一种耐热耐蚀高强韧性塑料模具钢及其制备工艺的制作方法
本发明涉及一种塑料模具钢的制备方法,属于模具钢材料,具体涉及一种耐热耐蚀高强韧性塑料模具钢的制备工艺,为一种瓶坯模用模具钢材料。
背景技术:
1、模具生产技术水平的高低,已成为衡量一个国家产品制造水平高低的重要标志,因为模具在很大程度上决定着产品的质量、效益和新产品的开发能力。“模具是工业生产的基础工艺装备”也已经取得了共识。
2、在电子、汽车、电机、电器、仪器、仪表、家电和通信等产品中,60~80%的零部件都要依靠模具成形(型)。用模具生产制件所具备的高精度、高复杂程度、高一致性、高生产率和低消耗,是其它加工制造方法所不能比拟的。模具又是“效益放大器”,用模具生产的终端产品的价值,往往是模具自身价值的几十倍、上百倍。
3、我国高端模具钢与美、日、法及瑞士等国际先进水平相比还存在一定的差距,在品种、质量、尺寸规格及性能等方面都难以满足市场需求,所以必须加强模具钢的基础研究和生产工艺的攻关,提高国产模具钢的质量和性能水平。
4、传统塑料模具钢越来越无法满足结构复杂、尺寸精度高、耐腐蚀性高、抛光率高等高质量要求。特别是对于高档瓶胚用塑料模具钢而言,目前的生产能力有限,产品质量参差不齐,材料的耐热性能和耐蚀性能仍有待进一步提高;同时,现有的塑料模具钢的冲击性能较低,硬度有待提高。因此,发展高端模具钢的新技术、新工艺、新品种势在必行。
5、如何提供一种耐热性能和耐蚀性能好,且冲击性能较高,硬度高的塑料模具钢的制备工艺,成为亟待解决的技术问题。
技术实现思路
1、本发明就在于为了解决上述问题,从而提供一种耐热耐蚀高强韧性塑料模具钢及其制备工艺,以满足在高端塑料模具钢产品领域的使用要求。本发明的技术目的在于,提供一种耐热性能和耐蚀性能好,且冲击性能较高,硬度高的塑料模具钢及其制备工艺。
2、为了实现上述目的,本发明采用了以下技术方案来实现:
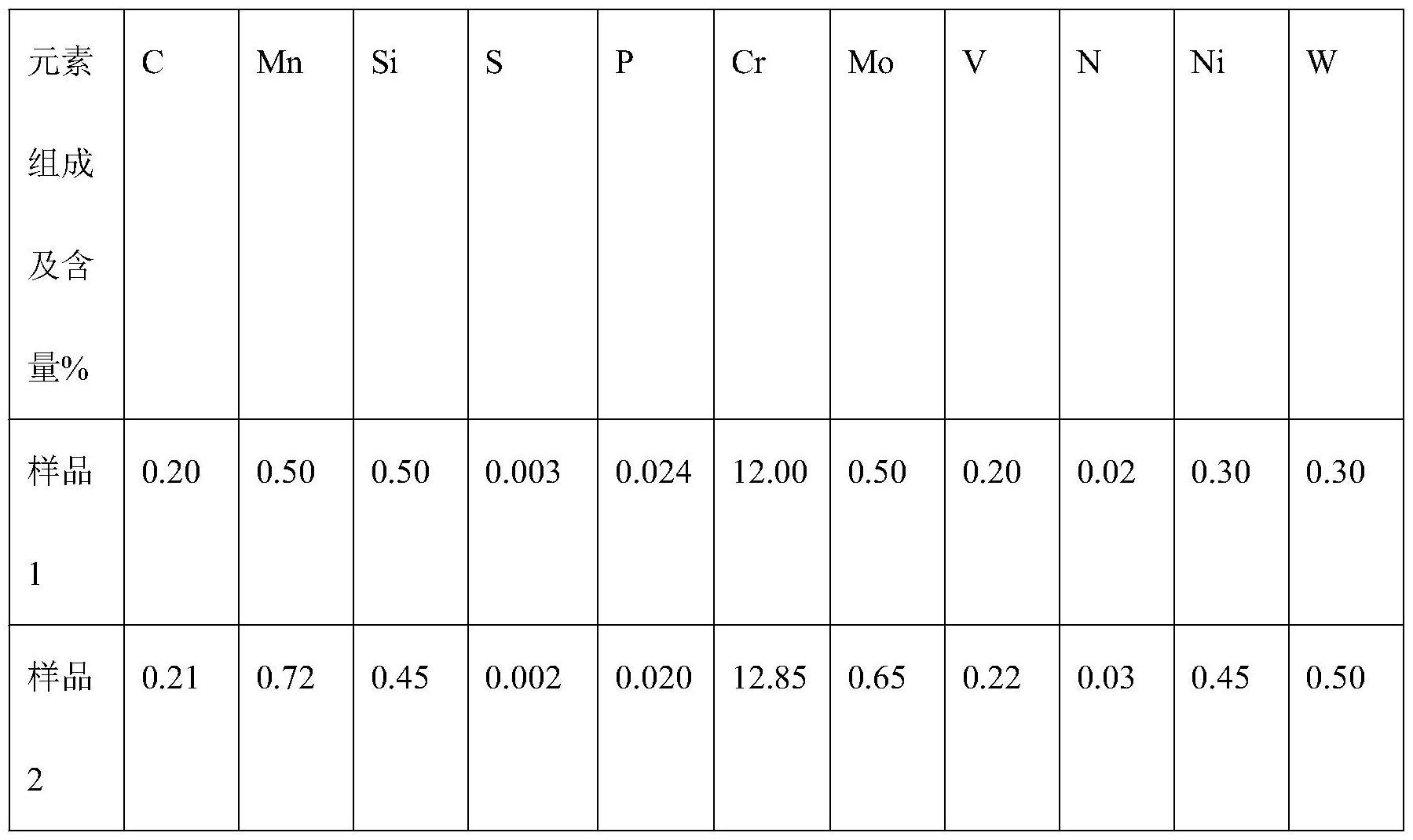
3、本发明首先提供了一种耐热耐蚀高强韧性塑料模具钢的制备工艺,该塑料模具钢的元素组成以重量百分比计,包括:
4、c:0.20~0.25%、mn:0.50~1.00%、si:≤0.50%、s:≤0.003%、p:≤0.024%、cr:12.00~13.50%、mo:0.50~1.00%、v:0.20~0.30%、n:0.02~0.05%、ni:0.30~1.00%、w:0.30~0.80%,余量为铁;
5、其制备方法步骤如下:
6、步骤a、按上述元素成分配比配制合金,进行熔炼钢水至均匀化,熔炼温度为1550~1570℃,熔炼过程中添加渣料进行脱氧脱硫,待料化清后进行除渣,除渣量≥80%,然后重新加入渣料造渣,并加入al粉进行扩散脱氧,待温度升至≥1640℃时出钢,进入lf炉;
7、步骤b、座包入lf工位后调整好吹氩流量及压力,加入石灰和萤石调渣,压力保持为0.2~0.7mpa;升温至1570~1590℃,待渣料化匀加入si-ca粉和al粉开始还原;待渣白取样全分析,并加入al粉维持还原气氛,白渣保持时间≥30min;根据取样结果调成分并加入脱氧剂保持还原气氛,升温至1660~1690℃除渣至40~60%,出钢进vd工位;
8、步骤c、vd炉总抽空时间≥15min,极限真空≤133pa,保持时间≥10min,破空后加入经烘烤后的n-cr,静吹氩≥8min,测温1555~1565℃出钢浇注;
9、步骤d、将步骤c浇铸好的电极棒作为电极置于电渣重熔炉内进行二次重熔净化,形成电渣锭;
10、步骤e、将步骤d处理好的钢锭置于加热炉内,以≤200℃/h升温至1250℃保温12小时,之后出炉锻造;
11、步骤f、锻造完成后风冷至300℃后空冷或缓冷至120℃~200℃后及时进炉退火,退火完成后进行表面车光,制得所需材料。
12、本发明提供的上述制备方法,是先经过lf钢包精炼、vd炉真空脱气,再经过普通电渣炉二次重熔,使模具钢材料的纯净度达到较高的状态,然后用高温均质化加热方法进行加热,最后采用2000t压机锻造来提高材料金相组织的均匀性。
13、通过本发明生产的模具钢材料其经过预热850℃+1040℃淬火+两次250℃回火调质后,横无缺口冲击可以达到310j,调质硬度达到49hrc,其耐热耐蚀性也比较优异。
14、优选的,步骤a中,所述熔炼钢水在20t非真空感应炉内进行。
15、优选的,步骤a中,出钢前在钢包中加入20-40kg铝锭,并利用3t炉混冲造渣。
16、优选的,步骤b中,在lf炉吊包前根据炉中al情况喂入j-al线50-200m。
17、优选的,步骤d中,使用75#预熔渣,充填时间≥30min。
18、优选的,步骤d中,待电渣重熔结束,炉冷≥30min后罩冷,罩冷时间≥36h。
19、优选的,步骤e中,锻造的总锻比要求≥5,且开锻温度≥1000℃,终锻温度≥800℃。
20、优选的,步骤f中,所述退火温度为600~750℃,保温时间≥30h,并且以≤30℃/h炉冷至500℃出炉空冷。
21、本发明的目的之二是提供一种如上所述的制备工艺得到的耐热耐蚀高强韧性塑料模具钢。
22、具体的,所述塑料模具钢的横无缺口冲击为310j,调质硬度为49hrc。
23、本发明的有益效果如下:
24、(1)通过本发明方法制备得到的耐热耐蚀高强韧性塑料模具钢材料的组织均匀、耐热耐蚀性良好,强韧性优良。通过本发明生产的模具钢材料其经过预热850℃+1040℃淬火+两次250℃回火调质后,横无缺口冲击可以达到310j,调质硬度达到49hrc,其耐热耐蚀性也比较优异;
25、(2)本发明方法生产的模具钢材料在高端塑料模具钢市场有良好的经济效益和社会效益,适合推广使用。
技术特征:
1.一种耐热耐蚀高强韧性塑料模具钢的制备工艺,其特征在于,所述塑料模具钢以重量百分比计,包括以下元素组成:
2.根据权利要求1所述的耐热耐蚀高强韧性塑料模具钢的制备工艺,其特征在于,步骤a中,所述熔炼钢水在20t非真空感应炉内进行。
3.根据权利要求1所述的耐热耐蚀高强韧性塑料模具钢的制备工艺,其特征在于,步骤a中,出钢前在钢包中加入20-40kg铝锭,并利用3t炉混冲造渣。
4.根据权利要求1所述的耐热耐蚀高强韧性塑料模具钢的制备工艺,其特征在于,步骤b中,在lf炉吊包前根据炉中al情况喂入j-al线50-200m。
5.根据权利要求1所述的耐热耐蚀高强韧性塑料模具钢的制备工艺,其特征在于,步骤d中,使用75#预熔渣,充填时间≥30min。
6.根据权利要求1所述的耐热耐蚀高强韧性塑料模具钢的制备工艺,其特征在于,步骤d中,待电渣重熔结束,炉冷≥30min后罩冷,罩冷时间≥36h。
7.根据权利要求1所述的耐热耐蚀高强韧性塑料模具钢的制备工艺,其特征在于,步骤e中,锻造的总锻比要求≥5,且开锻温度≥1000℃,终锻温度≥800℃。
8.根据权利要求1所述的耐热耐蚀高强韧性塑料模具钢的制备工艺,其特征在于,步骤f中,所述退火温度为600~750℃,保温时间≥30h,并且以≤30℃/h炉冷至500℃出炉空冷。
9.一种如权利要求1-8任一项所述的制备工艺得到的耐热耐蚀高强韧性塑料模具钢。
10.根据权利要求9所述的耐热耐蚀高强韧性塑料模具钢,其特征在于,所述塑料模具钢的横无缺口冲击为310j,调质硬度为49hrc。
技术总结
本发明公开了一种耐热耐蚀高强韧性塑料模具钢及其制备工艺,属于模具钢的制备技术领域。本发明提供的塑料模具钢以重量百分比计,包括以下元素组成:C:0.20~0.25%、Mn:0.50~1.00%、Si:≤0.50%、S:≤0.003%、P:≤0.024%、Cr:12.00~13.50%、Mo:0.50~1.00%、V:0.20~0.30%、N:0.02~0.05%、Ni:0.30~1.00%、W:0.30~0.80%,余量为铁。其制备方法包括:先采用非真空感应炉+LF炉+VD炉进行一次冶炼,再采用普通电渣炉进行二次重熔,获得均匀且纯净度高的钢锭,最后通过高温均质化、锻造以获得组织均匀强韧性优良的Φ200圆棒,其经过预热850℃+1040℃淬火+两次250℃回火调质后,横无缺口冲击可以达到310J,调质硬度达到49HRC,该塑料模具钢的耐热耐蚀性也较为优异。
技术研发人员:杨鑫奇,兰文林,何剑,何梦华,朱小阳
受保护的技术使用者:四川六合特种金属材料股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!