乒乓式感应回火工艺的制作方法
本发明涉及轮毂轴承单元加工,具体涉及一种乒乓式感应回火工艺。
背景技术:
1、轮毂轴承单元是应用于汽车轮毂轴处用来承重和为轮毂的转动提供精确引导的零部件,既承受轴向载荷又承受径向载荷,是汽车载重和转动的重要组成部分。轮毂轴承单元的外圈(带法兰)和法兰盘采用感应淬火工艺,感应淬火后的工件需要进行回火处理。
2、传统回火工艺采用网带炉通过式回火,原网带式回火炉设备体积大,回火时间按小时计,回火时间长,一般至少2小时以上,物料摆放容易产生磕碰,并且不容易实现产线自动化连线。
技术实现思路
1、本发明主要解决现有技术中存在的不足,提供了一种乒乓式感应回火工艺,其具有结构紧凑、运行稳定性好和效率高的特点。采用感应回火工艺,用三工位感应回火,实现产线自动化,提高产线节拍,提高装配效率,降低生产成本。
2、本发明的上述技术问题主要是通过下述技术方案得以解决的:
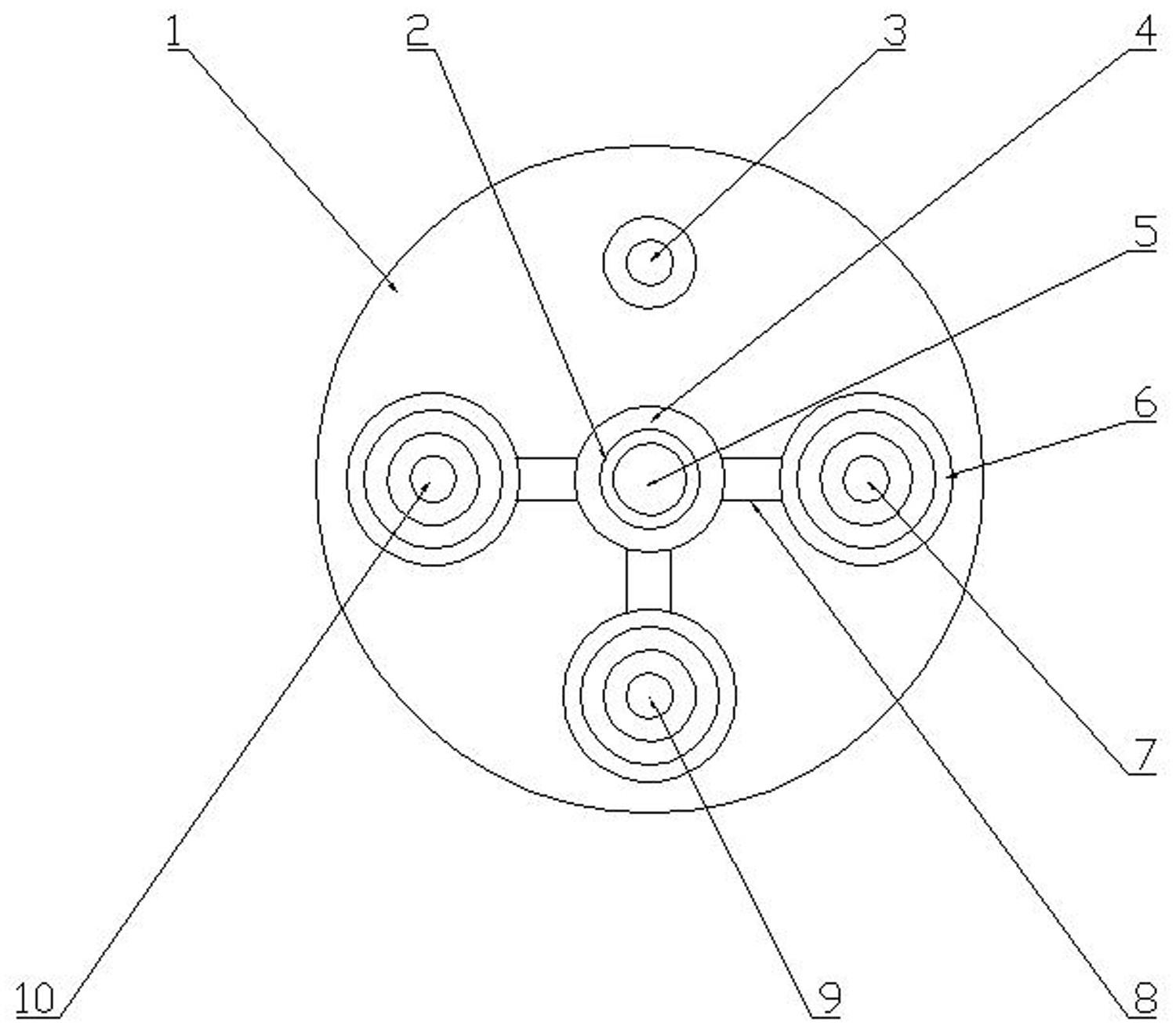
3、一种乒乓式感应回火工艺,感应回火结构包括回火旋转托盘,所述的回火旋转托盘中部设有与回火旋转托盘相法兰式螺栓连接管道的旋转轴,所述的旋转轴外围依次设有呈等间距环形分布的上下料工位、回火工位ⅰ、回火工位ⅱ和回火工位ⅲ,所述的上下料工位、回火工位ⅰ、回火工位ⅱ和回火工位ⅲ上端用于放置外圈或法兰盘,所述的回火工位ⅰ、回火工位ⅱ、回火工位ⅲ上端均设有分别与外圈、法兰盘相活动式套接的回火感应圈,所述的旋转轴上端设有与旋转轴相活动式固定连接的升降气缸,所述的升降气缸与回火感应圈间均设有连接杆,所述的升降气缸与旋转轴间设有与旋转轴相嵌套式固定连接的轴承套管。
4、感应回火工艺包括如下操作步骤:
5、第一步:待回火的轮毂单元零件先放置到上下料工位,通过旋转轴将轮毂单元零件旋转90度运行至回火工位ⅰ处,由回火感应圈进行第一段的感应回火。
6、第二步:完成回火工位ⅰ处回火工艺后,通过旋转轴将轮毂单元零件旋转90度运行至回火工位ⅱ,由回火感应圈进行第二段的感应回火。
7、第三步:完成回火工位ⅱ处回火工艺后,通过旋转轴将轮毂单元零件旋转90度运行至回火工位ⅲ,由回火感应圈进行第三段的感应回火。
8、第四步:完成三段感应回火后,通过旋转轴将轮毂单元零件旋转90度回到上下料工位,实现轮毂单元零件进行三工位的感应回火。
9、作为优选,回火工位ⅰ处的回火感应圈将轮毂单元零件从环境温度大约30℃迅速上升到210℃,15秒时间内维持加热温度在190℃~210℃之间;回火工位ⅱ处和回火工位ⅲ的回火感应圈对轮毂单元零件在15秒时间内维持加热温度在190℃~210℃之间。
10、作为优选,回火工位ⅰ与回火工位ⅱ转移过程中、回火工位ⅱ与回火工位ⅲ转移过程中,轮毂单元零件的温度波动的范围为165℃~180℃之间。
11、作为优选,轮毂单元零件在回火工位ⅰ、回火工位ⅱ和回火工位ⅲ上的回火感应圈温度变化呈“∩∩∩”三段乒乓式,每个工位加热15秒,总共45秒加热时间。
12、作为优选,回火感应圈采用频率为300hz的低频率回火,上下料工位、回火工位ⅰ、回火工位ⅱ和回火工位ⅲ为旋转结构,回火感应圈的加热额定功率均采用30kw,采用全数字igbt电源进行感应回火。
13、作为优选,当上下料工位上放置的轮毂单元零件为外圈时,进行回火反应的回火感应圈采用外圈感应回火圈对外圈进行整个套接。
14、作为优选,当上下料工位上放置的轮毂单元零件为法兰盘时,进行回火反应的回火感应圈采用外圈感应回火圈对法兰盘中部进行局部套接。
15、本发明能够达到如下效果:
16、本发明提供了一种乒乓式感应回火工艺,与现有技术相比较,具有结构紧凑、运行稳定性好和效率高的特点。采用感应回火工艺,用三工位感应回火,实现产线自动化,提高产线节拍,提高装配效率,降低生产成本。
技术特征:
1.一种乒乓式感应回火工艺,其特征在于:感应回火结构包括回火旋转托盘(1),所述的回火旋转托盘(1)中部设有与回火旋转托盘(1)相法兰式螺栓连接管道的旋转轴(5),所述的旋转轴(5)外围依次设有呈等间距环形分布的上下料工位(3)、回火工位ⅰ(7)、回火工位ⅱ(9)和回火工位ⅲ(10),所述的上下料工位(3)、回火工位ⅰ(7)、回火工位ⅱ(9)和回火工位ⅲ(10)上端用于放置外圈(11)或法兰盘(12),所述的回火工位ⅰ(7)、回火工位ⅱ(9)、回火工位ⅲ(10)上端均设有分别与外圈(11)、法兰盘(12)相活动式套接的回火感应圈(6),所述的旋转轴(5)上端设有与旋转轴(5)相活动式固定连接的升降气缸(4),所述的升降气缸(4)与回火感应圈(6)间均设有连接杆(8),所述的升降气缸(4)与旋转轴(5)间设有与旋转轴(5)相嵌套式固定连接的轴承套管(2);
2.根据权利要求1所述的乒乓式感应回火工艺,其特征在于:回火工位ⅰ(7)处的回火感应圈(6)将轮毂单元零件从环境温度大约30℃迅速上升到210℃,15秒时间内维持加热温度在190℃~210℃之间;回火工位ⅱ(9)处和回火工位ⅲ(10)的回火感应圈(6)对轮毂单元零件在15秒时间内维持加热温度在190℃~210℃之间。
3.根据权利要求2所述的乒乓式感应回火工艺,其特征在于:回火工位ⅰ(7)与回火工位ⅱ(9)转移过程中、回火工位ⅱ(9)与回火工位ⅲ(10)转移过程中,轮毂单元零件的温度波动的范围为165℃~180℃之间。
4.根据权利要求3所述的乒乓式感应回火工艺,其特征在于:轮毂单元零件在回火工位ⅰ(7)、回火工位ⅱ(9)和回火工位ⅲ(10)上的回火感应圈(6)温度变化呈“∩∩∩”三段乒乓式,每个工位加热15秒,总共45秒加热时间。
5.根据权利要求2所述的乒乓式感应回火工艺,其特征在于:回火感应圈(6)采用频率为300hz的低频率回火,上下料工位(3)、回火工位ⅰ(7)、回火工位ⅱ(9)和回火工位ⅲ(10)为旋转结构,回火感应圈(6)的加热额定功率均采用30kw,采用全数字igbt电源进行感应回火。
6.根据权利要求1所述的乒乓式感应回火工艺,其特征在于:当上下料工位(3)上放置的轮毂单元零件为外圈(11)时,进行回火反应的回火感应圈(6)采用外圈感应回火圈(13)对外圈(11)进行整个套接。
7.根据权利要求1所述的乒乓式感应回火工艺,其特征在于:当上下料工位(3)上放置的轮毂单元零件为法兰盘(12)时,进行回火反应的回火感应圈(6)采用外圈感应回火圈(13)对法兰盘(12)中部进行局部套接。
技术总结
本发明涉及一种乒乓式感应回火工艺,所属轮毂轴承单元加工技术领域,感应回火工艺包括如下操作步骤:第一步:待回火的轮毂单元零件先放置到上下料工位,通过旋转轴将轮毂单元零件旋转90度运行至回火工位Ⅰ处,由回火感应圈进行第一段的感应回火。第二步:运行至回火工位Ⅱ,由回火感应圈进行第二段的感应回火。第三步:运行至回火工位Ⅲ,由回火感应圈进行第三段的感应回火。第四步:完成三段感应回火后,通过旋转轴将轮毂单元零件旋转90度回到上下料工位,实现轮毂单元零件进行三工位的感应回火。具有结构紧凑、运行稳定性好和效率高的特点。采用感应回火工艺,用三工位感应回火,实现产线自动化,提高产线节拍,提高装配效率,降低生产成本。
技术研发人员:杜立军,王秀娟,何颖杰,朱俊猛
受保护的技术使用者:杭州沃德汽车部件制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!