一种低成本冷轧热水器内胆用钢板的生产方法与流程
本发明涉及冶金轧钢领域,尤其涉及一种低成本冷轧热水器内胆用钢板的生产方法。
背景技术:
1、随着社会的发展和进步以及人们对美的永恒不断的追求,搪瓷用钢是搪瓷制品中的金属坯体,成形性良好,经涂搪后具有外表美观,表面光洁细腻,色彩丰富,耐腐蚀、易洗涤等优点,现已被广泛应用于日常厨房用品、家电产品、建筑装饰搪瓷面板和一些大型管道、地铁站等重要场合。由此可见,搪瓷用钢的质量直接关系着搪瓷制品的使用寿命。而低成本生产搪瓷用钢也成为各钢铁厂生产目标之一。
技术实现思路
1、本发明的目的是提供一种低成本冷轧热水器内胆用钢板的生产方法,该产品化学成分在c-mn钢基础上采用低碳低硅的工艺技术,热轧轧制采用高开轧温度、低温卷曲温度的控轧控冷工艺原则;冷轧轧制压下率控制在60%~87%,以便保证成形性能;采用双阶梯曲线退火工艺,合理控制保温时间及冷却时间,增加有利织构,保证钢板刚度及成型性能;平整采用合适的压下工艺,控制伸长率不大于3%,以便消除屈服平台,改善板形。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种低成本冷轧热水器内胆用钢板的生产方法,包括:
4、(1)将厚度为67~72mm的板坯加热到1050~1100℃,保温40分钟;
5、(2)热轧轧制控制开轧温度大于1020℃,终轧温度为860~890℃;加热温度,开轧温度为1030~1060℃;
6、(3)热轧后采用隔组分散层流冷却模式进行冷却,控制冷却速度和强度;卷取温度在550~600℃;
7、(4)冷轧轧制压下率控制在60%~87%;
8、(5)冷轧后采用双阶梯曲线制度的退火工艺,退火保温温度为680~710℃,退火保温时间11~14h,控制冷却速率≤25℃/h,控制冷却到360℃,出炉温度≤80℃;退火态组织为铁素体,晶粒度为10~11级;
9、(6)平整采用合适的压下工艺,控制伸长率不大于3%。
10、进一步的,所述板坯质量百分比的化学成分为:c:0.02~0.05%,si:0.015~0.28%,mn:0.10~0.20%,p≤0.015%,s≤0.015%,alt≥0.015%,其余为fe及不可避免的夹杂。
11、进一步的,轧制总压下率≥87%。
12、进一步的,终轧温度860~890℃。
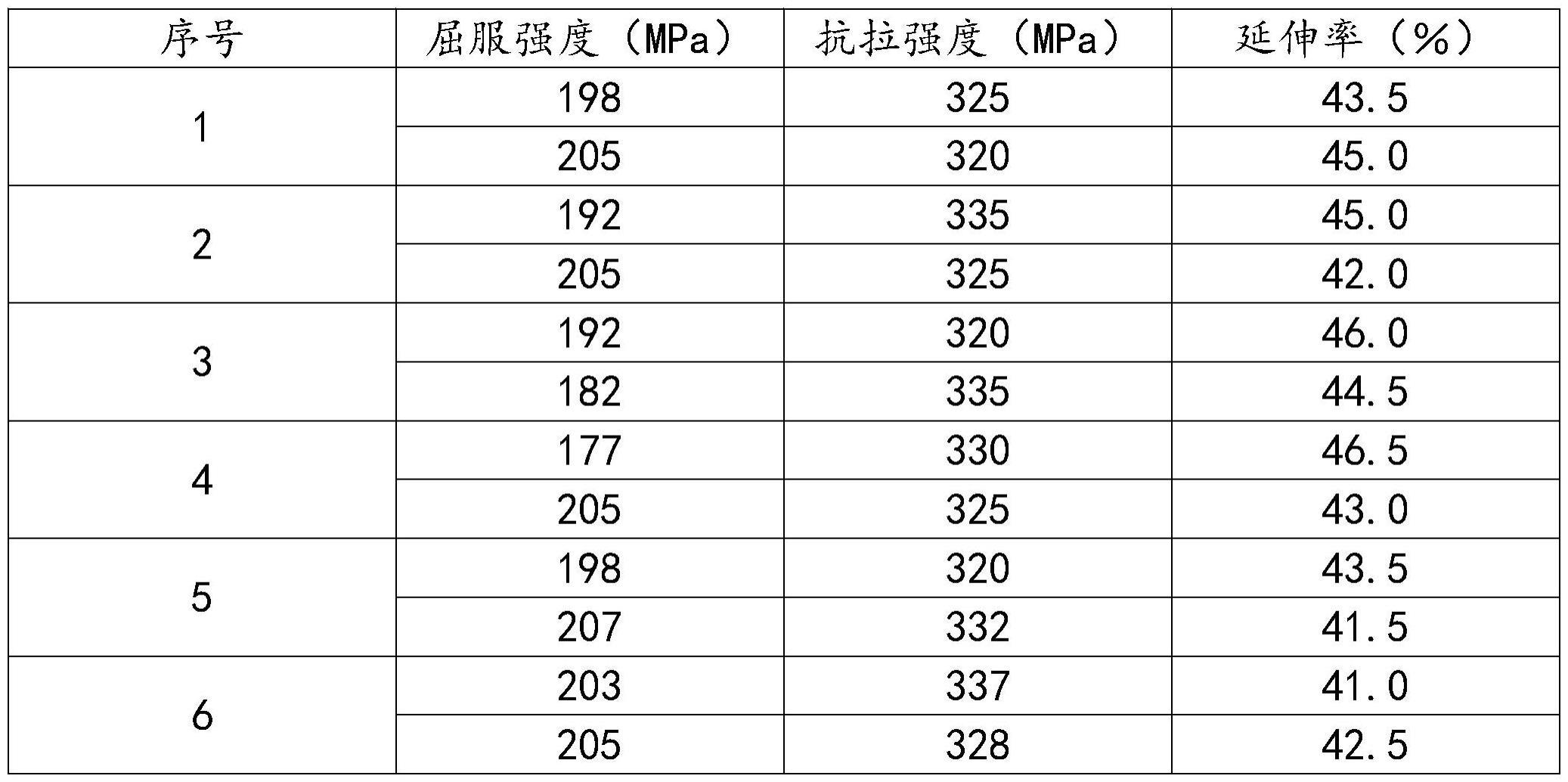
13、进一步的,钢板的屈服强度小于207mpa,抗拉强度大于320mpa,延伸率大于41.0%。
14、与现有技术相比,本发明的有益技术效果:
15、1.在市场激烈竞争的今天,低成本高回报成为各商家追求的准则和目标,在达到产品要求的情况下,本产品坚持低成本的生产路线,在c-mn钢基础上采用低碳低硅的工艺技术。优化生产工艺流程,使钢板综合性能获得改善。为镀锌、彩涂生产提供优良环保的基板。
16、2.本发明采用低成本的洁净钢冶炼技术,简化工艺,降低能耗。采取单渣操作,加强快速成渣、控制炉渣的碱度和挡渣出钢等后续控制措施来降低钢水中p含量,从而缩短生产周期提高了经济效益,脱s主要在精炼过程中进行,通过电极加热以及造白渣来进行脱硫。s使钢板产生脆性,从而降低钢板的延伸性和深冲性。在搪烧时硫与氧结台生成so2,导致瓷层出现各种泡孔、针孔等缺陷。含硫量较高时易造成偏析,这时金相表现为带状结构,而导致钢板的物理性能和机械性能的各异性,使搪瓷制品在冷却过程中,不同方向的收缩不同,从而造成制品表面爆瓷和鳞爆。钢水进行ca处理,ca使mns夹杂物变质,消除了s在钢中的危害。精炼之后进行钙处理。
17、3.本发明通过控制轧制和控制冷却工艺,实现低成本生产热水器内胆用0.8mm厚度冷轧钢板的稳定生产,简化生产工艺,在满足用户要求的前提下,实现了同一种化学成分的钢,多种功能用途的目的,降低成本、简化生产流程、提高生产效率、减少能耗等,符合开发节约型、洁净型绿色钢铁的发展方向。
技术特征:
1.一种低成本冷轧热水器内胆用钢板的生产方法,其特征在于:包括:
2.根据权利要求1所述的低成本冷轧热水器内胆用钢板的生产方法,其特征在于:所述板坯质量百分比的化学成分为:c:0.02~0.05%,si:0.015~0.28%,mn:0.10~0.20%,p≤0.015%,s≤0.015%,alt≥0.015%,其余为fe及不可避免的夹杂。
3.根据权利要求2所述的低成本冷轧热水器内胆用钢板的生产方法,其特征在于:轧制总压下率≥87%。
4.根据权利要求2所述的低成本冷轧热水器内胆用钢板的生产方法,其特征在于:终轧温度860~890℃。
5.根据权利要求2所述的低成本冷轧热水器内胆用钢板的生产方法,其特征在于:钢板的屈服强度小于207mpa,抗拉强度大于320mpa,延伸率大于41.0%。
技术总结
本发明公开了一种低成本冷轧热水器内胆用钢板的生产方法,该产品化学成分在C‑Mn钢基础上采用低碳低硅的工艺技术,热轧轧制采用高开轧温度、低温卷曲温度的控轧控冷工艺原则;冷轧轧制压下率控制在60%~87%,以便保证成形性能;采用双阶梯曲线退火工艺,合理控制保温时间及冷却时间,增加有利织构,保证钢板刚度及成型性能;平整采用合适的压下工艺,控制伸长率不大于3%,以便消除屈服平台,改善板形。
技术研发人员:徐强,付学义,陈镇方,杨维宇,王磊,李培德,赵美英,刘智光,张鑫,段皓辰
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!