一种淬火心轴及其制备方法与流程
本申请属于金属热处理,尤其涉及一种淬火心轴及其制备方法。
背景技术:
1、当对中小内花键类零件进行尺寸及圆度精确控制时,需要使用淬火心轴。
2、相关技术中的淬火心轴,通常在圆柱体表面沿轴向方向加工出若干流油槽,便于淬火时,淬火油沿着流油槽流动,提高零件的淬透性。但这种结构具有一定缺陷,流油槽之间的凸出部位,极易与内花键键槽相互干涉,影响到内花键淬火过程中的尺寸及圆度控制精度。内花键齿顶圆直径≤20mm时,尚无相对合理的淬火心轴工装,用于辅助提高内花键淬火变形。
技术实现思路
1、为了解决相关技术中淬火心轴淬火冷却能力,常规淬火流油槽与内花键相干导致的内花键胀形效果下降的问题,本发明提供一种淬火心轴及其制备方法,所述技术方案如下:
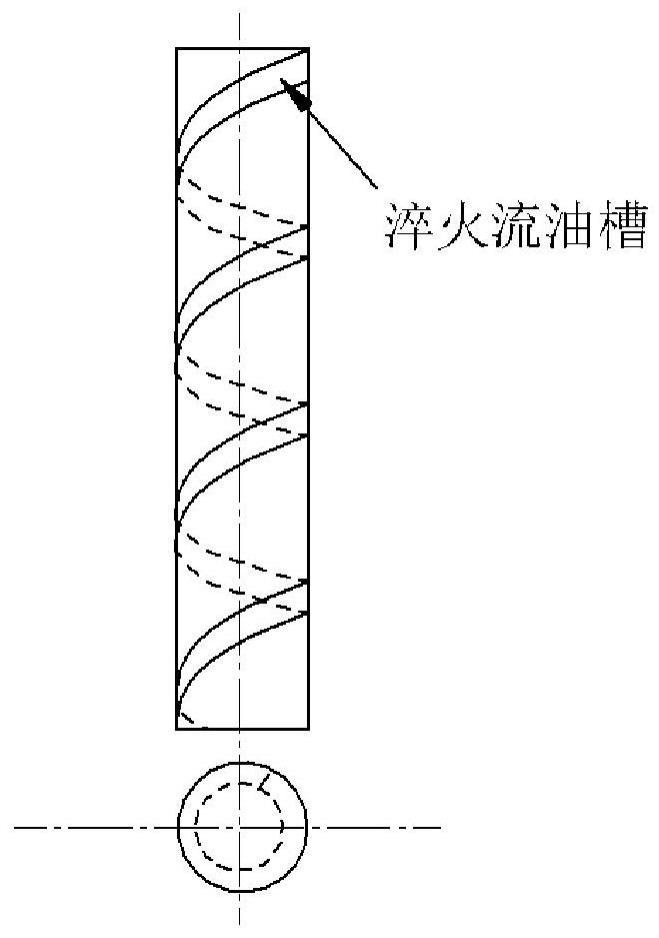
2、第一方面,提供一种淬火心轴,所述淬火心轴表面设有螺旋流油槽。
3、可选地,所述淬火心轴为实心圆柱淬火芯轴。
4、可选地,所述淬火心轴为空心轴。
5、可选地,所述淬火心轴表面设有一个螺旋流油槽。
6、可选地,所述淬火心轴表面设有多个螺旋流油槽。
7、可选地,材质选取45#及40crnimo时,需要确保心轴完全淬透,并经过400~450℃的高温回火处理。
8、可选地,材质选取钛合金时,心轴需要在400~550℃温度进行退火处理。
9、其中,螺旋淬火心轴的轴向螺距≤内花键轴向长度。
10、第二方面,提供一种淬火心轴的制备方法,包括:
11、在实心圆柱淬火芯轴表面加工螺旋流油槽。
12、进一步地,所述方法还包括:
13、沿淬火芯轴的轴向方向将淬火芯轴钻通,形成空心轴的螺旋淬火心轴。
14、本发明提供的一种外侧带有螺旋流油槽的淬火心轴,既保证淬火时具有良好的淬火冷却能力,又可防止常规淬火流油槽与内花键相干导致的内花键胀形效果下降。
技术特征:
1.一种淬火心轴,其特征在于,所述淬火心轴表面设有螺旋流油槽。
2.根据权利要求1所述的淬火心轴,其特征在于,所述淬火心轴为实心圆柱淬火芯轴。
3.根据权利要求1所述的淬火心轴,其特征在于,所述淬火心轴为空心轴。
4.根据权利要求1所述的淬火心轴,其特征在于,所述淬火心轴表面设有一个螺旋流油槽。
5.根据权利要求1所述的淬火心轴,其特征在于,所述淬火心轴表面设有多个螺旋流油槽。
6.根据权利要求1所述的淬火心轴,其特征在于,材质选取45#及40crnimo时,需要确保心轴完全淬透,并经过400~450℃的高温回火处理。
7.根据权利要求1所述的淬火心轴,其特征在于,材质选取钛合金时,心轴需要在400~550℃温度进行退火处理。
8.根据权利要求1所述的淬火心轴,其特征在于,螺旋淬火心轴的轴向螺距≤内花键轴向长度。
9.一种淬火心轴的制备方法,其特征在于,包括:
10.根据权利要求9所述的方法,其特征在于,所述方法还包括:
技术总结
本申请提供一种淬火心轴及其制备方法,属于金属热处理技术领域,本申请在实心圆柱淬火心轴表面,加工螺旋结构的淬火流油槽。淬火流油槽可加工一个,也可根据生产实践,加工多个淬火流油槽。为提高螺旋结构淬火心轴高温热稳定性,材质选取45#及40CrNiMo时,需淬火后,进行400~450℃的高温回火处理;材质选取钛合金时,心轴需要进行400~550℃退火处理。为提高内花键淬火校形效果,螺旋结构淬火心轴的轴向螺距≤内花键轴向长度。通过使用螺旋结构淬火心轴,既保证淬火时零件内花键部位具有一定的淬火冷却一致性,又可防止常规淬火流油槽与内花键相干、导致内花键淬火变形超差的问题。
技术研发人员:孙振淋,张宇慧,张琼,钱钰,吴彦芬
受保护的技术使用者:中国航发哈尔滨东安发动机有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!