一种双金属锯背用钢热轧钢带及其制备方法与流程
本发明涉及热轧钢带加工,具体而言,涉及一种双金属锯背用钢热轧钢带及其制备方法。
背景技术:
1、双金属锯是将两种不同特征的钢材(背材为特种合金带,齿材为高速钢丝或硬质合金)通过焊接→铣齿→热处理等工艺加工而成的一种产品。由于其特别擅长切割不锈钢、工具钢、模具钢和合金钢材等,被广泛应用于机械、冶金、建筑、化工和电子等行业的锯切领域。在使用双金属锯锯切材料时,锯条受到周期性的拉伸、冲击、弯曲及扭转等复杂应力,因此对双金属锯背用钢有较高的强度、耐磨性以及抗疲劳性要求,对冶金质量要求非常严格。
2、目前,双金属锯背用钢热轧钢带产品,虽然产品成分设计有所差异,但主要合金元素较为相似,合金含量均在4-8%之间,且具有较高含量的贵金属元素ni、mo、v和nb等,资源消耗较大,成本较高。
技术实现思路
1、本发明解决的问题是如何提供一种双金属锯背用钢热轧钢带及其制备方法,能够在保证性能的同时降低合金含量和生产成本。
2、为解决上述问题中的至少一个方面,本发明提供一种双金属锯背用钢热轧钢带,以重量百分比计,包括:c:0.38-0.45%,si:0.17-0.37%,mn:0.50-0.80%;p:0-0.030%,s:0-0.015%,cr:0.90-1.20%,mo:0.15-0.25%,v:0.10-0.20%,ca:0.0010-0.0040%,al:0.010-0.050%,余量为fe和不可避免的杂质。
3、本发明提供的双金属锯背用钢热轧钢带中采用c和cr-mo-v合金化的方式,将合金总含量控制在3.2%以下,不含ni和nb等贵合金元素,且mo和v的总含量在0.50%以下,能够有效降低产品的成本和资源消耗;通过将cr的含量控制在0.90-1.20%范围内,能够提高淬透性,提高双金属锯背用钢热轧钢带的强度和耐磨性,且容易获得较低的表面粗糙度,将mo的含量控制在0.15-0.25%,能够提高钢的淬透性和回火稳定性,且mo与cr、mn同时作用能够降低或抑制其它元素所导致的回火脆性问题,显著提高铁素体蠕变抗力和热强性,将v的含量控制在0.10-0.20%,能够与碳形成稳定的碳化物,使钢在较高温度时仍保持细晶组织,显著降低钢的过热敏感性,经过热处理使碳化物弥散析出时,v能够提高钢的高温持久强度和蠕变抗力,将ca的含量控制在0.0010-0.0040%,有利于提高抗疲劳性。本发明提供的双金属锯背用钢热轧钢带贵合金元素含量较低,且整体合金含量较低,成本较低,具有良好的性能,能够满足双金属锯背用钢的质量要求。
4、另一方面,本发明提供一种双金属锯背用钢热轧钢带的制备方法,用于制备如上所述的双金属锯背用钢热轧钢带,包括以下步骤:
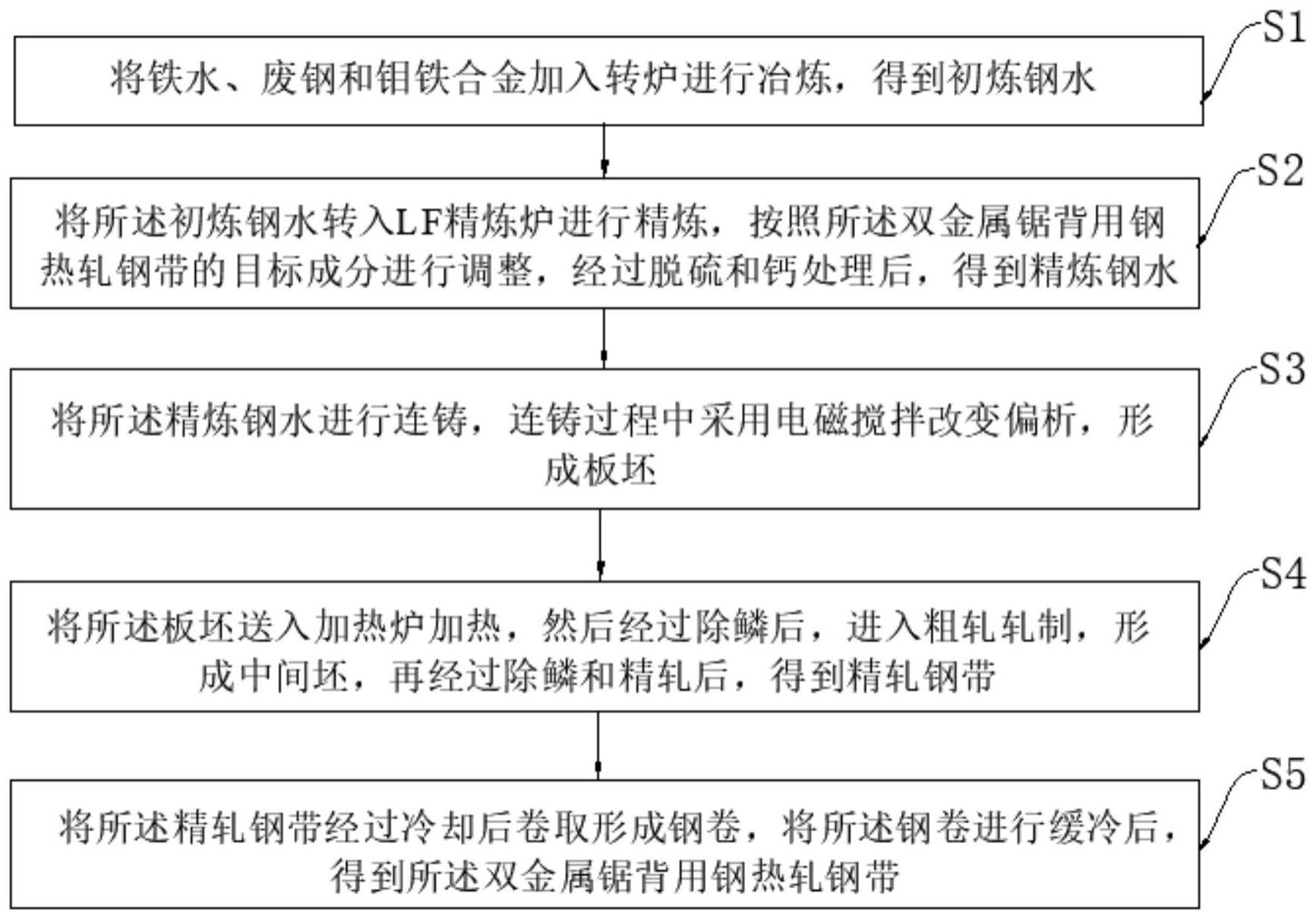
5、步骤s1、将铁水、废钢和钼铁合金加入转炉进行冶炼,得到初炼钢水;
6、步骤s2、将所述初炼钢水转入lf精炼炉进行精炼,按照所述双金属锯背用钢热轧钢带的目标成分进行调整,经过脱硫和钙处理后,得到精炼钢水;
7、步骤s3、将所述精炼钢水进行连铸,连铸过程中采用电磁搅拌改变偏析,形成板坯;
8、步骤s4、将所述板坯送入加热炉加热,然后经过除鳞后,进入粗轧轧制,形成中间坯,再经过除鳞和精轧后,得到精轧钢带;
9、步骤s5、将所述精轧钢带经过冷却后卷取形成钢卷,将所述钢卷进行缓冷后,得到所述双金属锯背用钢热轧钢带。
10、优选地,在所述步骤s1之前,还包括:
11、将高炉铁水经过脱硫站,进行脱硫预处理,得到预处理铁水,所述预处理铁水中s≤0.005%;
12、所述步骤s1包括:
13、将所述预处理铁水、废钢和钼铁合金加入转炉进行冶炼,得到所述初炼钢水。
14、优选地,所述步骤s1中,所述转炉中铁水比为85-95%,所述钼铁合金的加入量为3-4kg/t。
15、优选地,所述步骤s1中,所述转炉为顶底复吹转炉,在所述顶底复吹转炉中冶炼终点要求p≤0.010%,出钢温度为1620-1670℃,出钢时间≥5min,出钢时加入硅铁合金和铝铁合金,得到所述初炼钢水。
16、优选地,所述步骤s2中,将所述初炼钢水转入所述lf精炼炉,加入铬铁合金和钒铁合金,并按照所述双金属锯背用钢热轧钢带的目标成分对c元素、si元素、mn元素、cr元素和v元素的含量进行调整,加入石灰和预熔渣造渣脱硫,使s≤0.005%,调整温度为1530-1570℃,喂入硅钙线,吹氩气,得到所述精炼钢水。
17、优选地,所述步骤s3中,连铸过程中,中间包温度控制在1500-1530℃,采用电磁搅拌改变偏析,电磁搅拌频率为7hz,电流为280-320a,连铸拉坯速度为0.8-1.2m/min,形成所述板坯。
18、优选地,所述步骤s4中,将所述板坯通过热送热装进入所述加热炉,所述板坯的入炉温度≥500℃,将所述板坯加热至1200-1250℃,在所述加热炉进行加热过程中保持还原性气氛。
19、优选地,所述步骤s4中,精轧入口温度控制在1000-1070℃,终轧温度控制在870-930℃。
20、优选地,所述步骤s5中,采用前半程冷却模式进行冷却,卷取温度控制在630-680℃,卷取过程中,对所述精轧钢带采用头尾升温控制模式,其中,所述精轧钢带的头尾升温长度为10-30m,升温幅度为20-40℃。
21、本发明将铁水、废钢和钼铁合金作为原料,通过转炉冶炼得到初炼钢水,然后转入lf精炼炉进行精炼,精炼过程中根据目标成分要求对钢水中元素进行调整,再经过脱硫和钙处理后,得到精炼钢水,通过lf精炼炉精炼能够降低生产成本,然后将精炼钢水进行连铸,形成板坯,连铸过程中通过电磁搅拌改变偏析,能够避免板坯缺陷的产生,板坯经过加热后经过粗轧和精轧后,得到精轧钢带,在进入粗轧和精轧之前经过除鳞处理,减少缺陷的产生,然后经过冷却、卷取和缓冷处理,即可得到符合要求的双金属锯背用钢热轧钢带。本发明提供的双金属锯背用钢热轧钢带的制备方法,制备工艺简单,制备成本较低,制得的热轧钢带具有良好的性能,能够满足双金属锯背用钢的质量要求。
技术特征:
1.一种双金属锯背用钢热轧钢带,其特征在于,以重量百分比计,包括:c:0.38-0.45%,si:0.17-0.37%,mn:0.50-0.80%;p:0-0.030%,s:0-0.015%,cr:0.90-1.20%,mo:0.15-0.25%,v:0.10-0.20%,ca:0.0010-0.0040%,al:0.010-0.050%,余量为fe和不可避免的杂质。
2.一种双金属锯背用钢热轧钢带的制备方法,用于制备如权利要求1所述的双金属锯背用钢热轧钢带,其特征在于,包括以下步骤:
3.根据权利要求2所述的双金属锯背用钢热轧钢带的制备方法,其特征在于,在所述步骤s1之前,还包括:
4.根据权利要求2所述的双金属锯背用钢热轧钢带的制备方法,其特征在于,所述步骤s1中,所述转炉中铁水比为85-95%,所述钼铁合金的加入量为3-4kg/t。
5.根据权利要求2所述的双金属锯背用钢热轧钢带的制备方法,其特征在于,所述步骤s1中,所述转炉为顶底复吹转炉,在所述顶底复吹转炉中冶炼终点要求p≤0.010%,出钢温度为1620-1670℃,出钢时间≥5min,出钢时加入硅铁合金和铝铁合金,得到所述初炼钢水。
6.根据权利要求2所述的双金属锯背用钢热轧钢带的制备方法,其特征在于,所述步骤s2中,将所述初炼钢水转入所述lf精炼炉,加入铬铁合金和钒铁合金,并按照所述双金属锯背用钢热轧钢带的目标成分对c元素、si元素、mn元素、cr元素和v元素的含量进行调整,加入石灰和预熔渣造渣脱硫,使s≤0.005%,调整温度为1530-1570℃,喂入硅钙线,吹氩气,得到所述精炼钢水。
7.根据权利要求2所述的双金属锯背用钢热轧钢带的制备方法,其特征在于,所述步骤s3中,连铸过程中,中间包温度控制在1500-1530℃,采用电磁搅拌改变偏析,电磁搅拌频率为7hz,电流为280-320a,连铸拉坯速度为0.8-1.2m/min,形成所述板坯。
8.根据权利要求2所述的双金属锯背用钢热轧钢带的制备方法,其特征在于,所述步骤s4中,将所述板坯通过热送热装进入所述加热炉,所述板坯的入炉温度≥500℃,将所述板坯加热至1200-1250℃,在所述加热炉进行加热过程中保持还原性气氛。
9.根据权利要求2所述的双金属锯背用钢热轧钢带的制备方法,其特征在于,所述步骤s4中,精轧入口温度控制在1000-1070℃,终轧温度控制在870-930℃。
10.根据权利要求2所述的双金属锯背用钢热轧钢带的制备方法,其特征在于,所述步骤s5中,采用前半程冷却模式进行冷却,卷取温度控制在630-680℃,卷取过程中,对所述精轧钢带采用头尾升温控制模式,其中,所述精轧钢带的头尾升温长度为10-30m,升温幅度为20-40℃。
技术总结
本发明提供一种双金属锯背用钢热轧钢带及其制备方法,属于热轧钢带加工技术领域,双金属锯背用钢热轧钢带,以重量百分比计,包括:C:0.38‑0.45%,Si:0.17‑0.37%,Mn:0.50‑0.80%;P:0‑0.030%,S:0‑0.015%,Cr:0.90‑1.20%,Mo:0.15‑0.25%,V:0.10‑0.20%,Ca:0.0010‑0.0040%,Al:0.010‑0.050%,余量为Fe和不可避免的杂质。本发明提供的双金属锯背用钢热轧钢带贵合金元素含量较低,且整体合金含量较低,成本较低,具有良好的性能,能够满足双金属锯背用钢的质量要求。
技术研发人员:杨志强,朱施利,贾国军,吴红翔,唐辉,徐永恒,张本亮,曹黎猛
受保护的技术使用者:宁波钢铁有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!