冷冻砂型绿色铸造砂粒液态流化预冷装置及方法
本发明属于冷冻砂型制坯,具体涉及冷冻砂型绿色铸造砂粒液态流化预冷装置及方法。
背景技术:
1、冷冻砂型绿色铸造技术是一种新型的绿色铸造成型方法,采用纯水作为粘接剂,各种原砂颗粒作为耐火骨料。将混有适量水分的原砂颗粒置于低温环境中,冷冻成坯,再通过数字化无模铸造技术切削成形得到冷冻砂型,浇注获得铸件。相比传统铸造工艺,冷冻砂型绿色铸造技术具备柔性化、精确化和绿色化等优势,在航空航天、国防军工等对高端复杂零部件要求严苛的领域应用前景良好。但同时,目前冷冻砂型绿色铸造技术尤其是冷冻砂坯的制备工艺尚存在以下不足:
2、(1)冷冻制坯造型效率不高,冷冻砂坯制备常采用冷藏柜直接冷冻的方式,实验数据表明尺寸为400mm×400mm×400mm的砂型冷冻到-30℃需要24小时以上,砂型生产效率受制坯工序影响严重。
3、(2)砂坯直接冷冻成型过程中,致密的砂坯传热方式为表面对流传热,内部导热,由于砂型导热性较差,导热速率较低,导致砂坯冷冻时间较长,且冷冻温度不均匀。
4、(3)冷冻砂坯生产自动化程度不高,目前许多冷冻砂坯的制备仍较依赖于手工造型,大量固体颗粒处理困难,难以实现砂型制备的连续生产;
5、综上所述,如何进一步提高冷藏柜冷冻砂型的效率,减小砂坯冷冻时间,同时实现连续生产和生产过程的自动化,是当前冷冻砂型绿色铸造技术急需解决的重要问题。
技术实现思路
1、为解决上述问题,本发明公开了冷冻砂型绿色铸造砂粒液态流化预冷装置及方法,冷风通过冷气换热的方式提前对型砂颗粒进行预冷降温处理,并使得型砂颗粒处于流化状态,大幅度提高砂坯冷冻效率的同时,也便于实现连续生产和生产过程的自动化。
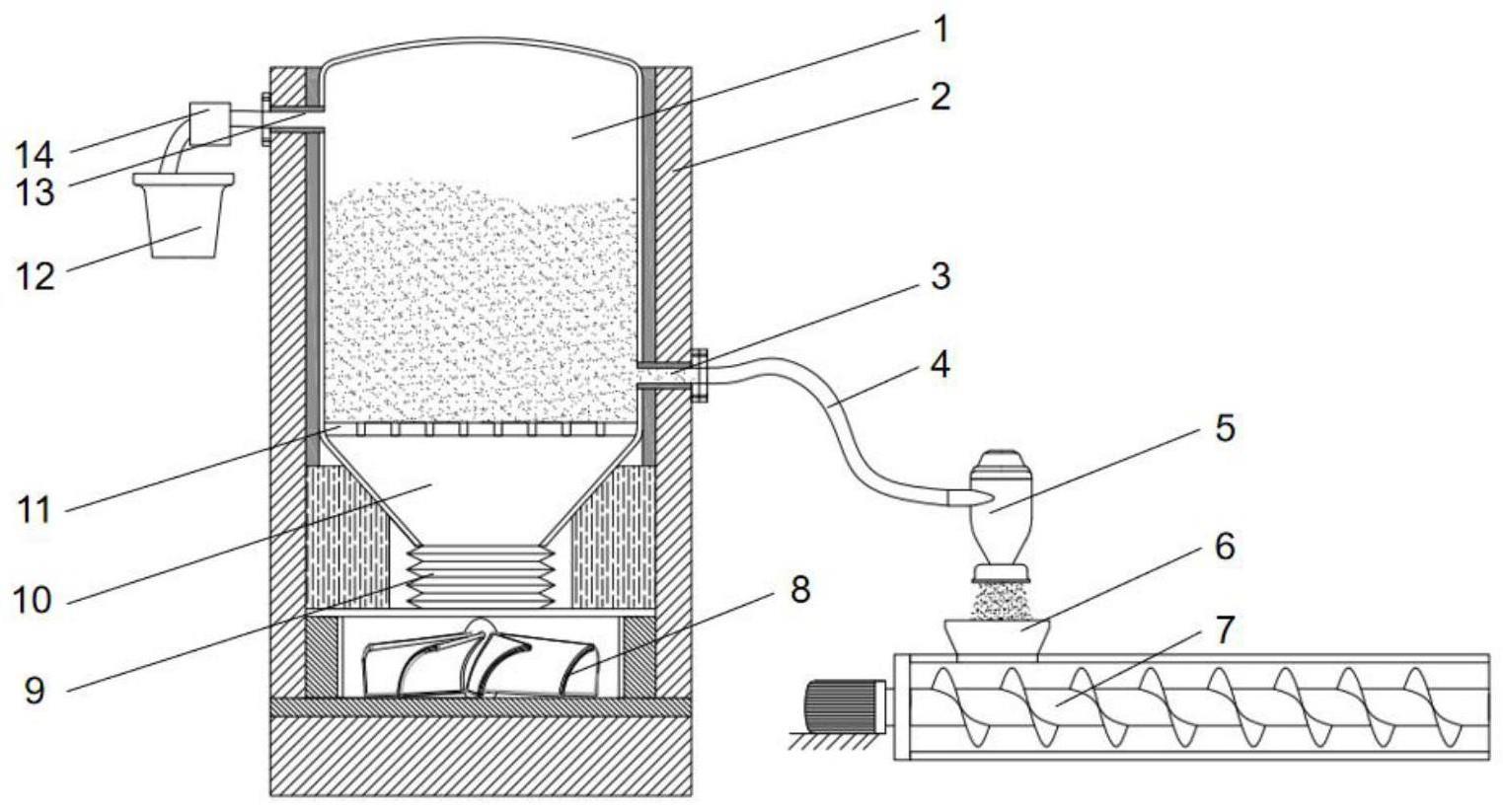
2、为实现上述目的,本发明提出了冷冻砂型绿色铸造砂粒液态流化预冷装置,该装置包括:换热罐、支撑框架、出砂口、送砂软管、真空吸砂机、料斗、螺旋送砂机构、冷风机、冷风管、稳压风腔、布风板、储砂桶、进砂口和真空上砂机构;所述换热罐下方固定有布风板;所述稳压风腔安装在布风板下侧,并通过冷风管与冷风机相接,使通过布风板进入罐体的冷风量均匀;上述装置通过支撑框架固定在一起,保证整体设备的稳定运行;所述进砂口设置在换热罐上部,出砂口设置在换热罐下部;所述储砂桶通过真空上砂机构与进砂口相接;所述真空吸砂机通过送砂软管与出砂口相接,将换热罐中处理过的型砂颗粒吸出;所述料斗设置在螺旋送砂机构上方,接受真空吸砂机排出的型砂颗粒。
3、作为本方案的进一步地设计,所述换热罐外壁裹覆有隔热保温层,保证型砂颗粒在换热罐中的预冷降温效果。
4、作为本方案的进一步地设计,所述布风板上表面包覆一层尼龙细纱网,防止换热罐中的型砂颗粒在重力作用下落入冷风机,影响冷风机正常运行。
5、作为本方案的进一步地设计,所述布风板上均匀分布着多个布风孔,相邻布风孔间隔一定距离,冷风通过布风孔对换热罐中的型砂颗粒起液态流化和预冷降温的作用。
6、作为本方案的进一步地设计,所述所述布风孔形状为圆形,直径为2-4mm。
7、作为本方案的进一步地设计,所述布风孔面积占布风板总面积的20±5%。
8、作为本方案的进一步地设计,所述冷风机的冷风流速可调,为0-8m/s。
9、作为本方案的进一步地设计,所述冷风机的冷风温度可调,为0-10℃。
10、本发明还提供了冷冻砂型绿色铸造砂粒液态流化预冷方法,该方法包括如下步骤:
11、步骤1:将型砂颗粒通过真空上砂机构从进料口抽入换热罐中;
12、步骤2:启动冷风机,向换热罐中持续鼓入冷风,冷风经过冷风管在风腔进行稳压后,通过布风板进入罐内,达到冷风量均匀的效果;
13、步骤3:通过调节冷风流速,使冷风在罐内与砂粒持续换热,直到型砂颗粒开始浮动,呈现流动性,达到临界流化速度,最终形成液态流化床;
14、步骤4:进一步调大冷风流速,液态流化床随流速的增大而继续膨胀,整体压降稳定、流动状态良好;
15、步骤5:流化的型砂颗粒持续预冷降温,直至温度稳定时,将送砂软管与出砂口接通,启动真空吸砂机,从换热罐中抽出型砂颗粒;
16、步骤6:经液态流化处理过的型砂颗粒由料斗落入螺旋送砂机构中,持续输送至下一道工序,进而完成混砂、制坯。
17、作为本方案的进一步地设计,所述型砂颗粒种类可以是石英砂、铬铁矿砂、锆英砂、刚玉砂和镁橄榄石砂等。
18、本发明的有益效果:
19、(1)本发明对原砂进行预冷降温处理,再进行冷冻制坯,相比传统冷冻砂型常采用的冷藏柜直接冷冻的方式,能够提高砂型冷冻制坯造型效率至少26%。
20、(2)本发明的型砂颗粒在气流的作用下被处理成液态流化的状态,由于型砂颗粒较为细小,流化状态的砂粒与冷气接触面积增大,传热效率高,热交换过程剧烈,可以快速使砂粒达到预期的冷冻温度,同时呈现散状分布的砂粒在换热罐中的温度也更容易控制,预冷过程温度分布也更均匀。
21、(3)流化状态的型砂颗粒具有类似于一般流体的流动特性,在冷冻砂型制备过程中便于输送至下一道工序,采用原砂液态流化预冷处理方法,有利于实现连续生产和生产过程的自动化。
22、附图说明
23、图1为本发明实施例所述冷冻砂型绿色铸造砂粒液态流化预冷装置示意图。
24、图2为本发明实施例所述布风板的俯视图。
技术特征:
1.冷冻砂型绿色铸造砂粒液态流化预冷装置,其特征在于:包括换热罐、支撑框架、出砂口、送砂软管、真空吸砂机、料斗、螺旋送砂机构、冷风机、冷风管、稳压风腔、布风板、储砂桶、进砂口和真空上砂机构;所述换热罐下方固定有布风板;所述稳压风腔安装在布风板下侧,并通过冷风管与冷风机相接;上述装置通过支撑框架固定在一起;所述进砂口设置在换热罐上部,出砂口设置在换热罐下部;所述储砂桶通过真空上砂机构与进砂口相接;所述真空吸砂机通过送砂软管与出砂口相接,将换热罐中处理过的型砂颗粒吸出;所述料斗设置在螺旋送砂机构上方,接受真空吸砂机排出的型砂颗粒。
2.根据权利要求1所述的冷冻砂型绿色铸造砂粒液态流化预冷装置,其特征在于,所述换热罐外壁裹覆有隔热保温层。
3.根据权利要求1所述的冷冻砂型绿色铸造砂粒液态流化预冷装置,其特征在于,所述布风板上表面包覆一层尼龙细纱网。
4.根据权利要求1所述的冷冻砂型绿色铸造砂粒液态流化预冷装置,其特征在于,所述布风板上均匀分布着多个布风孔,相邻布风孔间隔一定距离。
5.根据权利要求4所述的冷冻砂型绿色铸造砂粒液态流化预冷装置,其特征在于,所述布风孔形状为圆形,直径为2-4mm。
6.根据权利要求4所述的冷冻砂型绿色铸造砂粒液态流化预冷装置,其特征在于,所述布风孔面积占布风板总面积的20±5%。
7.根据权利要求1所述的冷冻砂型绿色铸造砂粒液态流化预冷装置,其特征在于,所述冷风机的冷风流速可调,为0-8m/s。
8.根据权利要求1所述的冷冻砂型绿色铸造砂粒液态流化预冷装置,其特征在于,所述冷风机的冷风温度可调,为0-10℃。
9.冷冻砂型绿色铸造砂粒液态流化预冷方法,其特征在于,该方法包括如下步骤:
10.根据权利要求9所述的冷冻砂型绿色铸造砂粒液态流化预冷方法,其特征在于,所述型砂颗粒种类包括但不限于石英砂、铬铁矿砂、锆英砂、刚玉砂和镁橄榄石砂。
技术总结
本发明属于冷冻砂型制坯技术领域,具体涉及冷冻砂型绿色铸造砂粒液态流化预冷装置及方法。该装置包括换热罐、支撑框架、出砂口、送砂软管、真空吸砂机、料斗、螺旋送砂机构、冷风机、冷风管、稳压风腔、布风板、储砂桶、进砂口和真空上砂机构。该方法通过调节冷风流速获得流化状态的型砂颗粒,并对其进行预冷降温处理,进而缩短冷冻制坯时间,实现砂粒输送。该装置及方法可解决冷冻砂型绿色铸造常规制坯造型工艺效率不高、生产过程自动化程度低等问题,对实现冷冻砂型的高效制备、推广冷冻砂型绿色铸造技术具有重要的意义。
技术研发人员:杨浩秦,单忠德,宋魏飞
受保护的技术使用者:南京航空航天大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!