多触头转台式液压压实造型机的制作方法
本发明涉及一种铸造砂型造型机,特别是涉及一种多触头转台式液压压实伺服电机驱动的造型机。
背景技术:
1、近年来,用户对铸件的精度要求越来越高,国家对铸造企业的环保要求也越来越严苛,并且伴随着劳动力的紧缺,对用手工造型的作业方式已经远远不能满足生产需求。
2、目前市面上存在的造型机大多为重、大型结构,结构复杂、生产节拍慢,设备造价高,不利于降低生产成本。
技术实现思路
1、本发明所要解决的技术问题是:克服现有技术的不足,提供一种设计合理、生产效率高、降低铸件成本、降低人工劳动强度、便于操作且能够保证铸件精度的多触头转台式液压压实造型机。
2、本发明的技术方案是:
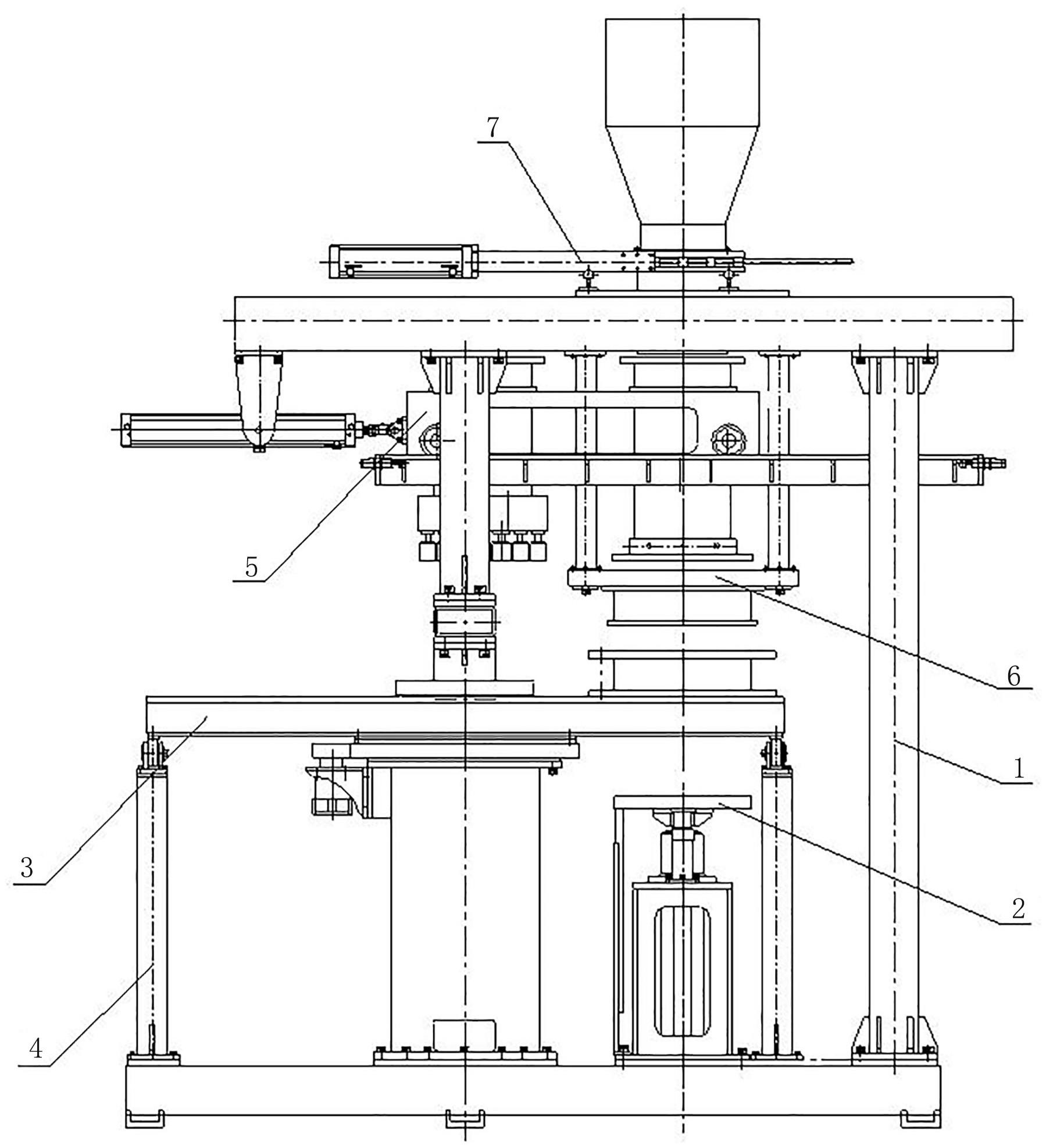
3、一种多触头转台式液压压实造型机,包括机架,所述机架的上端部设置有称重定量加砂装置,所述机架的中上部设置有移动加砂筒及多触头压实装置,所述机架的下端设置有旋转工作台,所述旋转工作台包括旋转工作台面和支撑底座,所述支撑底座的下端与所述机架的下端连接,所述支撑底座的上端与所述旋转工作台面转动式连接,并且,所述支撑底座与所述旋转工作台面之间设置有旋转机构,所述旋转工作台面下方的机架上设置有液压升降工作台,所述旋转工作台面上方的机架上设置有余砂框装置。
4、进一步地:所述机架由顶架、底座和立柱连接而成,所述立柱包括两个长立柱、两个短立柱和一个单立柱,其中,所述单立柱的下部位于所述支撑底座的中心孔内且下端部与所述底座连接,所述单立柱的上端与一个横板的中间连接,所述横板的两端分别与两个所述短立柱的下端连接,两个所述短立柱的上端分别与所述顶架连接,两个所述长立柱的上下两端分别与所述顶架和底座连接。
5、进一步地:所述液压升降工作台包括台面、传感器、导向杆、导向套、油缸和安装座,所述油缸固定在安装座上,所述安装座固定在所述机架上,所述油缸的活塞杆与所述台面铰接,并且,所述台面和安装座之间通过所述导向杆和导向套滑动式连接。
6、进一步地:所述台面设计有两根“i”型加热管安装槽,用于放置加热管,所述加热管与加热设备连接。
7、进一步地:所述旋转机构包括驱动马达、从动齿圈和旋转工作台,所述驱动马达设置在所述支撑底座上,所述齿圈设置在所述旋转工作台上,旋转工作台设置在所述单立柱上和支撑底座联接,所述驱动马达上设置的驱动齿轮与所述齿圈啮合,所述旋转工作台面上设置空箱工位、加砂压实工位和成型取箱工位。
8、进一步地:所述机架上间隔设置有至少三个支撑柱,每一支撑柱的上端均分别设置有滚轮,所述滚轮与所述旋转工作台面的下表面滚动式接触。
9、进一步地:所述移动加砂筒及多触头压实装置包括箱体小车、多触头压筒、导料筒和多触头机构,所述箱体小车上间隔设置所述多触头压筒和导料筒,所述箱体小车上设置有行走轮,所述行走轮行走在导轨上,所述导轨通过导轨座固定在所述机架上,所述机架上设置有驱动气缸(或油缸或伺服马达),所述驱动气缸(或油缸)的活塞杆(或伺服马达驱动轴)与所述箱体小车铰接,带动所述箱体小车往复运动。
10、进一步地:所述多触头机构采用机械式结构,由多个触头构成。其有导向轴、高强度弹簧、压实触头、护套组成。
11、进一步地:所述余砂框装置包括导向杆、连接板、余砂筒和自润滑导向套,所述余砂筒的上端与所述连接板连接,所述连接板通过所述自润滑导向套与所述导向杆滑动式连接,所述导向杆的上端固定在所述机架上。
12、进一步地:所述称重定量加砂装置包括开关门气缸、安装底座、储料斗、闸门和称重传感器,所述开关门气缸和储料斗固定在所述安装底座上,所述闸门在所述开关门气缸的驱动下在所述安装底座上进退,使闸门处于关闭或打开的位置,所述称重传感器固定在所述机架上,所述开关门气缸、安装底座、储料斗和闸门装配成一体后放置在四个所述称重传感器上,所述称重传感器设置在所述机架上。
13、本发明的有益效果是:
14、1.本发明采用工作台液压升降和砂箱背面用多触头压实造型的工作方式,生产出的砂型型腔面强度高,能够有效控制浇注时铸件涨箱量,保证铸件精度要求,减少机加工量。
15、2.本发明上板和底座由五根立柱联结为框架成一体,确保造型机压实时能够有足够的强度和刚性,并且一端立柱采用单立柱,为安装旋转工作台装置提供空间,降低设备整体所占空间。
16、3.本发明台面上设计有两根“i”型加热管安装槽,用于放置加热管,秋、冬季铸造生产时因天气温度低,型砂与模具接触压实后容易出现模具粘砂,造成砂型掉砂、启模困难等铸造缺陷,使生产效率降低,安装加热装置后可以完全解决启模难的问题。
17、4.本发明采用传感器能够实现精确定位,另外,导向杆、导向套可以保证台面升降过程中的平稳性,防止运行过程出现偏移或抖动而造成废型情况。
18、5.本发明旋转工作台支撑装置由三根立柱及三组滚轮组成,用来支撑旋转工作台,保证工作台迴转时平整平稳,确保台面与模具分型面的平行度,使砂型和模具分离时不会出现“扒箱”现象。
19、6.本发明导料筒内设有导料匀砂机构,能够保证型砂加完后上平面平整,确保压实后砂型内腔硬度均匀,另外,造型过程中所用型砂要超过砂箱高度,余砂筒作为超出的型砂的备用储存筒,型砂压实后,框内无型砂存留。
20、7、本发明的加料系统采用称重定量,能够保证加砂的准确性,减少型砂利用率,降低生产成本。
21、8、本发明设计合理、生产效率高、便于操作且能够保证铸件精度,易于推广实施,经济效益较好。
技术特征:
1.一种多触头转台式液压压实造型机,包括机架,其特征是:所述机架的上端部设置有称重定量加砂装置,所述机架的中上部设置有移动加砂筒及多触头压实装置,所述机架的下端设置有旋转工作台,所述旋转工作台包括旋转工作台面和支撑底座,所述支撑底座的下端与所述机架的下端连接,所述支撑底座的上端与所述旋转工作台面转动式连接,并且,所述支撑底座与所述旋转工作台面之间设置有旋转机构,所述旋转工作台面下方的机架上设置有液压升降工作台,所述旋转工作台面上方的机架上设置有余砂框装置。
2.根据权利要求1所述的多触头转台式液压压实造型机,其特征是:所述机架由顶架、底座和立柱连接而成,所述立柱包括两个长立柱、两个短立柱和一个单立柱,其中,所述单立柱的下部位于所述支撑底座的中心孔内且下端部与所述底座连接,所述单立柱的上端与一个横板的中间连接,所述横板的两端分别与两个所述短立柱的下端连接,两个所述短立柱的上端分别与所述顶架连接,两个所述长立柱的上下两端分别与所述顶架和底座连接。
3.根据权利要求1所述的多触头转台式液压压实造型机,其特征是:所述液压升降工作台包括台面、传感器、导向杆、导向套、油缸和安装座,所述油缸固定在安装座上,所述安装座固定在所述机架上,所述油缸的活塞杆与所述台面铰接,并且,所述台面和安装座之间通过所述导向杆和导向套滑动式连接。
4.根据权利要求3所述的多触头转台式液压压实造型机,其特征是:所述台面设计有两根“i”型加热管安装槽,用于放置加热管,所述加热管与加热设备连接。
5.根据权利要求1所述的多触头转台式液压压实造型机,其特征是:所述旋转机构包括驱动马达、从动齿圈和旋转工作台,所述驱动马达设置在所述支撑底座上,所述齿圈设置在所述旋转工作台上,旋转工作台设置在所述单立柱上和支撑底座联接,所述驱动马达上设置的驱动齿轮与所述齿圈啮合,所述旋转工作台面上设置空箱工位、加砂压实工位和成型取箱工位。
6.根据权利要求1所述的多触头转台式液压压实造型机,其特征是:所述机架上间隔设置有至少三个支撑柱,每一支撑柱的上端均分别设置有滚轮,所述滚轮与所述旋转工作台面的下表面滚动式接触。
7.根据权利要求1所述的多触头转台式液压压实造型机,其特征是:所述移动加砂筒及多触头压实装置包括箱体小车、多触头压筒、导料筒和多触头机构,所述箱体小车上间隔设置所述多触头压筒和导料筒,所述箱体小车上设置有行走轮,所述行走轮行走在导轨上,所述导轨通过导轨座固定在所述机架上,所述机架上设置有驱动气缸(或油缸或伺服马达),所述驱动气缸(或油缸)的活塞杆(或伺服马达驱动轴)与所述箱体小车铰接,带动所述箱体小车往复运动。
8.根据权利要求7所述的多触头转台式液压压实造型机,其特征是:所述多触头机构采用机械式结构,由多个触头构成,其有导向轴、高强度弹簧、压实触头、护套组成。
9.根据权利要求1所述的多触头转台式液压压实造型机,其特征是:所述余砂框装置包括导向杆、连接板、余砂筒和自润滑导向套,所述余砂筒的上端与所述连接板连接,所述连接板通过所述自润滑导向套与所述导向杆滑动式连接,所述导向杆的上端固定在所述机架上。
10.根据权利要求1所述的多触头转台式液压压实造型机,其特征是:所述称重定量加砂装置包括开关门气缸、安装底座、储料斗、闸门和称重传感器,所述开关门气缸和储料斗固定在所述安装底座上,所述闸门在所述开关门气缸的驱动下在所述安装底座上进退,使闸门处于关闭或打开的位置,所述称重传感器固定在所述机架上,所述开关门气缸、安装底座、储料斗和闸门装配成一体后放置在四个所述称重传感器上,所述称重传感器设置在所述机架上。
技术总结
本发明公开了一种多触头转台式液压压实造型机,其机架的上端部设置有称重定量加砂装置,所述机架的中上部设置有移动加砂筒及多触头压实装置,所述机架的下端设置有旋转工作台,所述旋转工作台包括旋转工作台面和支撑底座,所述支撑底座的下端与所述机架的下端连接,所述支撑底座的上端与所述旋转工作台面转动式连接,并且,所述支撑底座与所述旋转工作台面之间设置有旋转机构,所述旋转工作台面下方的机架上设置有液压升降工作台,所述旋转工作台面上方的机架上设置有余砂框装置。本发明生产出的砂型型腔面强度高,能够有效控制浇注时铸件涨箱量,保证铸件精度要求,减少机加工量;设备运行速度快;既能减少用工人数,还能减少人工劳动强度。
技术研发人员:王紫璇,高清芳,高志铮,王玉梅
受保护的技术使用者:龙口德瑞斯智能装备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!