用于加工火焰筒联焰管端面的装置的制作方法
本发明属于火焰筒联焰管加工装置的领域,尤其涉及一种用于加工火焰筒联焰管端面的装置。
背景技术:
1、火焰筒是航空发动机燃烧室部件中的重要组成部分,其结构为由多段薄板高温材料加工而成的环形成形件通过焊接方式相连接,最后再与末端一机加零件连接在一起,靠近主体末端位置处焊接有联焰管,该联焰管的角向位置及其端面至火焰筒中心距离的尺寸精度对火焰筒的装配会产生直接影响,因此如何控制并保证该尺寸要求尤为重要。
2、角向位置可在焊接时通过相应的焊接专用工装控制,但联焰管端面至火焰筒中心的尺寸仅能通过单件留取余量后在组合中进行加工,因该火焰筒属薄壁结构类零件,整体刚性差,加工时若不对其进行约束定位,将无法加工,最终也将无法满足使用要求。考虑到该火焰筒上联焰管要求较高,为了保证顺利加工及加工后的产品符合质量要求,现必须通过一种合理、稳定、可靠且有效的方式对该火焰筒进行装夹约束固定,并且在满足使用要求及保证产品质量的同时还应适应产品的批量生产要求和提高产品加工效率。基于此,现急需开发一种合理、有效的加工该火焰筒联焰管端面的装置。
3、有鉴于此,特提出本发明。
技术实现思路
1、本发明的目的在于提供一种用于加工火焰筒联焰管端面的装置,提供了一种能够较高效率的加工火焰筒联焰管的技术问题。本案的技术方案有诸多技术有益效果,见下文介绍:
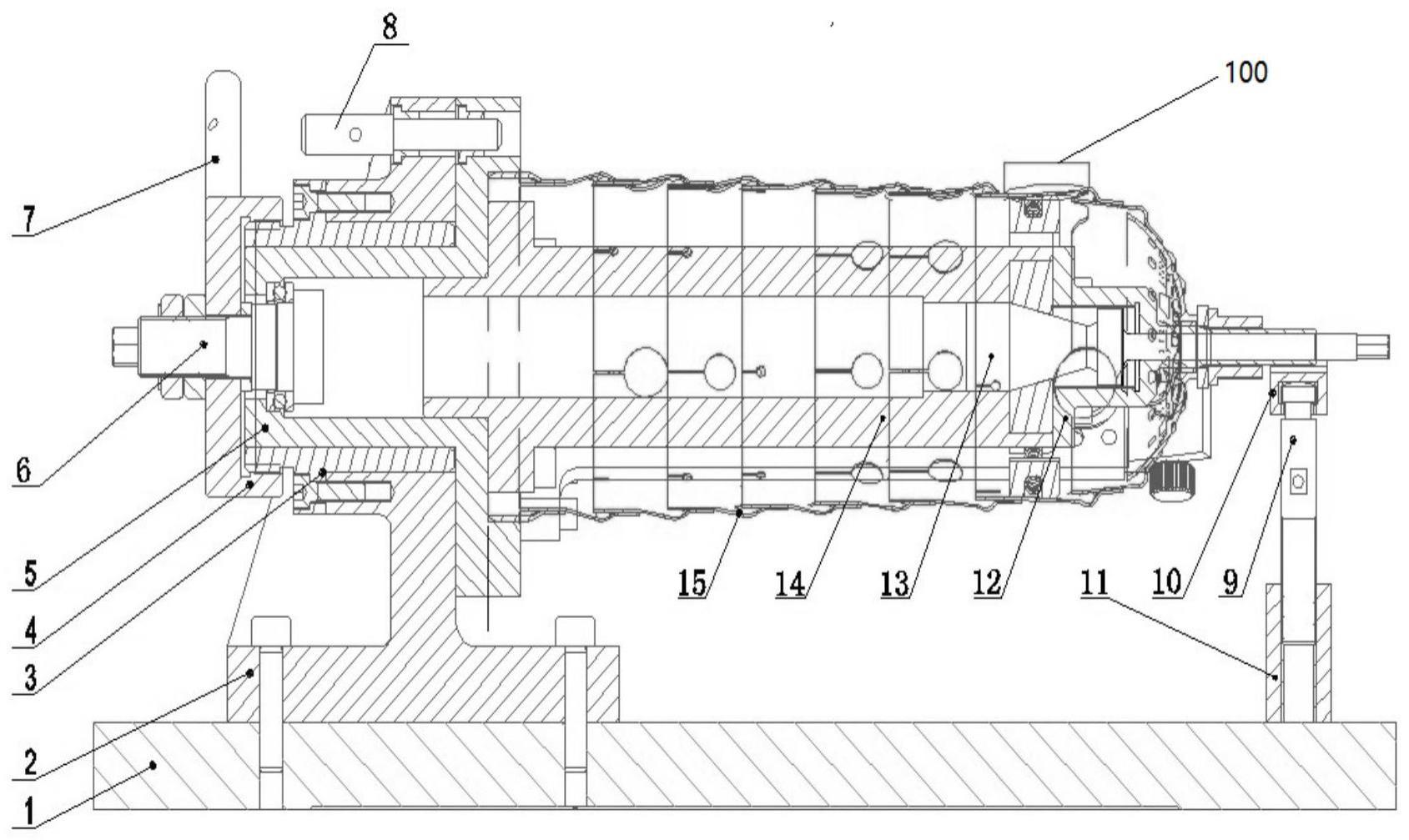
2、提供一种用于加工火焰筒联焰管端面的装置,火焰筒联焰管以一体式的方式设置在环形成形件的周向表面,包括:底板,在所述底板中心线方向上间隔安装有第一支座和第二支座,其中:
3、所述第一支座的一侧面安装有对刀块且朝向第二支座的侧面上嵌入有轴套,所述对刀块近邻所述底板在中心线方向上的一侧面,所述轴套远离所述第二支座的侧面上通过螺纹副相连接有第一螺母,所述第一螺母的周向安装有手柄;所述轴套内安装有台阶结构设置的且为中空结构的定位轴,所述定位轴内远离所述第二支座的一端安装有轴承,通过圆柱台阶结构设置的压紧轴依次穿过所述轴承、定位轴和第一螺母并留有伸出段,伸出段上通过安装的第二螺母将所述第一螺母紧固;
4、所述定位轴的大端面上安装有中空结构设置的支撑体,所述环形成形件所套设所述支撑体,所述支撑体对接有中空结构的导向柱并形成中空区域,在所述中空区域内安装有压紧组件,所述压紧的一端放置在所述第二支座上;
5、近邻所述定位轴的大端面边沿位置处间隔设置有多个第一孔,并在所述第一支座近邻顶面的预设位置处设置有定位孔,转动手柄驱动定位轴转动,从而带动所述环形成形件转动,并通过定位插销插入所述定位孔和所对应的第一孔内,完成所述环形成形件的初始定位,及,外力沿支撑体轴向拽动所述压紧组件,压紧组件能够紧密压紧所述环形成形件,避免所述环形成形件自转。
6、与现有技术相比,本发明提供的技术方案包括以下有益效果:
7、保证能顺利加工联焰管及加工后的尺寸满足图纸要求、加工过程中稳定可靠且适应产品的大批量生产,通过支撑体对工件进行支撑,通过手柄调整初始角度位置,并通过压紧组件在初始定位进行压紧和限位,提高生产效率。
技术特征:
1.一种用于加工火焰筒联焰管端面的装置,火焰筒联焰管以一体式的方式设置在环形成形件的周向表面,其特征在于,包括:底板(1),在所述底板(1)中心线方向上间隔安装有第一支座(2)和第二支座(11),其中:
2.根据权利要求1所述的用于加工火焰筒联焰管端面的装置,其特征在于,所述压紧组件沿所述中空区域的轴向方向移动,在移动时能够压紧所述环形成形件。
3.根据权利要求2所述的用于加工火焰筒联焰管端面的装置,其特征在于,所述压紧组件包括弹簧(18)、涨紧块(19)和拉杆(13),涨紧块(19)包括一体式结构设置的第一部和第二部,所述拉杆(13)的一端伸出所述导向柱(12)后放置在所述第二支座(11)上,其中:
4.根据权利要求3所述的用于加工火焰筒联焰管端面的装置,其特征在于,所述拉杆(13)包括以一体式依次连接的第一段、第二段、第三段和第四段,其中,所述第一段的外径与所述支撑体(14)的内径相同,第二段以变截面且减缩的结构设置,第三段的外径与支撑体(14)的内径相同,第四段的一端伸出所述导向柱(12)放置在所述第二支座(11)上,且第四段的截面尺寸均小于第二段、第三段和第四段的截面尺寸。
5.根据权利要求4所述的用于加工火焰筒联焰管端面的装置,其特征在于,所述弹簧为连续且封闭的结构设置。
6.根据权利要求1所述的用于加工火焰筒联焰管端面的装置,其特征在于,近邻所述定位轴(5)的外端边沿位置间隔安装有侧向支座(20),所述侧向支座(20)沿支撑体(14)轴向进行安装,且侧向支座(20)能够包裹部分所述环形成形件,且长度为大于支撑体(14)的长度且小于支撑体(14)与导向柱(12)的长度之和;所述侧向支座(20)的一端安装有定位支座(22),所述定位支座(22)的中央区域安装有角向定位销(23),所述角向定位销(23)与环形成型件上的固定孔的尺寸相适配,所述侧向支座(20)的侧面设置有锁紧螺钉(24),在所述环形成型件装配在所述支撑体(14)上且调整后,推动所述角向定位销(23)插入固定孔后,转动锁紧螺钉(24)以对所述锁紧螺钉(24)进行紧固,对所述环形成型件进行轴向限位。
7.根据权利要求1所述的用于加工火焰筒联焰管端面的装置,其特征在于,所述压紧轴(6)与定位轴(5)键连接,转动手柄(7)驱动定位轴(5)转动,从而带动所述环形成形件转动。
8.根据权利要求1所述的用于加工火焰筒联焰管端面的装置,其特征在于,所述定位轴(5)的外端面和第一螺母(4)的一端分别紧密贴合所述第一支座(2)。
9.根据权利要求8所述的用于加工火焰筒联焰管端面的装置,其特征在于,所述底板(1)在轴向方向上的两侧面设置有吊环(6)。
10.根据权利要求1所述的用于加工火焰筒联焰管端面的装置,其特征在于,所述第一支座(2)远离所述第二支座(11)的一侧面上,在分别近邻所述第一螺母(4)的位置处以楔面结构设置。
技术总结
本发明的用于加工火焰筒联焰管端面的装置,包括第一支座,第一支座的一侧面安装轴套,对刀块近邻底板在中心线方向上的一侧面,轴套远离第二支座的侧面上通过螺纹副相连接有第一螺母,第一螺母的周向安装有手柄;轴套内安装有台阶结构设置的且为中空结构的定位轴,定位轴内远离第二支座的一端安装有轴承,通过圆柱台阶结构设置的压紧轴依次穿过轴承、定位轴和第一螺母并留有伸出段,伸出段上通过安装的第二螺母将第一螺母紧固;定位轴的大端面上安装有中空结构设置的支撑体,环形成形件所套设支撑体,支撑体对接有中空结构的导向柱并形成中空区域,在中空区域内安装有压紧组件,压紧的一端放置在第二支座上,提高联焰管的加工效率。
技术研发人员:陈静,张波,张晓华,谭小波,邱光熙,唐保,刘明明,张大伟,叶军
受保护的技术使用者:中国航发航空科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!