一种钢表面氧化层去除工艺的制作方法
本发明涉及到钢材表面处理,尤其涉及一种钢表面氧化层去除工艺。
背景技术:
1、氧化层是金属遇空气表面生成一层致密的氧化物薄膜,以阻止金属与空气继续反应。钢材在热轧过程中用水冷却,带钢和水中、空气中的氧分子发生化学反应,表面会形成一定厚度的氧化层,俗称氧化皮。氧化皮一般由4层结构组成,包括从上至下依次层叠设置的三氧化二铁(fe2o3)层、四氧化三铁(fe3o4)层、铬尖晶石(feo.cr2o3)和铁铬尖晶石层(fecr2o4),且各相邻层之间交错层叠,总厚度为7~30μm。由于氧化皮质地坚硬故冷轧过程中无法使用。
2、传统工艺多为采用酸洗去除氧化皮,但是,酸洗过程中,酸耗量较大,同时也会产生大量高污染的氯化氢废气和废水,会给自然环境和人类生产、活动带来严重的危害,而且氯化氢废气净化成本和废水的处理成本也较高。
技术实现思路
1、本发明的目的就在于为了解决上述问题而提供一种钢表面氧化层去除工艺。
2、本发明通过以下技术方案来实现上述目的:
3、一种钢表面氧化层去除工艺,其特征在于:它包括以下步骤:
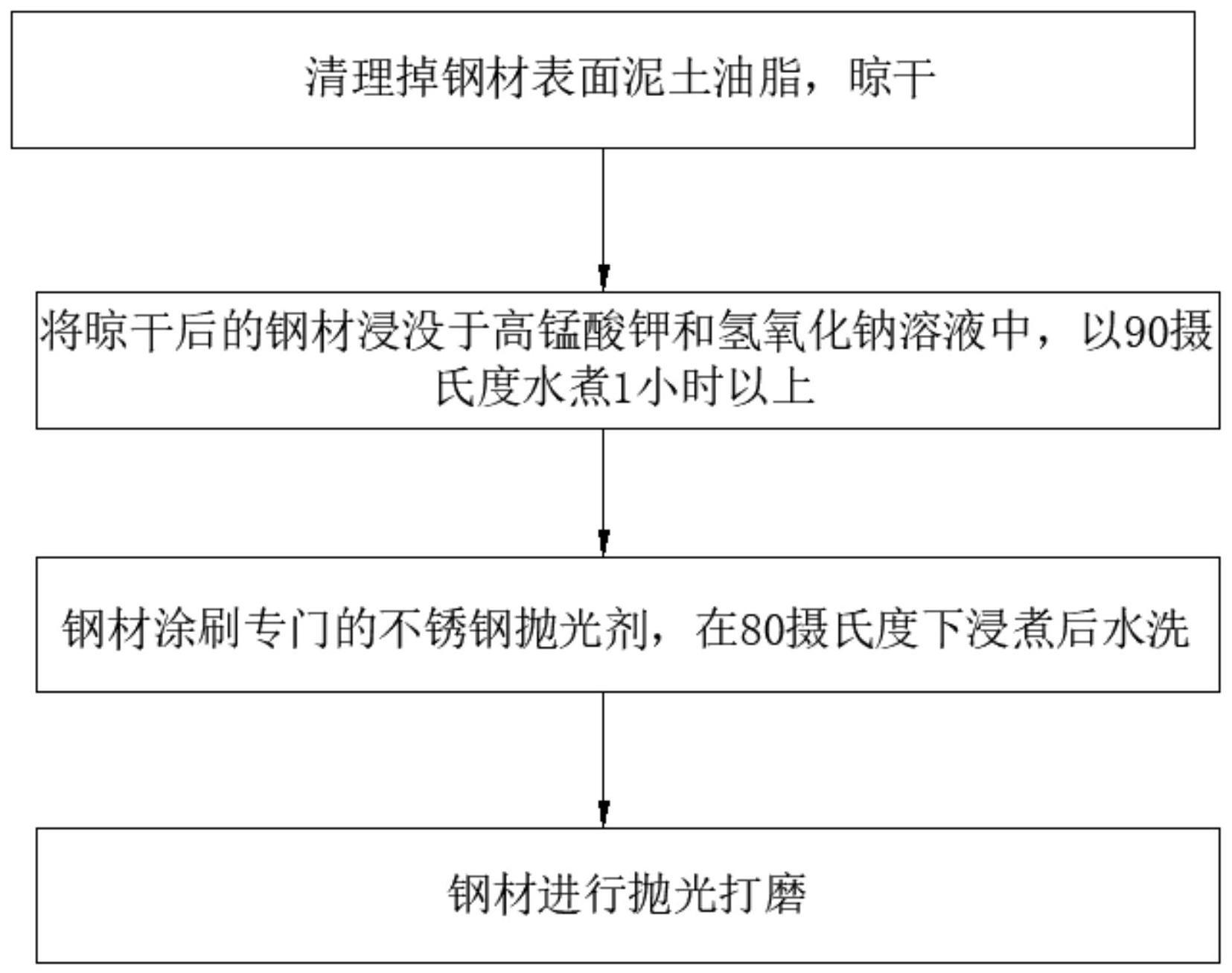
4、步骤1:清理掉钢材表面泥土油脂,晾干;
5、步骤2:将晾干后的钢材浸没于高锰酸钾和氢氧化钠溶液中,以90摄氏度水煮1小时以上;
6、步骤3:将步骤2处理后的钢材用专门的不锈钢抛光液,在80摄氏度下浸煮,浸煮后水洗;
7、步骤4:步骤3中处理后的钢材进行抛光打磨即可。
8、进一步的,所述步骤1中清理钢材时可加入洗衣粉或者洗衣液,清洗干净油渍以及污垢,可以采用刷子刷去顽固污垢,清洗后的钢材放到架子上,使其表面水蒸发晾干。
9、进一步的,所述步骤2中高锰酸钾和氢氧化钠混加入水混合后,保证溶液可以完全浸没步骤1中晾干后的钢材,将水温加热到50-90度保持10分钟,之后将其以90摄氏度水煮1-2个小时,高锰酸钾碱溶液的主要作用在于疏松和分解氧化皮,同时又能清除钢丝表面有机物残渣,在溶液中,高锰酸钾是强氧化剂,起着主导作用,氢氧化钠在其中起促进它自动分解的作用。
10、进一步的,所述步骤2中处理过的钢材浸煮水洗后表面基本干净,擦洗后在钢材上涂抹专门的不锈钢抛光液,在80摄氏度下浸煮1个小时,所述不锈钢抛光液采用磷酸型抛光溶液,易在零件表面形成粘膜,有利于金属表面的整平和光亮。
11、进一步的,所述步骤3处理之后的钢材,根据表面情况进行抛光打磨即可完全去除钢材表面氧化层。
12、本发明的有益效果在于:
13、本发明通过高锰酸钾碱溶液将钢材表面氧化层疏松并分解氧化皮,同时又能清除钢材表面有机物残渣,通过氢氧化钠促进氧化层自动分解,取代传统酸洗,更加环保,降低成本。
技术特征:
1.一种钢表面氧化层去除工艺,其特征在于:它包括以下步骤:
2.根据权利要求1所述的一种钢表面氧化层去除工艺,其特征在于:所述步骤1中清理钢材时可加入洗衣粉或者洗衣液,清洗干净油渍以及污垢,可以采用刷子刷去顽固污垢,清洗后的钢材放到架子上,使其表面水蒸发晾干。
3.根据权利要求1所述的一种钢表面氧化层去除工艺,其特征在于:所述步骤2中高锰酸钾和氢氧化钠加入水混合后,保证溶液可以完全浸没步骤1中晾干后的钢材,将水温加热到50-90度保持10分钟,之后将其以90摄氏度水煮1-2个小时。
4.根据权利要求1所述的一种钢表面氧化层去除工艺,其特征在于:所述步骤2中处理过的钢材浸煮水洗后表面基本干净,擦洗后在钢材上涂抹专门的不锈钢抛光液,在80摄氏度下浸煮1个小时。
5.根据权利要求1所述的一种钢表面氧化层去除工艺,其特征在于:所述步骤3处理之后的钢材,根据表面情况进行抛光打磨即可完全去除钢材表面氧化层。
技术总结
本发明公开了一种钢表面氧化层去除工艺,它包括以下步骤:步骤1:清理掉钢材表面泥土油脂,晾干;步骤2:将晾干后的钢材浸没于高锰酸钾和氢氧化钠溶液中,以90摄氏度水煮1小时以上;步骤3:将步骤2处理后的钢材用专门的不锈钢抛光液,在80摄氏度下浸煮,浸煮后水洗;步骤4:步骤3中处理后的钢材进行抛光打磨即可。有益效果在于:本发明通过高锰酸钾碱溶液将钢材表面氧化层疏松并分解氧化皮,同时又能清除钢材表面有机物残渣,通过氢氧化钠促进氧化层自动分解,取代传统酸洗,更加环保,降低成本。
技术研发人员:江水林,罗志荣,曾斌,杨冲
受保护的技术使用者:肇庆宏旺金属实业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!