一种精准控制螺纹钢抛钢位置的方法与流程
本发明涉及钢棒材生产,特别涉及一种精准控制螺纹钢抛钢位置的方法。
背景技术:
1、现行的螺纹钢棒材抛钢方式有两类,一类是通过夹送辊夹持尾部使最终螺纹钢抛钢速度一致,通过转毂上钢装置,使螺纹钢精准抛钢(即尾部对齐)。另一类为传统切分棒材,该类生产线,产量大,抛钢通过裙板进行分钢,此类抛钢利用裙板上中下位置的变动使倍尺剪切出的各段螺纹钢分离,最后通过裙板滑行直至停止,但此类抛钢方式受温度,规格,抛钢速度,钢种等影响,螺纹钢滑行的距离无法做到精准控制。抛钢距离长短不一致会影响整个收集的效率,对齐辊道要根据其抛的最远的螺纹钢进行对齐动作,小规格如果抛钢长短距离不一,短距离的由于一直在等长距离的对齐,由于规格小,容易造成弯曲。另外如果倍尺的长度过长(仅比冷床总长短5-10m,抛钢过长也会导致头部撞冷床端部挡板,造成弯曲),其次也方便红检工取样。
技术实现思路
1、本发明的目的是提供一种精准控制螺纹钢抛钢位置的方法,实现螺纹钢抛钢距离的精准定位,加快生产节奏和减少质量事故。
2、本发明的上述技术目的是通过以下技术方案得以实现的:
3、一种精准控制螺纹钢抛钢位置的方法,包括如下步骤,
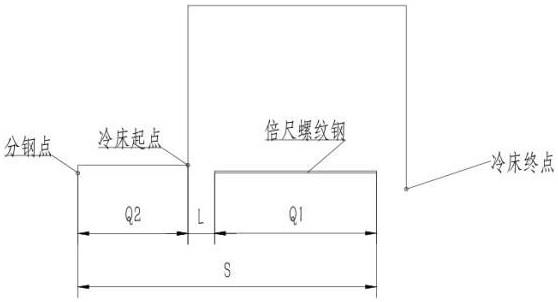
4、步骤s1、确定所需精准控制的螺纹钢对应规格,包括倍尺长度q1、分钢点距离冷床起点的距离q2、裙板低位到高位的竖直间距h、抛钢温度范围;
5、步骤s2、对以上参数进行理论测算:整个滑行过程中,螺纹钢的动能转化为摩擦势能以及部分的重力势能,即1/2mv2=umgs+mgh,得到1/2v2=ugs+gh;
6、其中,m为某一倍尺长度下的螺纹钢质量,v为抛钢速度,u为摩擦系数,s为滑行距离;
7、步骤s3、确定最终想要得到的距离l:距离l为螺纹钢最终滑行停止时,螺纹钢尾部距离冷床起点的距离;其中l=s-q1-q2,得到1/2v2=ug(l+q1+q2)+gh;
8、步骤s4、对温度c和摩擦系数u进行拟合,拟合出温度与摩擦系数的线性回归方程;
9、步骤s5、将拟合出的温度c和摩擦系数u的线性回归方程代入步骤s3中得到的公式,最终得到当前参数下温度c与抛钢速度v的方程;
10、步骤s6:根据温度c,抛钢加速辊道根据拟合方程进行变化,控制抛钢速度v,使得抛钢尾部距离冷床起点始终是l。
11、更进一步地,步骤s4中,线性回归方程通过统计相同/不同抛钢速度v下,对应的抛钢温度c以及真实的滑行距离s拟合得到。
12、更进一步地,将抛钢速度v和真实的滑行距离s代入步骤s3中得到的公式,推算得出u值,来拟合出温度c与摩擦系数u的线性回归方程。
13、更进一步地,q1=110m,q2=50m,h=8.6m。
14、更进一步地,步骤s4中得到的回归方程为:
15、u=(7310-c)/11795。
16、更进一步地,l控制为5m。
17、更进一步地,步骤s5中得到当前参数下温度c与抛钢速度v的方程为:
18、
19、综上所述,本发明具有以下有益效果:
20、根据加速辊道起始点测出的温度,使得抛钢加速辊道根据拟合方程进行变化,自动控制抛钢速度,从而最终实现精准抛钢,可加快生产节奏,减少质量缺陷,方便人员操作。
技术特征:
1.一种精准控制螺纹钢抛钢位置的方法,其特征在于:包括如下步骤,
2.根据权利要求1所述的一种精准控制螺纹钢抛钢位置的方法,其特征在于:步骤s4中,线性回归方程通过统计相同/不同抛钢速度v下,对应的抛钢温度c以及真实的滑行距离s拟合得到。
3.根据权利要求2所述的一种精准控制螺纹钢抛钢位置的方法,其特征在于:将抛钢速度v和真实的滑行距离s代入步骤s3中得到的公式,推算得出u值,来拟合出温度c与摩擦系数u的线性回归方程。
4.根据权利要求3所述的一种精准控制螺纹钢抛钢位置的方法,其特征在于:q1=110m,q2=50m,h=8.6m。
5.根据权利要求4所述的一种精准控制螺纹钢抛钢位置的方法,其特征在于:步骤s4中得到的回归方程为:
6.根据权利要求5所述的一种精准控制螺纹钢抛钢位置的方法,其特征在于:l控制为5m。
7.根据权利要求6所述的一种精准控制螺纹钢抛钢位置的方法,其特征在于:步骤s5中得到当前参数下温度c与抛钢速度v的方程为:
技术总结
本发明公开了一种精准控制螺纹钢抛钢位置的方法,涉及钢棒材生产技术领域,特别涉及一种精准控制螺纹钢抛钢位置的方法。包括如下步骤,步骤S1、确定所需精准控制的螺纹钢对应规格;步骤S2、对以上参数进行理论测算:整个滑行过程中,螺纹钢的动能转化为摩擦势能以及部分的重力势能;步骤S3、确定最终想要得到的距离L;步骤S4、拟合出温度与摩擦系数的线性回归方程;步骤S5、最终得到当前参数下温度C与抛钢速度v的方程;步骤S6:根据温度C,抛钢加速辊道根据拟合方程进行变化,控制抛钢速度v,使得抛钢尾部距离冷床起点始终是L。实现螺纹钢抛钢距离的精准定位,达到了加快生产节奏和减少质量事故的效果。
技术研发人员:张明然,周健
受保护的技术使用者:中天钢铁集团(南通)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!