一种钨铼合金棒及其制备方法与流程
本发明涉及粉末冶金,具体涉及一种钨铼合金棒及其制备方法。
背景技术:
1、目前,搅拌摩擦焊技术(friction stir welding,fsw)是一种在材料接合处通过施加旋转和压力来产生热量和塑性变形,从而实现固态焊接的新型固相连接技术,并凭借其焊缝均匀、强度高、残余应力小和节能环保等优势被广泛应用于航空航天、汽车制造、铁路交通等尖端领域。搅拌头作为搅拌摩擦焊的核心部件,需要在高温、高应力和高黏性流变等复杂严峻的工况下服役,容易产生磨损、变形、断裂等问题,从而大大降低其使用寿命。在搅拌摩擦焊接铝、镁等低熔点金属时,通常采用具有高硬度、高耐磨性和低成本优势的工具钢和模具钢作为搅拌头材料。而针对不锈钢、钛合金等高熔点、高强度材料,则通常采用钨基合金难熔金属、氮化硼陶瓷材料等用作搅拌头。其中,钨铼合金凭借其优异的高温强度、塑性和较好的抗疲劳和抗热震性能,是一种理想的搅拌摩擦焊接高熔点金属的搅拌头材料,备受关注。
2、现有技术中有采用三维/双运动混料机对一定比例的钨粉、铼粉、碳化锆和/或碳化铪进行混合,通过高温烧结和热等静压处理后得到高致密度(致密度≥99%)钨铼合金搅拌头材料,虽然该方法制备的材料致密度高,但成分均匀性较差,且热等静压方式生产效率低,成本高,不适于工业化生产。
技术实现思路
1、本发明公开了一种钨铼合金棒及其制备方法,以解决现有技术的上述以及其他潜在问题中任一问题。
2、为达到上述目的,本发明的技术方案是:一种钨铼合金棒,该钨铼合金棒的各个组分的质量百分比为:钨70-94%、铼5-25%和碳化钨1-5%。
3、进一步,所述碳化钨为掺杂碳粉原位生成的纳米颗粒,颗粒尺寸为300-500nm。
4、本发明的另一目的是提供一种制备上述的钨铼合金棒的制备方法,所述制备方法依次包括以下步骤:
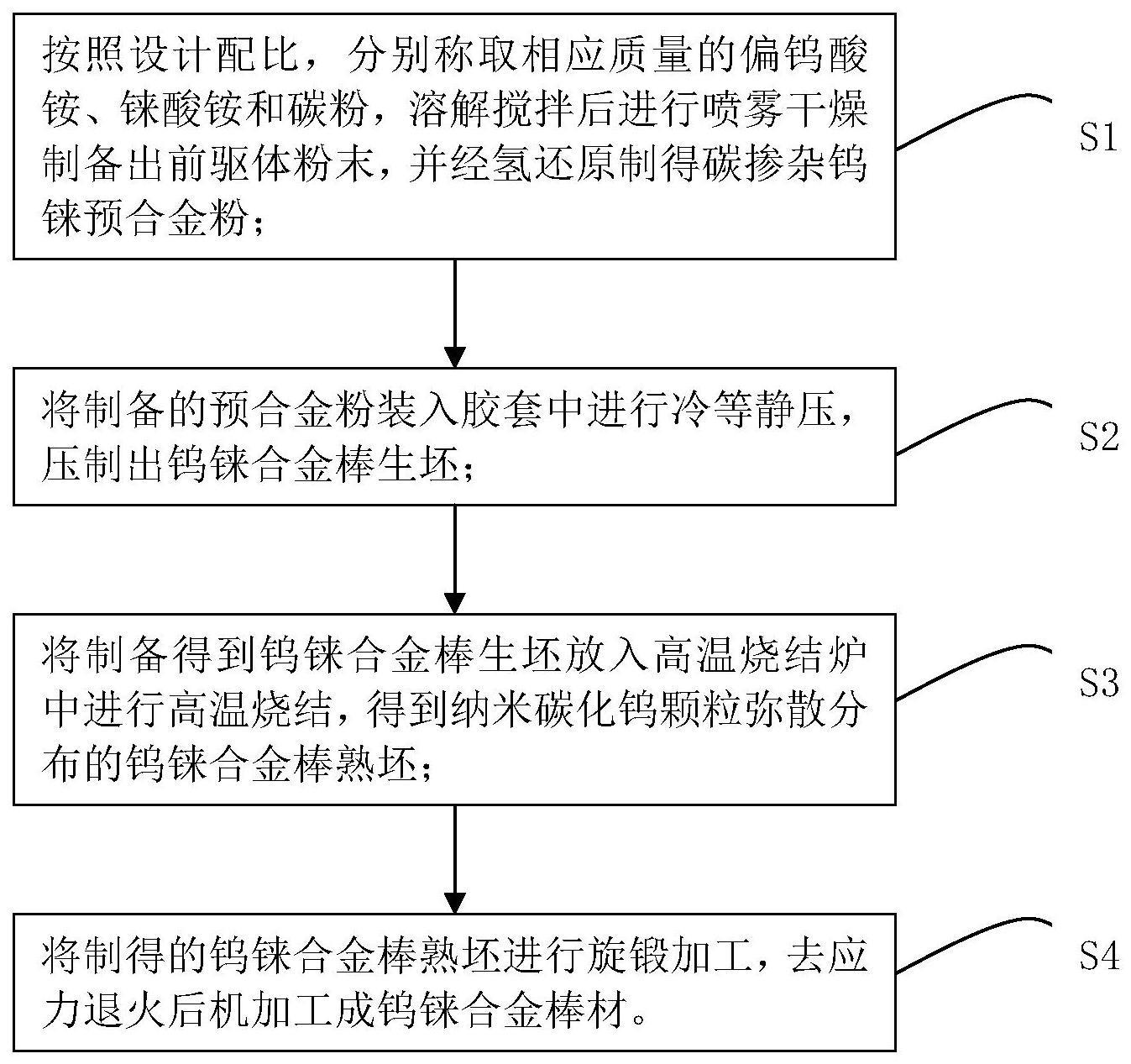
5、s1)按照设计配比,分别称取相应质量的偏钨酸铵、铼酸铵和碳粉,溶解搅拌后进行喷雾干燥制备出前驱体粉末,并经氢还原制得碳掺杂钨铼预合金粉;
6、s2)将s1)制备的预合金粉装入胶套中进行冷等静压,压制出钨铼合金棒生坯;
7、s3)将s2)制备得到钨铼合金棒生坯放入高温烧结炉中进行高温烧结,得到纳米碳化钨颗粒弥散分布的钨铼合金棒熟坯;
8、s4)将s3)制得的钨铼合金棒熟坯进行旋锻加工,去应力退火后机加工成钨铼合金棒材。
9、进一步,所述s1)中的具体工艺为:
10、s1.1)将称取相应质量的偏钨酸铵、铼酸铵和碳粉置于装有去离子水的搅拌釜当中,进行油浴加热搅拌,得到均匀的悬浊液;
11、s1.2)将悬浊液送入喷雾干燥设备中进行喷雾干燥制备出前驱体粉末;
12、s1.3)将前驱体粉末平铺于钨舟中进行氢还原,随炉冷却后得到碳掺杂钨铼预合金粉。
13、进一步,所述s1.2)中的进风温度220-250℃,进料速率5-8l/min;
14、所述s1.3)中的氢还原参数为:先在350-450℃下保温1.5-2.5h,再升温到900-1000℃下保温1.5-2.5h h,氢气流量维持在5l/min。
15、进一步,所述s2)中的冷等静压参数为:冷等静压压力230-280mpa,保压时间5-10min。
16、进一步,所述s3)中的高温烧结参数为:烧结温度2200-2350℃,保温时间5-8h,流动氢气烧结气氛。
17、进一步,所述s4)中的旋锻加工需先将钨铼合金棒熟坯在1450-1600℃下加热0.5-1.5h后立即拿出进行旋锻,棒材总变形量控制在50-60%。
18、一种搅拌摩擦焊搅拌头,其特征在于,所述搅拌摩擦焊搅拌头采用上述的钨铼合金棒制成。
19、进一步,所述搅拌摩擦焊搅拌头的致密度大于99%,耐磨性提高了一倍。
20、本发明的有益效果是:由于采用上述技术方案本发明方法制备得到钨铼合金棒组织结构均匀、致密度高、强度和耐磨性能优异。通过在钨铼合金基体中原位引入纳米级碳化钨弥散相起到细晶强化的作用,且界面结合处形成的w-c化学键也可以进一步提高强化效果;碳化钨作为一种硬质合金相,其优异的耐磨属性也将极大的提升搅拌头的耐磨性,有利于降低搅拌头材料磨损率,提高使用寿命;本发明采用湿化学方式制备钨铼预合金粉,有效的提升了钨铼合金的成分均匀性;和热等静压、热压、放电等离子等特种烧结方式相比,本发明采用传统的高温烧结和旋锻加工方式制备钨铼棒材,工艺简单,成本低,适合工业化生产,具有更好的实用性和经济性。
技术特征:
1.一种钨铼合金棒,其特征在于,所述钨铼合金棒的各个组分的质量百分比为:钨70-94%、铼5-25%和碳化钨1-5%。
2.根据权利要求1中所述的钨铼合金棒,其特征在于,所述碳化钨为掺杂碳粉原位生成的纳米颗粒,颗粒尺寸为300-500nm。
3.一种制备如权利要求1或2任意一项所述的钨铼合金棒的制备方法,其特征在于,所述制备方法依次包括以下步骤:
4.根据权利要求3所述的方法,其特征在于,所述s1)中的具体工艺为:
5.根据权利要求4所述的方法,其特征在于,所述s1.2)中的进风温度220-250℃,进料速率5-8l/min;
6.根据权利要求3所述的方法,其特征在于,所述s2)中的冷等静压参数为:冷等静压压力230-280mpa,保压时间5-10min。
7.根据权利要求3所述的方法,其特征在于,所述s3)中的高温烧结参数为:烧结温度2200-2350℃,保温时间5-8h,流动氢气烧结气氛。
8.根据权利要求3所述的方法,其特征在于,所述s4)中的旋锻加工需先将钨铼合金棒熟坯在1450-1600℃下加热0.5-1.5h后立即拿出进行旋锻,棒材总变形量控制在50-60%。
9.一种搅拌摩擦焊搅拌头,其特征在于,所述搅拌摩擦焊搅拌头采用如权利要求3-8任意一项所述的方法制成。
10.根据权利要求9所述的搅拌摩擦焊搅拌头,其特征在于,所述搅拌摩擦焊搅拌头的致密度大于99%,耐磨性提高了一倍。
技术总结
本发明涉及粉末冶金技术领域,具体涉及一种钨铼合金棒及其制备方法,该钨铼合金棒按质量百分比由如下组分组成:铼5‑25%,碳化钨1‑5%,余量为钨。制备方法依次包括:湿化学制备粉体、冷等静压成型、高温烧结、旋锻加工成型,得到搅拌摩擦焊搅拌头。本发明的有益效果是,通过在钨铼基体中原位引入纳米碳化钨相,起到弥散强化的作用,同时硬质合金碳化钨本征优异的耐磨属性也极大的提升了搅拌头的耐磨性和致密性;且本发明制备工艺简单,成本低,适合工业化生产。
技术研发人员:李诵斌,李阁平,吴俊杰,习瑶瑶,谌日葵,冯永山
受保护的技术使用者:江西铜业技术研究院有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!