冷冻砂型切削阵列喷嘴环绕吹吸一体化装置与方法
本发明涉及冷冻砂型气动排砂领域,尤其是涉及冷冻砂型切削阵列喷嘴环绕吹吸一体化装置与方法。
背景技术:
1、冷冻砂型技术针对传统砂型铸造方法在小批量产品制造上存在生产柔性差、制造周期长、资源浪费多等问题,提出以水的冻结来替代型砂中的粘接剂,在低温环境下冻结型砂得到冷冻砂型,其制造过程柔性高,生产周期短,材料利用率高。
2、冷冻砂型在数控切削加工过程中,切削砂坯产生的砂屑如何有效排除一直是数字化冷冻砂型切削成形的一个关键技术和工艺,尤其对于冷冻砂型的切削成形更是至关重要,在冷冻砂型型腔铣削过程,会有废砂滞留在砂型中,带有一定水分的砂屑堆积粘接在型腔内,普通的手持喷枪或机床冷却喷嘴无法吹起粘接成团的废砂,而采用吸尘器吸砂则受限于砂型型腔结构难以跟踪吸砂,特别是在深腔结构的铣削加工中,如不能及时清理,废砂很容易重新粘接在砂型已加工表面上,此时则更难对废砂进行处理,大量废砂堆积在加工的型腔内,破坏表面精度,严重影响加工质量和刀具寿命。因此,如何在数字化冷冻砂型绿色铸造装备中加入针对冷冻砂型的排砂装置更是至关重要。
技术实现思路
1、为解决上述问题,本发明公开了冷冻砂型切削阵列喷嘴环绕吹吸一体化装置与方法,弥补冷冻砂型气动排砂装置方面的空缺,防止在切削成形过程中冷冻砂型由于排砂不便造成的表面精度损失问题,提高冷冻砂型加工质量和延长刀具寿命,提升砂型排砂的可操作性和数字化程度。
2、为达到上述发明创造目的,本发明采用下述技术方案:
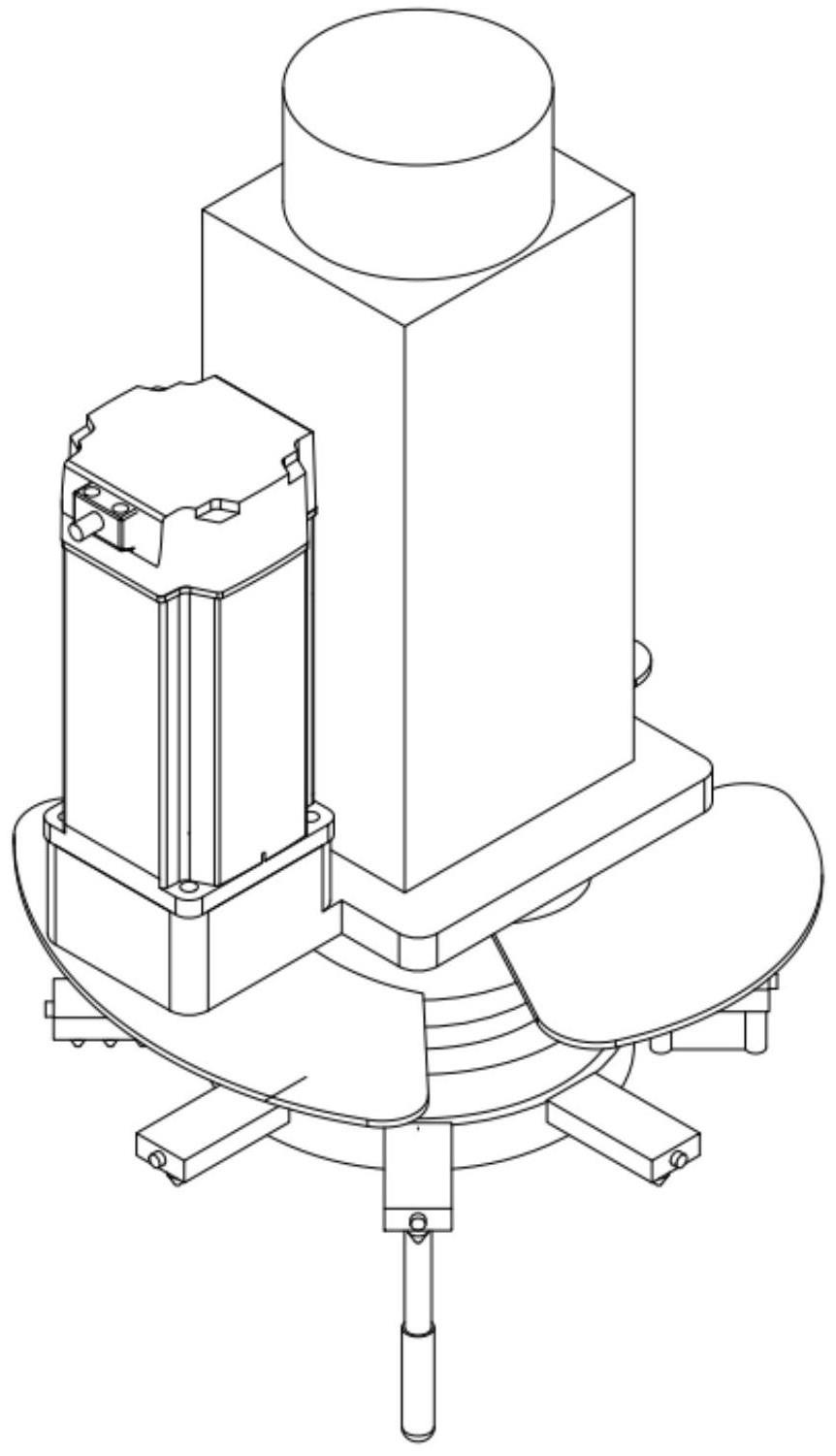
3、冷冻砂型切削阵列喷嘴环绕吹吸一体化装置,包括:切削模块,回转驱动模块,负压扇叶模块,减速器模块,回转吹吸砂屑模块,气动输送模块。
4、进一步地,所述切削模块,通过刀具数控切削冷冻砂型同时产生废砂切屑,包括电主轴、用于支撑整体装置的机架、铣刀和待切削的冷冻砂型。
5、进一步地,所述回转驱动模块包括吹吸砂装置提供旋转动力,包括回转驱动座和电机;所述回转驱动座固定在机架上且顶部固定有电机。
6、进一步地,所述负压扇叶模块安装在回转驱动座上,通过旋转产生的负压来延长被吹起砂粒的悬浮时间,包括安装在回转驱动座上的叶架、安装在叶架上的扇叶、以及在扇叶上方安装挡风收砂罩。
7、进一步地,所述减速器将旋转动力传送到回转吹吸砂屑模块的同时控制其转速,包括中心齿轮轴,行星轮和法兰齿圈组成行星齿轮减速器。
8、进一步地,所述回转吹吸砂屑模块通过旋转喷气吹起废砂再利用负压收集悬浮的废砂,包括气盘组件、吹砂回旋桨、吸砂回旋桨、喷嘴、吸砂嘴和联结座,所述气盘组件包括吹砂气盘和吸砂气盘,吹砂回旋桨的底部连接有若干个喷嘴。
9、进一步地,所述气动输送模块为回转吹吸砂屑模块提供气源并进行流体参数控制,所述气动输送模块包块吹砂组件和吸砂组件;所述吹砂组件包括环形吹砂气道、吹砂转接腔、气管、换热器、脉冲阀和空压机;所述吸砂组件包括环形吸砂气道、吸砂转接腔、吸砂管、压力调节阀、旋风分离器和负压风机;所述吹砂转接腔上设有吹砂转接口,吸砂转接腔上设有吸砂转接口。
10、进一步地,所述机架与电主轴之间有一定间隙,用于容纳气动输送模块中的环形吹砂气道、吸砂气道、气管、吸砂管、吹砂转接腔和吸砂转接腔。
11、进一步地,所述中心齿轮轴充当太阳轮,法兰齿圈充当内齿圈;中心齿轮轴与叶架连接,法兰齿圈与气盘组件连接,工作时叶架带动中心齿轮轴主动旋转,行星轮不动,法兰齿圈带动气盘组件从动,做降速传动,传动比一般为5~10,扇叶与气盘组件的转向相反。
12、进一步地,所述吹/吸砂气盘和吹砂/吸砂回旋桨内部设置气道,安装时形成气流通道。吹/吸砂气盘内圆柱面设置通气口,与环形吹/吸砂气道连接;吹砂时气流从吹砂转接腔进入气道,从气道出口进入气盘的通气口,沿所述气流通道从喷嘴中吹出,吸砂时气流与废砂被吸入吸砂嘴沿上述路径反向进入吸砂转接腔。
13、进一步地,吸砂气盘与吹砂气盘固定同步转动,吹砂回旋桨与吸砂回旋桨可对称分布安装在气盘组件上,也可以间隔沿圆周排布,其中吹砂回旋桨3个,吸砂回旋桨3个。
14、进一步地,扇叶旋转时,由于其本身的仰角和旋转方向,将在扇叶的下方产生局部的负压,通过负压吸附被喷嘴吹起的废砂,方便吸砂嘴吸砂;挡风收砂罩挡住扇叶产生的向上气流,避免有废砂被卷入扇叶气流飞入电主轴等处,引导气流落回底部。
15、进一步地,所述喷嘴可以是高压喷嘴或风刀结构加强气流强度。
16、本发明还提供了冷冻砂型切削阵列喷嘴环绕吹吸一体化方法,该方法包括如下步骤:
17、步骤1:在数控加工过程观察铣刀切入冷冻砂型,产生大量废砂时,启动电机,回转驱动座带动扇叶转动;
18、步骤2:通过行星齿轮减速器以一定减速比控制气盘旋转速度,带动吹砂回旋桨、吸砂回旋桨及喷嘴和吸砂嘴旋转;
19、步骤3:启动空压机,气流经换热器成为低温气流,沿气管进入机架内的吹砂转接腔,经过环形吹砂气道进入吹砂气盘最后从喷嘴中吹出;
20、步骤4:启动负压风机,调节压力调节阀,在吸砂管路中产生负压,由吸砂嘴将步骤3所吹起的废砂吸收,废砂经吸砂管进入旋风分离器;
21、步骤5:旋风分离器中的废砂、液滴及冰渣等在离心力作用下从底部排出,排入收集箱中,完成废砂收集;
22、进一步地,脉冲阀控制吹砂气流的频率,吹砂回旋桨转动一定角度,气流间断地从喷嘴中喷出,扬起废砂;喷嘴与吹砂回旋桨安装面法线的夹角0°~30°推荐间隔喷射时间t=2π/ωz,其中ω为回旋桨转速,z为回旋桨总个数。
23、本发明的有益效果:
24、1、保护刀具,延长刀具寿命。本发明通过喷嘴环绕吸吹的排砂方法,高效地排出切削过程产生的废砂,防止废砂大量堆积在砂型型腔中,减少废砂与刀具的碰撞,从而降低刀具被砂粒划刻造成的机械磨损。
25、2、提高冷冻砂型切削质量。将切削产生的废砂吹起并通过负压吸砂,防止大量废砂重新粘接在砂型的已加工表面,提高砂型的成形精度。
26、3、实现高效排砂。克服普通气枪和机床喷嘴无法吹起粘接成团废砂的问题,通过喷嘴环绕旋转吹砂-吸砂嘴负压吸砂的方式,同时耦合扇叶的局部负压保持废砂悬浮,保证实际切削砂型时有效、高效地排出废砂。
技术特征:
1.冷冻砂型切削阵列喷嘴环绕吹吸一体化装置,其特征在于,包括:
2.根据权利要求1所述的冷冻砂型切削阵列喷嘴环绕吹吸一体化装置,其特征在于,所述机架(8)与电主轴(9)之间存在间隙,用于容纳气动输送模块中的环形吹砂气道(18)、环形吸砂气道(21)、气管、吸砂管、吹砂转接腔(19)和吸砂转接腔(24)。
3.根据权利要求1所述的冷冻砂型切削阵列喷嘴环绕吹吸一体化装置,其特征在于:所述中心齿轮轴(16)与叶架(12)连接,法兰齿圈(14)与气盘组件连接。
4.根据权利要求1所述的冷冻砂型切削阵列喷嘴环绕吹吸一体化装置,其特征在于,所述吹砂气盘(3)、吸砂气盘(4)和吹砂回旋桨(2)、吸砂回旋桨(13)内部设置气道,安装时形成气流通道;吹砂气盘(3)、吸砂气盘(4)内圆柱面设置通气口分别与环形吹砂气道(18)、环形吸砂气道(21)连接。
5.根据权利要求1所述的冷冻砂型切削阵列喷嘴环绕吹吸一体化装置,其特征在于,吸砂气盘(4)与吹砂气盘(3)固定同步转动,吹砂回旋桨(2)与吸砂回旋桨(13)对称分布安装在气盘组件上,或间隔沿圆周排布,其中吹砂回旋桨(2)3个,吸砂回旋桨(13)3个。
6.根据权利要求1所述的冷冻砂型切削阵列喷嘴环绕吹吸一体化装置,其特征在于,所述喷嘴(17)是高压喷嘴或风刀结构。
7.冷冻砂型切削阵列喷嘴环绕吹吸一体化方法,其特征在于,基于如权利要求1—8任一项所述的冷冻砂型切削阵列喷嘴环绕吹吸一体化装置实现,该方法包括如下步骤:
8.根据权利要求7所述的冷冻砂型切削阵列喷嘴环绕吹吸一体化方法,其特征在于,脉冲阀控制吹砂气流的频率,吹砂回旋桨(2)转动一定角度,气流间断地从喷嘴(17)中喷出,扬起废砂;喷嘴(17)与吹砂回旋桨(2)安装面法线的夹角0°~30°,间隔喷射时间t=2π/ωz,其中ω为吹砂回旋桨(2)转速,z为吹砂回旋桨(2)总个数。
技术总结
本发明提供了冷冻砂型切削阵列喷嘴环绕吹吸一体化装置与方法,该装置包括切削模块,回转驱动模块,负压扇叶模块,减速器模块,回转吹吸砂屑模块,气动输送模块。冷冻砂型切削加工产生的大量废砂,由阵列环绕的喷嘴转动扫吹而起,通过负压延长废砂悬浮时间,扬起的废砂被吸砂嘴捕获,进入后续废砂处理装置,实现废砂的高效排除。本发明针对普通气枪和机床喷嘴无法吹起粘接成团废砂的问题,通过喷嘴环绕旋转吹砂‑吸砂嘴负压吸砂的方式,同时耦合扇叶的局部负压保持废砂悬浮,保证实际切削砂型时有效、高效地排出废砂,从而减少刀具磨损,提高砂型切削质量。
技术研发人员:杨浩秦,单忠德,刘亲将
受保护的技术使用者:南京航空航天大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!