自动化球面抛光设备抛光平面的方法与流程
本发明涉及光学抛光,尤其涉及一种自动化球面抛光设备抛光平面的方法。
背景技术:
1、抛光是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修形加工。
2、现有的自动化球面抛光设备是针对光学零件的球面进行全自动化抛光。现有的光学零件的平面的抛光主要采用胶板低抛、聚氨酯低抛,或者利用平面专用抛光程序和对应的小磨头工具、甚至更换专用平面抛光设备对光学零件的平面进行抛光。现有的抛光设备和方法导致加工效率低下,而且现在普遍使用的平面专用程序或者平面专用设备的价格非常昂贵。
技术实现思路
1、本发明提供一种自动化球面抛光设备抛光平面的方法,用以解决现有技术中抛光效率低且价格高的缺陷,实现采用自动化球面抛光设备实现光学零件的平面的自动化抛光,提高抛光效率,一机多用降低抛光成本。
2、本发明提供了一种自动化球面抛光设备抛光平面的方法,包括:
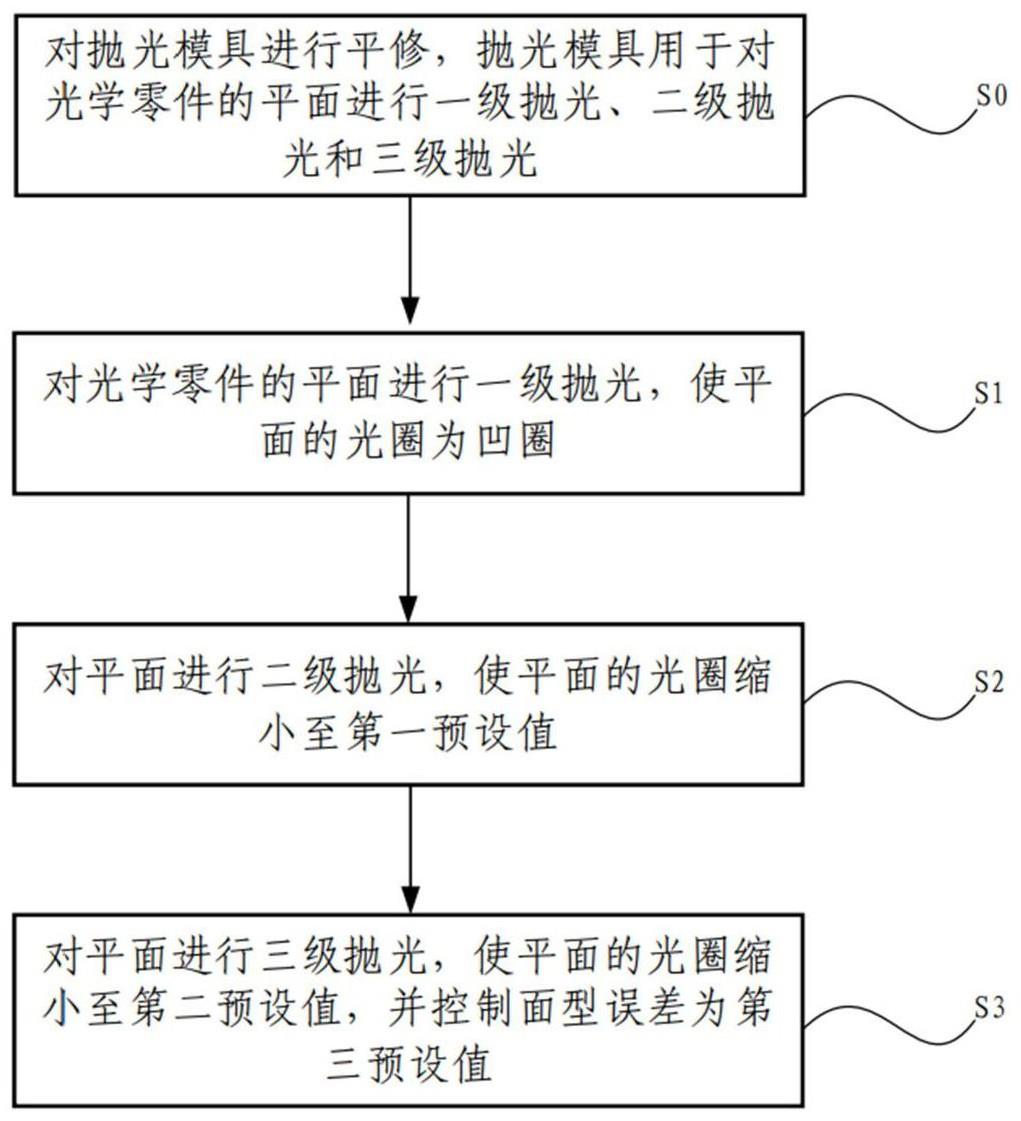
3、对光学零件的平面进行一级抛光,使所述平面的光圈为凹圈;
4、对所述平面进行二级抛光,使所述平面的光圈缩小至第一预设值;
5、对所述平面进行三级抛光,使所述平面的光圈缩小至第二预设值,并控制面型误差为第三预设值。
6、根据本发明提供的自动化球面抛光设备抛光平面的方法,在对光学零件的平面进行一级抛光之前,还包括:
7、对抛光模具进行平修,所述抛光模具用于对所述光学零件的平面进行所述一级抛光、所述二级抛光和所述三级抛光。
8、根据本发明提供的自动化球面抛光设备抛光平面的方法,所述一级抛光用于去除所述平面的精磨破坏层。
9、根据本发明提供的自动化球面抛光设备抛光平面的方法,所述一级抛光包括:
10、对所述光学零件施加第一力值;
11、控制所述抛光模具的转速与所述光学零件的转速均为第一转速值,且方向相同;
12、控制所述光学零件的角度偏置为0;
13、控制所述光学零件的摆动行程为第一行程值,摆动方向为第一方向往复运动,行程计数n次/min,n为正整数,开始抛光使所述平面的光圈小于10fr。
14、根据本发明提供的自动化球面抛光设备抛光平面的方法,所述二级抛光包括:
15、对所述光学零件施加第二力值,所述第二力值小于所述第一力值;
16、控制所述抛光模具的转速与所述光学零件的转速均为第二转速值,且方向不变,所述第二转速值小于所述第一转速值;
17、控制所述光学零件的角度偏置为0;
18、控制所述光学零件的摆动行程为第二行程值,摆动方向为第一方向往复运动,行程计数n次/min,n为正整数,所述第二行程值大于所述第一行程值,开始抛光使所述平面的光圈小于1fr。
19、根据本发明提供的自动化球面抛光设备抛光平面的方法,所述三级抛光包括:
20、对所述光学零件施加第三力值,所述第三力值小于所述第二力值;
21、控制所述抛光模具的转速与所述光学零件的转速均为所述第二转速值,且方向不变;
22、控制所述光学零件的角度偏置为0;
23、控制所述光学零件的摆动行程为第二行程值,摆动方向为第一方向往复运动,开始抛光使所述平面的光圈小于1fr大于-1fr,且面型误差小于1/4λ。
24、根据本发明提供的自动化球面抛光设备抛光平面的方法,所述对抛光模具进行平修,包括:
25、控制自动化球面抛光设备的研磨面的半径大于等于99999mm;
26、和/或,控制所述自动化球面抛光设备的工件形状为双凹。
27、根据本发明提供的自动化球面抛光设备抛光平面的方法,所述抛光模具为聚氨酯材质。
28、根据本发明提供的自动化球面抛光设备抛光平面的方法,所述光学零件的中心厚度与直径之比小于十分之一。
29、本发明提供的自动化球面抛光设备抛光平面的方法,通过采用自动化球面抛光设备对光学零件的平面依次进行一级抛光、二级抛光和三级抛光,达到逐步对光学零件平面的光圈进行缩小,最后达到符合要求的光圈值和面型误差值,提高平面的抛光效率,实现自动化球面抛光设备的一机多用降低成本,同时自动化球面抛光设备减少人工干预提高了平面抛光的精度。
技术特征:
1.一种自动化球面抛光设备抛光平面的方法,其特征在于,包括:
2.根据权利要求1所述的自动化球面抛光设备抛光平面的方法,其特征在于,在对光学零件的平面进行一级抛光之前,还包括:
3.根据权利要求1所述的自动化球面抛光设备抛光平面的方法,其特征在于,所述一级抛光用于去除所述平面的精磨破坏层。
4.根据权利要求2所述的自动化球面抛光设备抛光平面的方法,其特征在于,所述一级抛光包括:
5.根据权利要求4所述的自动化球面抛光设备抛光平面的方法,其特征在于,所述二级抛光包括:
6.根据权利要求5所述的自动化球面抛光设备抛光平面的方法,其特征在于,所述三级抛光包括:
7.根据权利要求2所述的自动化球面抛光设备抛光平面的方法,其特征在于,所述对抛光模具进行平修,包括:
8.根据权利要求2或7所述的自动化球面抛光设备抛光平面的方法,其特征在于,所述抛光模具为聚氨酯材质。
9.根据权利要求1所述的自动化球面抛光设备抛光平面的方法,其特征在于,所述光学零件的中心厚度与直径之比小于十分之一。
技术总结
本发明涉及抛光领域,提供一种自动化球面抛光设备抛光平面的方法,其中,自动化球面抛光设备抛光平面的方法,包括:对光学零件的平面进行一级抛光,使平面的光圈为凹圈;对平面进行二级抛光,使平面的光圈缩小至第一预设值;对平面进行三级抛光,使平面的光圈缩小至第二预设值,并控制面型误差为第三预设值。用以解决现有技术中抛光效率低且价格高的缺陷,本发明提供的自动化球面抛光设备抛光平面的方法,通过采用自动化球面抛光设备对光学零件的平面依次进行一级抛光、二级抛光和三级抛光,达到逐步对光学零件平面的光圈进行缩小,最后达到符合要求的光圈值和面型误差值,提高平面的抛光效率。
技术研发人员:周立博
受保护的技术使用者:北京创思工贸有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!