水龙头铸造模具及水龙头铸造装置
本发明涉及水龙头铸造,特别涉及一种水龙头铸造模具及水龙头铸造装置。
背景技术:
1、众所周知,现在多采用铸造的方式来生产水龙头,而在水龙头的铸造工艺中,水龙头铸造模具是不可缺少的。目前,当向水龙头铸造模具中注入铜液时,铜液的流速过快,且流动不均匀,使得水龙头铸造效果差。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种水龙头铸造模具,能够提高水龙头铸造效果。
2、本发明还提出一种具有上述水龙头铸造模具的水龙头铸造装置。
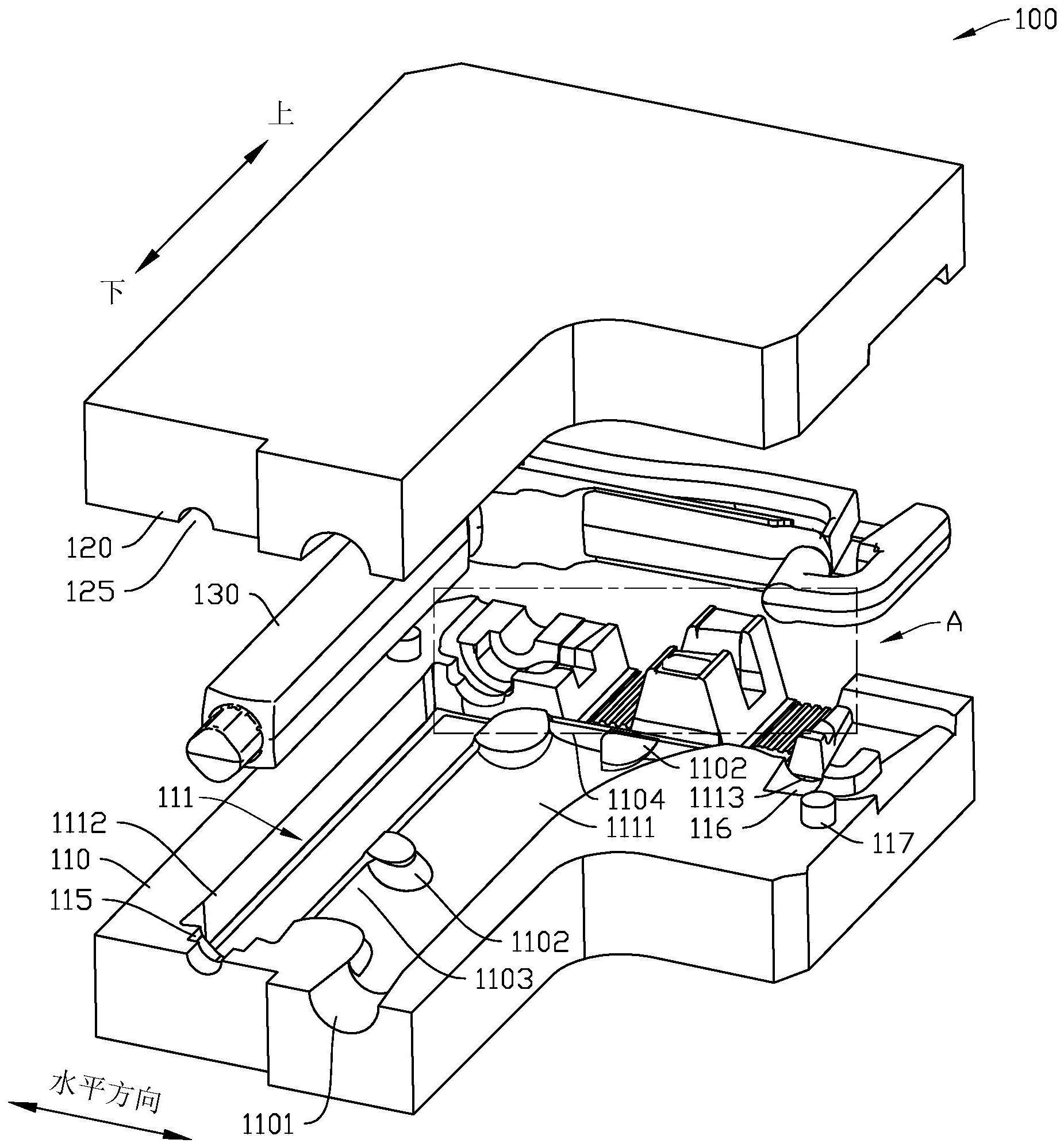
3、根据本发明的实施例的水龙头铸造模具,包括第一模具单元、第二模具单元和砂芯,所述第一模具单元设有第一型腔,所述第一型腔包括第一主浇铸道、第一进水管浇铸道和第一出水管浇铸道,所述第一主浇铸道设有与外界连通的第一浇铸口,且所述第一主浇铸道的边沿处设有多个间隔设置的第一凸起,所述第一凸起的边缘呈弧形,多个所述第一凸起限定出第一流道和第二流道,所述第一流道连通所述第一主浇铸道和所述第一进水管浇铸道,沿所述第一主浇铸道到所述第一进水管浇铸道的方向,所述第一流道的宽度逐渐变大,所述第二流道连通所述第一主浇铸道和所述第一出水管浇铸道,沿所述第一主浇铸道到所述第一出水管浇铸道的方向,所述第二流道的宽度逐渐变大;所述第二模具单元设有与所述第一型腔对称的第二型腔;所述砂芯设于所述第一型腔和所述第二型腔。
4、根据本发明实施例的水龙头铸造模具,至少具有如下有益效果:由于第一流道连通第一主浇铸道和第一进水管浇铸道,沿第一主浇铸道到第一进水管浇铸道的方向,第一流道的宽度逐渐变大,第二流道连通第一主浇铸道和第一出水管浇铸道,沿第一主浇铸道到第一出水管浇铸道的方向,第二流道的宽度逐渐变大。故当通过第一浇铸口向第一主浇铸道注入铜液时,铜液通过第一流道进入第一进水管浇铸道,在铜液流动的过程中,速度会逐渐放缓,且铜液会发散地进入第一进水管浇铸道。另外,铜液通过第二流道进入第一出水管浇铸道,在铜液流动的过程中,速度会逐渐放缓,且铜液会发散地进入第一出水管浇铸道。而第二模具单元设有与第一型腔对称的第二型腔,故第二型腔的浇铸过程与上述过程相同。综上,在向水龙头铸造模具中注入铜液时,铜液会有一个流速放缓,且呈发散状流动的过程,从而提高水龙头铸造效果。
5、根据本发明的一种实施例,所述第一模具单元设有第一排气结构,所述第一排气结构包括第一排气腔和多个第一排气孔,所述第一排气腔与所述第一型腔连通,所述第一排气孔沿上下方向设置,并与所述第一排气腔连通,所述第二模具单元设有与所述第一排气结构对称的第二排气结构。
6、根据本发明的一种实施例,所述第一排气腔沿水平方向设置,并呈半圆饼状。
7、根据本发明的一种实施例,所述第一模具单元设有与所述第一型腔连通的第一凹槽,所述第一凹槽内设有多个沿水平方向间隔设置的第一排气槽,所述第二模具单元设有与所述第一凹槽对称设置的第一凸块,所述第一凸块设有与所述第二型腔连通的第二凹槽,所述第一凸块朝向所述第一模具单元的一侧设有多个沿水平方向间隔设置第二排气槽,所述第一凸块配合于所述第一凹槽,多个所述第二排气槽与多个所述第一排气槽一一对应配合以形成多个第二排气孔。
8、根据本发明的一种实施例,所述第一凹槽设有两个,两个所述第一凹槽沿水平方向间隔设置,所述第一凸块设有两个,两个所述第一凸块分别与两个所述第一凹槽对称设置,并分别配合于两个所述第一凹槽。
9、根据本发明的一种实施例,两个所述第一凹槽之间设有第二凸块,所述第二凸块设有连通于两个所述第一凹槽之间的第三凹槽,两个所述第一凸块之间设有第二凹槽,所述第二凸块定位配合于所述第二凹槽。
10、根据本发明的一种实施例,所述第一模具单元设有与所述砂芯定位配合的第一定位槽和第二定位槽,所述第一定位槽与所述第一进水管浇铸道连通,所述第二定位槽与所述第一出水管浇铸道连通。
11、根据本发明的一种实施例,所述第一模具单元朝向所述第二模具单元的一侧设有连接柱,所述第二模具单元朝向所述第一模具单元的一侧设有连接孔,所述连接柱插设于所述连接孔。
12、根据本发明的实施例的水龙头铸造装置,其包括压缩机、坩埚、进液管和本发明实施例的水龙头铸造模具,所述压缩机与所述坩埚连接,并能够向所述坩埚提供压缩空气,所述进液管连通所述坩埚的内腔和所述第一浇铸口。
13、根据本发明实施例的水龙头铸造装置,至少具有如下有益效果:由于水龙头铸造模具能够提高水龙头铸造效果,故水龙头铸造装置能够铸造出质量更好的水龙头,更加满足客户的需求。
14、根据本发明的一种实施例,所述第一模具单元背离所述第二模具单元的一侧设有第一连杆,所述第二模具单元背离所述第一模具单元的一侧设有第二连杆,所述水龙头铸造装置还包括机械手,所述机械手连接所述第一连杆和所述第二连杆。
15、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.水龙头铸造模具,其特征在于,包括:
2.根据权利要求1所述的水龙头铸造模具,其特征在于,所述第一模具单元设有第一排气结构,所述第一排气结构包括第一排气腔和多个第一排气孔,所述第一排气腔与所述第一型腔连通,所述第一排气孔沿上下方向设置,并与所述第一排气腔连通,所述第二模具单元设有与所述第一排气结构对称的第二排气结构。
3.根据权利要求2所述的水龙头铸造模具,其特征在于,所述第一排气腔沿水平方向设置,并呈半圆饼状。
4.根据权利要求1所述的水龙头铸造模具,其特征在于,所述第一模具单元设有与所述第一型腔连通的第一凹槽,所述第一凹槽内设有多个沿水平方向间隔设置的第一排气槽,所述第二模具单元设有与所述第一凹槽对称设置的第一凸块,所述第一凸块设有与所述第二型腔连通的第二凹槽,所述第一凸块朝向所述第一模具单元的一侧设有多个沿水平方向间隔设置第二排气槽,所述第一凸块配合于所述第一凹槽,多个所述第二排气槽与多个所述第一排气槽一一对应配合以形成多个第二排气孔。
5.根据权利要求4所述的水龙头铸造模具,其特征在于,所述第一凹槽设有两个,两个所述第一凹槽沿水平方向间隔设置,所述第一凸块设有两个,两个所述第一凸块分别与两个所述第一凹槽对称设置,并分别配合于两个所述第一凹槽。
6.根据权利要求5所述的水龙头铸造模具,其特征在于,两个所述第一凹槽之间设有第二凸块,所述第二凸块设有连通于两个所述第一凹槽之间的第三凹槽,两个所述第一凸块之间设有第二凹槽,所述第二凸块定位配合于所述第二凹槽。
7.根据权利要求1所述的水龙头铸造模具,其特征在于,所述第一模具单元设有与所述砂芯定位配合的第一定位槽和第二定位槽,所述第一定位槽与所述第一进水管浇铸道连通,所述第二定位槽与所述第一出水管浇铸道连通。
8.根据权利要求1所述的水龙头铸造模具,其特征在于,所述第一模具单元朝向所述第二模具单元的一侧设有连接柱,所述第二模具单元朝向所述第一模具单元的一侧设有连接孔,所述连接柱插设于所述连接孔。
9.水龙头铸造装置,其特征在于,包括压缩机、坩埚、进液管和权利要求1至8任一项所述的水龙头铸造模具,所述压缩机与所述坩埚连接,并能够向所述坩埚提供压缩空气,所述进液管连通所述坩埚的内腔和所述第一浇铸口。
10.根据权利要求9所述的水龙头铸造装置,其特征在于,所述第一模具单元背离所述第二模具单元的一侧设有第一连杆,所述第二模具单元背离所述第一模具单元的一侧设有第二连杆,所述水龙头铸造装置还包括机械手,所述机械手连接所述第一连杆和所述第二连杆。
技术总结
本发明具体公开了一种水龙头铸造模具及水龙头铸造装置,水龙头铸造模具包括第一模具单元、第二模具单元和砂芯,第一模具单元设有第一型腔,第一型腔包括第一主浇铸道、第一进水管浇铸道和第一出水管浇铸道,第一主浇铸道第一浇铸口,且第一主浇铸道设有多个第一凸起,第一凸起的边缘呈弧形,多个第一凸起限定出第一流道和第二流道,沿第一主浇铸道到第一进水管浇铸道的方向,第一流道的宽度逐渐变大,沿第一主浇铸道到第一出水管浇铸道的方向,第二流道的宽度逐渐变大;第二模具单元设有与第一型腔对称的第二型腔;砂芯设于第一型腔和第二型腔,根据本发明实施例的水龙头铸造模具,能够提高水龙头铸造效果。
技术研发人员:张保兴,康献民,黄光润
受保护的技术使用者:五邑大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!