偿方法,包括:
19、调节第一压电堆栈与刀杆之间的初始接触力,调节第二压电堆栈与刀杆之间的初始接触力;
20、在调节初始接触力之后所述信号测量单元采集第一压电堆栈、第二压电堆栈配合使用产生的不同的激振信号并传输给控制系统,所述控制系统控制所述第一压电堆栈、所述第二压电堆栈的工作状态以进行振动抑制。
21、以上一个或多个技术方案存在以下有益效果:
22、本发明解决现有技术中缺乏相应的振动抑制与应的刚柔耦合砂轮结构组合体的问题,不但可以实现振动抑制,还可以自动利用刚柔耦合结构完成磨削误差补偿,提高了磨削精度和生产效率。实现了对的大型薄壁回转体零部件的超精密磨削加工过程高精度磨削误差补偿目的。
23、本发明结构设计合理,作业质量好,作业可靠,通用化程度高,完全满足了大型薄壁回转体零部件的超精密磨削加工过程对高精度磨削误差补偿系统及控制方法的要求。
24、本发明附加方面的优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种基于刚柔耦合的高精度磨削误差补偿系统,其特征是,包括:
2.如权利要求1所述的一种基于刚柔耦合的高精度磨削误差补偿系统,其特征是,还包括轴套,所述轴套固定在所述刀杆上,且轴套与刀杆轴肩位置对齐。
3.如权利要求1所述的一种基于刚柔耦合的高精度磨削误差补偿系统,其特征是,所述第一压电堆栈通过压电端盖安装在轴套的其中一个安装孔内;利用第一调节螺母用于固定第一压电调节丝杆的位置。
4.如权利要求1所述的一种基于刚柔耦合的高精度磨削误差补偿系统,其特征是,所述第二压电堆栈通过压电端盖安装在轴套的其中另一个安装孔内,利用第二调节螺母固定第二压电调节丝杆的位置。
5.如权利要求1所述的一种基于刚柔耦合的高精度磨削误差补偿系统,其特征是,还包括传感器卡扣,所述信号测量单元为加速度传感器,所述传感器卡扣将加速度传感器安装在刀杆上,且与轴套端部对齐,将传感器保护垫安装在传感器卡扣内部,限制加速度传感器各个方向的自由度,用于采集加速度。
6.如权利要求1所述的一种基于刚柔耦合的高精度磨削误差补偿系统,其特征是,还包括砂轮组合体结构,所述砂轮组合体结构包括夹紧结构及组合式砂轮模块,所述夹紧结构由砂轮内圈和砂轮外圈组成,所述组合式砂轮模块与砂轮外圈中的限位销轴配合在一起圆周分布在所述夹紧结构中。
7.如权利要求1所述的一种基于刚柔耦合的高精度磨削误差补偿系统,其特征是,所述砂轮组合体结构还包括内部缓冲垫和外部缓冲垫;
8.如权利要求1所述的一种基于刚柔耦合的高精度磨削误差补偿系统,其特征是,所述砂轮组合体结构还包括多组弹簧定位销、压力补偿弹簧,多组弹簧定位销均匀安装在砂轮外圈芯轴位置;
9.如权利要求1所述的一种基于刚柔耦合的高精度磨削误差补偿系统,其特征是,还包括固定机构,所述固定机构包括紧固螺栓及防松垫圈,紧固螺栓与防松垫圈配合使用,将砂轮组合体结构固定在刀杆前端位置,确保砂轮组合体结构能够与刀杆紧固配合在一起,确保砂轮结构的稳定。
10.一种基于刚柔耦合的高精度磨削误差补偿方法,其特征是,包括:
技术总结
本发明提出了一种基于刚柔耦合的高精度磨削误差补偿系统及控制方法,包括:第一压电堆栈、第二压电堆栈、第一压电调节丝杆、第二压电调节丝杆、信号测量单元及控制系统;所述第一压电堆栈、第二压电堆栈相对刀杆对称安装,且与刀杆上的平面接触;所述第一压电调节丝杆用于调节第一压电堆栈与刀杆之间的初始接触力,第二压电调节丝杆用于调节第二压电堆栈与刀杆之间的初始接触力;在调节初始接触力之后所述信号测量单元采集第一压电堆栈、第二压电堆栈配合使用产生的不同的激振信号并传输给控制系统,所述控制系统控制所述第一压电堆栈、所述第二压电堆栈的工作状态以进行振动抑制。
技术研发人员:周金华,巩庆涛,李康强,刘彭媛
受保护的技术使用者:山东大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!