硬质合金复合涂层沉积方法
本发明涉及钢合金领域,特别涉及一种硬质合金复合涂层沉积方法。
背景技术:
1、随着现代机械加工技术的不断发展,传统刀具已难以满足高效率、高精度和高质量的加工需求。传统刀具在加工不锈钢、高温合金和钛合金等难加工材料时,易造成刀具磨损严重、寿命低、加工质量差及加工零件热变形严重等问题。涂层刀具有效结合了基体材料的高硬度、涂层材料优异的耐磨性及抗氧化性,可大幅度提高提高切削刀具的使用寿命、切削效率及零件的加工质量,具有高效、经济、低成本的优势。正得益于这些优点,涂层技术在现代机械加工领域迅速发展。
2、对于刀具涂层来说,在追求耐磨性的同时,涂层与刀具基体材料之间的结合强度也至关重要。如果涂层不能与基体材料之间高强度结合,在切削过程中可能会造成界面处应力集中,涂层很容易从刀具上剥落,从而最终导致失效。因此,研究一种新型复合涂层,提高刀具涂层的膜基结合强度、硬度、韧性及高温抗氧化性,对于推进机械加工业的发展和制造业水平的提升具有重要意义。
技术实现思路
1、有鉴于此,本发明提出了一种硬质合金复合涂层沉积方法,以制备表面硬度高、韧性好的多层复合涂层。
2、一种硬质合金复合涂层沉积方法,包括以下步骤:
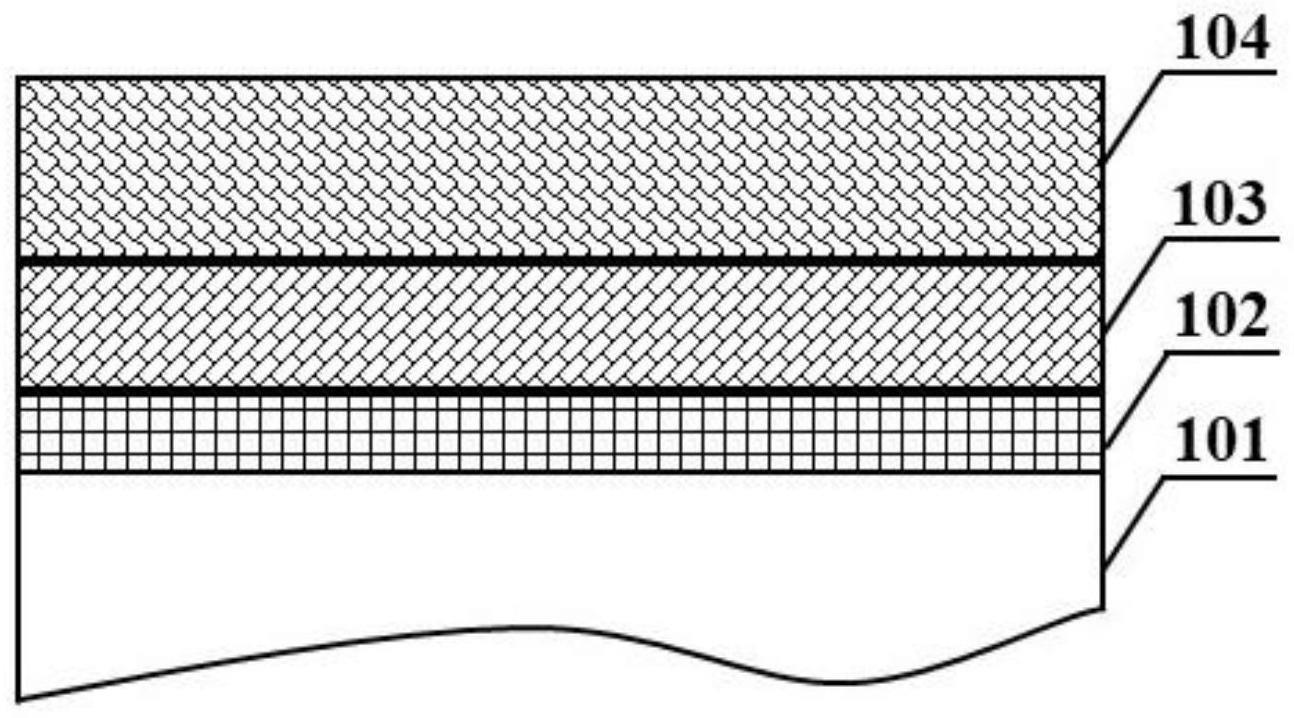
3、s1清洗硬质合金基体表面;
4、s2将硬质合金基体固定在转速为3.0~8.0rpm的基体转架上,真空状态下,升温至350~500℃;
5、s3将ti靶连接电弧离子镀电源,tial靶和alcrb靶分别连接高功率脉冲磁控溅射电源;
6、s4将基体偏压调至-150~-250v,开启电弧离子镀纯ti靶,调节靶材功率为0.5~1.5kw,通入ar和n2,设置所述基体转架的旋转速率为1.0~4.0rpm,沉积,得到tin基底层,关闭纯ti电弧靶;
7、s5开启高功率脉冲磁控溅射tial合金靶,调节基体偏压至-60~-120v,靶电流40~120a,沉积,得到tialn过渡层,关闭高功率脉冲磁控溅射tial合金靶;
8、s6开启alcrb靶,靶源功率为1.0~2.5kw,调节基体偏压至-80~-150v,沉积,得到alcrbn功能层,完成沉积。
9、进一步的,步骤s1采用用无水乙醇进行超声清洗15~25min。
10、进一步的,步骤s2的真空度为3.0×10-3~5.0×10-3pa。
11、进一步的,步骤s4控制ar和n2流量比例维持在pn2/(par+pn2)=30~60%,并保持总气压为1.2~2.8pa。
12、进一步的,步骤s4沉积时间15~25min。
13、进一步的,步骤s5沉积时间20~35min。
14、进一步的,步骤s6沉积时间35~50min。
15、本发明的硬质合金复合涂层沉积方法,将tin沉积于基底层,使涂层与合金基体之间可以紧密结合,有效避免了刀具在切削加工过程中发生涂层剥落。tin/tialn/alcrbn多层复合涂层的表面硬度高、韧性好,使涂层稳定性和耐磨性能得到了明显提升。多层复合涂层兼具优异的膜-基结合力、抗断裂韧性、抗高温氧化性能及耐磨性,适用于高速干切削钛合金等难加工材料,明显降低了钛合金切削加工时刀具的震颤现象,综合性能优异,大幅度提升了切削效率,有效延长了刀具使用寿命。
技术特征:
1.一种硬质合金复合涂层沉积方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的硬质合金复合涂层沉积方法,其特征在于:步骤s1采用用无水乙醇进行超声清洗15~25min。
3.根据权利要求1所述的硬质合金复合涂层沉积方法,其特征在于:步骤s2的真空度为3.0×10-3~5.0×10-3pa。
4.根据权利要求1所述的硬质合金复合涂层沉积方法,其特征在于:步骤s4控制ar和n2流量比例维持在pn2/(par+pn2)=30~60%,并保持总气压为1.2~2.8pa。
5.根据权利要求1所述的硬质合金复合涂层沉积方法,其特征在于:步骤s4沉积时间15~25min。
6.根据权利要求1所述的硬质合金复合涂层沉积方法,其特征在于:步骤s5沉积时间20~35min。
7.根据权利要求1所述的硬质合金复合涂层沉积方法,其特征在于:步骤s6沉积时间35~50min。
技术总结
本发明提供了一种硬质合金复合涂层沉积方法,包括以下步骤:清洗硬质合金基体表面;将硬质合金基体固定在基体转架上,真空状态下,升温;将Ti靶连接电弧离子镀电源,TiAl靶和AlCrB靶分别连接高功率脉冲磁控溅射电源;将基体偏压调至‑150~‑250V,开启电弧离子镀纯Ti靶,调节靶材功率为0.5~1.5kW,通入Ar和N<subgt;2</subgt;,沉积;开启高功率脉冲磁控溅射TiAl合金靶,调节基体偏压至‑60~‑120V,靶电流40~120A,沉积;开启AlCrB靶,靶源功率为1.0~2.5kW,调节基体偏压至‑80~‑150V,沉积。多层复合涂层兼具优异的膜‑基结合力、抗断裂韧性、抗高温氧化性能及耐磨性。
技术研发人员:李佳勇,陈一泊,张鹏跃,刘天宇,张丰裕,王茜冉,张飞扬,及璐蕊
受保护的技术使用者:河北工业职业技术学院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!