一种类弹簧式基体钎焊串珠及制备方法与流程
本发明属于金刚石超硬制品,尤其涉及一种类弹簧式新型基体钎焊串珠及制备方法。
背景技术:
1、金刚石绳锯串珠已经在石材切割和建筑工程领域得到了广泛的应用,是一种高效、环保、绿色的加工新技术。目前,金刚石绳锯串珠主要有烧结和钎焊两种类型,其通用制备技术都是将金刚石颗粒通过结合剂或钎料固结在圆环状钢基体上面,然后再把钢基体串入钢丝绳中进行后期的注塑工艺。采用这种方法制备串珠时,一般需要提前把基体加工出来(如图3、图4所示),相当于增加了制造成本,另外,当基体的尺寸及壁厚较小时,存在着工作层料投料困难,冷压成型易变形等缺点,限制了串珠尺寸的进一步小型化。
2、针对目前金刚石串珠制备中的缺陷,本发明摒弃传统的制备方法,采用类弹簧式基体替代传统圆柱状基体,结合钎焊方法制备串珠。采用类弹簧式基体制备金刚石串珠,简化了制备流程,能极大提高生产效率。
技术实现思路
1、本发明的目的在于提供一种类弹簧式新型基体钎焊串珠及制备方法,以降低串珠生产过程中的生产成本,提高生产效率,提高经济效益。
2、为了实现本发明目的的技术方案是:
3、一种类弹簧式基体钎焊串珠的制备方法,所述串珠包括类弹簧式基体和工作层,工作层由金刚石磨料及钎焊料制成;
4、所述制备方法包括以下步骤:
5、1)根据加工对象确定钎焊串珠的外径尺寸,再根据钎焊串珠的外径尺寸确定钢丝绳和类弹簧式基体的尺寸和形状;
6、钎焊串珠的外径尺寸为3.0~15mm,高度为5~12mm;
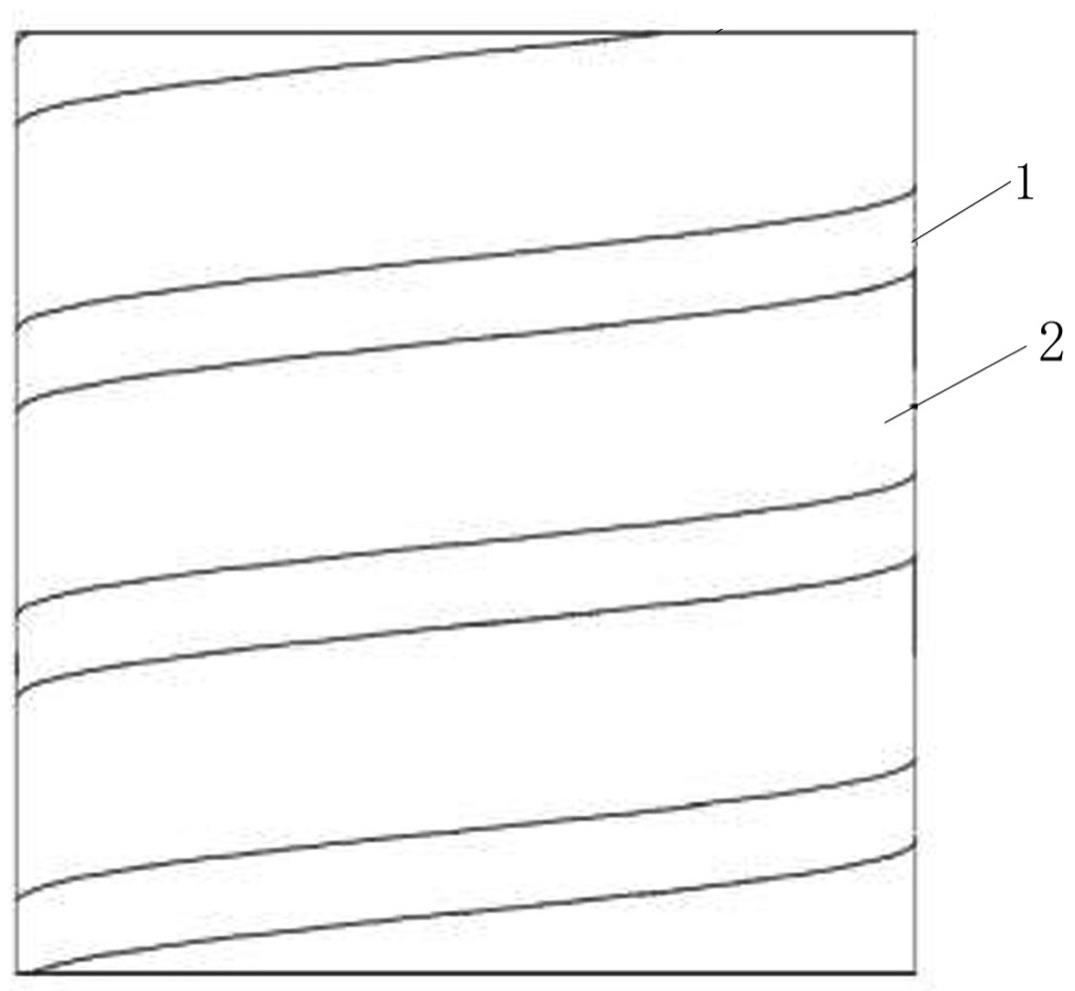
7、所述类弹簧式基体是用金属丝,按照一定的螺距缠绕出的类似于弹簧结构的构件,用以取代传统绳锯串珠用的圆环状基体;
8、类弹簧式基体的外径为3.0~15mm,内径为2.5~5.5mm,线径为0.25~4.75mm,高度为5~12mm,螺距范围为0.2~4mm;
9、2)根据类弹簧式基体的内径尺寸加工出与其内径相适配的棒状物,用于填充其内部空间;
10、3)配制工作层料,分别称取金刚石磨料及钎焊料混合均匀,得到工作层成形料;
11、将混合均匀的工作层料,冷压在类弹簧式基体的螺距之间,或在工作层料中添加胶水、酚醛树脂液形成胶状物涂抹在类弹簧式基体的螺距之间;
12、紧接着利用冷压模具或等静压设备对其施加压力,达到55~85%的成型密度,优选成型密度为55~70%;
13、所述工作层成形料中,金刚石磨料的质量百分比为2~45%,钎焊料的质量百分比为55~98%;
14、4)取出类弹簧式基体中的棒状填充物,将成型后的串珠放入真空钎焊炉中进行烧结,烧结后得到单颗钎焊串珠;
15、所述烧结温度为800~1000℃,烧结保温时间为3~15分钟,优选烧结温度为850~1000℃,烧结保温时间为5~10分钟。
16、进一步地,钎焊串珠外径尺寸为4.5~9mm,高度为6~10mm;
17、类弹簧式基体的外径为4.5~9mm,内径为4.0~5.0mm,线径为0.25~2mm,高度为6~10mm,螺距范围为0.2~4mm。
18、进一步地,所述类弹簧式基体的金属线形状为圆形、方形、扁形或椭圆形,优选为圆形或方形。
19、进一步地,所述类弹簧式基体为65mn钢、70号钢材质。
20、进一步地,所述类弹簧式基体内部填充的棒状物为金属或树脂。
21、进一步地,步骤3)所述工作层成形料中,金刚石磨料的优选质量百分比为5~25%,钎焊料的优选质量百分比为75~95%;
22、所述形成胶状物时,液体添加量不超过成形总重的15%,优选的,液体添加量为5~12%;
23、所述金刚石磨料中,金刚石粒度为30/35目、35/40目、40/45目、45/50目、50/60目、60/70目、70/80目、80/100目中的一种或两种以上组合,优选为30/35目、60/70目
24、钎焊料为ni-cr钎料、cu-sn-ti钎料、ag基钎料中的一种,优选为ni-cr钎料。
25、本发明类弹簧式基体作为一种新型的基体结构,也可应用在烧结串珠、电镀串珠上。
26、本发明另一目的是提供采用本发明制备方法制备得到的钎焊串珠。
27、采用本发明制备方法的新型钎焊串珠,具备了钎焊类金刚石工具所独有的出刃高度高、锋利性好、加工效率高等优点;烧结后因为钎料的自收缩效果,类弹簧式基体内孔粗糙度增加,在串珠后续的注塑过程中能起到很好的把持塑料或橡胶的作用;金刚石自然出露,不需要开刃,减小了制备工序。
28、本发明采用类弹簧式基体制备串珠,其批量化生产成本约为0.03元/颗,而烧结型传统基体的制造成本约为0.15元/颗,后续加工费用为0.05~0.1元颗,冷压模具约0.04元/颗,烧结石墨模具损耗约0.1元/颗。在烧结过程中水电费用每颗能节省0.15元。粗略计算采用类弹簧式基体时,单颗串珠能节约0.5元左右。按普通工厂月产量120元料左右计算,因节约即能产生60万元经济效益,能明显降低钎焊串珠的生产成本。
29、另外,采用类弹簧式基体时简化了串珠的制备流程,能极大提高生产效率,易于实现自动化生产,即能保证产品质量,又能产生巨大的经济效益。
技术特征:
1.一种类弹簧式基体钎焊串珠的制备方法,其特征在于:
2.根据权利要求1所述的类弹簧式基体钎焊串珠的制备方法,其特征在于:所述钎焊串珠外径尺寸为4.5~9mm,高度为6~10mm;
3.根据权利要求1所述的类弹簧式基体钎焊串珠的制备方法,其特征在于:所述类弹簧式基体的金属线形状为圆形、方形、扁形或椭圆形。
4.根据权利要求1所述的类弹簧式基体钎焊串珠的制备方法,其特征在于:所述类弹簧式基体为65mn钢、70号钢材质。
5.根据权利要求1所述的类弹簧式基体钎焊串珠的制备方法,其特征在于:所述类弹簧式基体内部填充的棒状物为金属或树脂。
6.根据权利要求1所述的类弹簧式基体钎焊串珠的制备方法,其特征在于:步骤3)所述工作层成形料中,金刚石磨料的质量百分比为5~25%,钎焊料的质量百分比为75~95%。
7.根据权利要求1所述的类弹簧式基体钎焊串珠的制备方法,其特征在于:
8.根据权利要求1所述的类弹簧式基体钎焊串珠的制备方法,其特征在于:
9.根据权利要求8所述的类弹簧式基体钎焊串珠的制备方法,其特征在于:
10.根据权利要求1-9任一项所述制备方法制备的类弹簧式基体钎焊串珠。
技术总结
本发明属于金刚石超硬材料制品领域,公开了一种类弹簧式基体钎焊串珠及制备方法,首先根据串珠尺寸要求选择合适的类弹簧式基体,并根据类弹簧式基体内径尺寸大小选择合适的棒状物填充其内孔;然后将混合均匀的工作层料涂抹或压制在类弹簧式结构新型基体螺距内,采用冷压模具或等静压设备对其施加压力,达到一定的成型密度;接下来抽出放置在类弹簧式结构新型基体内孔中的棒状物,放置在真空钎焊炉中进行烧结得到单颗串珠。本发明用类弹簧式基体替代传统的串珠基体,减少了串珠基体的加工工序,使生产成本大幅下降,并且该结构易于实现自动化生产,在保证加工效率的同时会产生巨大的经济效益。
技术研发人员:邓后远,谢德龙,毛建民
受保护的技术使用者:桂林华钻新材料科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!