本发明涉及热作模具钢修复,特别涉及一种热作模具钢修复用高温耐磨的h13/17-4ph层状异质合金的激光增材制造方法。
背景技术:
1、热作模具是现代工业生产中的一种重要的加工工具,然而在高温和高机械载荷的苛刻工况下,热作模具钢由于持续受到急冷急热、加载卸载和摩擦等因素的作用,极易发生磨损失效,造成生产中断和产品质量低下等问题。研究表明,由于磨损而报废的模具占失效模具总量的70%,因此如何对大量报废模具进行有效修复受到广泛关注。
2、h13钢由于其优异的性能,如高热硬度、抗热磨损和良好的热疲劳寿命,是热加工过程中工具应用的热门材料。然而大量研究发现,h13及其改进型热作模具钢存在两大材料缺陷严重制约其应用范围和使用寿命。第一,传统h13钢凝固过程中产生的大尺寸一次碳化物以及合金元素带状偏析均会导致材料的等向性差;第二,热处理过程中析出的二次碳化物,特别是含cr碳化物,热稳定性较差、易粗化从而导致h13钢的高温热强性低(特别是在540℃以上)。所以使用新型制造技术改进工艺有重要意义。
3、激光增材制造技术是一种基于材料逐层累加的新型快速制造技术,显著降低复杂零件的制造难度。同时大量激光再制造修复实验证实,采用激光作为热源使金属粉末熔化,在基材上分层制造、堆积成形进行受损材料的修复再制造,可有效延长模具的使用寿命。一篇关于h13钢增材制造的报告探讨了以壁的形式进行激光直接金属沉积(dmd),并指出了利用h13钢的3d增材制造在模具修理等应用中的潜力。采用h13合金粉末对h13钢材质的模具进行表面增材修复,熔覆层与基体结合良好,获得的显微组织为细小的板条状马氏体、残留奥氏体及碳化物,增材制造部分的抗拉强度和屈服强度达1712mpa、1425mpa,均高于h13原基体值,这是采用激光增材制造技术进行热作模具钢修复及制造的可行性证明。
技术实现思路
1、针对上述现有技术中存在的问题,本发明旨在提供一种热作模具钢修复用高温耐磨的h13/17-4ph层状异质合金的激光增材制造方法,通过添加制造层状异质结构以提高高强度钢的强度-延性组合,并有效改善激光增材制造h13钢材料的高温摩损性能。
2、为了实现上述目的,本发明提出了一种热作模具钢修复用高温耐磨的h13/17-4ph层状异质合金的激光增材制造方法,包括以下步骤:
3、s1、以h13和17-4ph粉末为原料,采用激光增材打印技术,首先在基板上印刷一层17-4ph粉末材料层,然后采用相同激光印刷参数,在17-4ph粉末材料层上印刷一层h13粉末材料层;
4、s2、重复上述印刷步骤,在基板上持续交替印刷17-4ph粉末材料层和h13粉末材料层,直至形成长方体形状的样品,即得到h13/17-4ph层状异质合金。
5、上述方案中:所述激光印刷参数为:激光功率1000w,扫描速度0.01m/s,送粉速率2r/min,光斑直径3mm,氩气速率15l/min。
6、上述方案中:所述17-4ph粉末的化学成分包括16%cr、0.8%mn、0.8%si、0.06%c、4%cu、4%ni、0.3% nb,余下为fe。
7、上述方案中:所述h13粉末的化学成分包括5%cr、0.3%mn、1%si、0.9%c、0.3%mo、0.9%v,余下为fe。
8、上述方案中:所述长方体的尺寸为长90毫米,宽2毫米,高55毫米。
9、上述方案中:所述h13粉末和17-4ph粉末的尺寸为45μm~105μm。
10、印刷过程中,所述基板由水冷平台冷却,将基板放置在水冷平台上冷却水穿过平台下方,与基板间接接触达到冷却的效果,冷却水的温度保持在20℃。
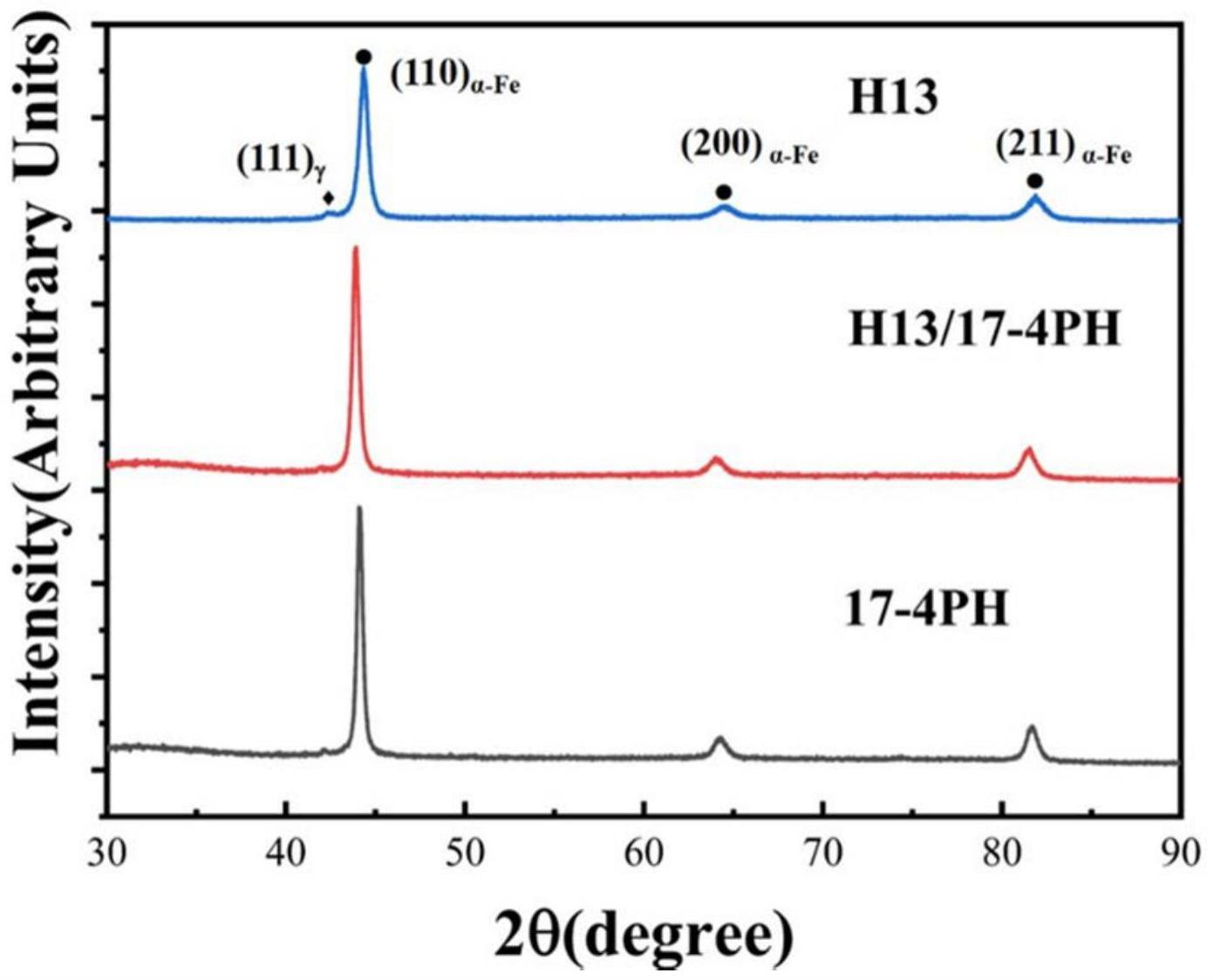
11、本发明的有益效果是:1、通过层压方法形成的h13/17-4ph层状异质合金有着与原h13和17-4ph试样相似的单相bcc组织,且整体依旧以细小的针状马氏体组织和较大的板条状马氏体组织组成;2、h13/17-4ph材料在保持原h13的强度硬度的同时,明显提高了韧性,使其有着更好的强度-韧性协同性;3、h13/17-4ph层状异质合金在室温下有着不输于h13的摩擦磨损性能,但在高温条件下的摩擦磨损性能远超h13和17-4ph试样,这可以很好地证明该材料可以作为高温条件下使用的h13热作模具钢的修复用材料,且有着更好的耐磨性能。
技术特征:1.一种热作模具钢修复用高温耐磨的h13/17-4ph层状异质合金的激光增材制造方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的热作模具钢修复用高温耐磨的h13/17-4ph层状异质合金的激光增材制造方法,其特征在于:所述激光印刷参数为:激光功率1000w,扫描速度0.01m/s,送粉速率2r/min,光斑直径3mm,氩气速率15l/min。
3.根据权利要求1所述的热作模具钢修复用高温耐磨的h13/17-4ph层状异质合金的激光增材制造方法,其特征在于:所述17-4ph粉末的化学成分包括16%cr、0.8%mn、0.8%si、0.06%c、4%cu、4%ni、0.3%nb,余下为fe。
4.根据权利要求1所述的热作模具钢修复用高温耐磨的h13/17-4ph层状异质合金的激光增材制造方法,其特征在于:所述h13粉末的化学成分包括5%cr、0.3%mn、1%si、0.9%c、0.3%mo、0.9%v,余下为fe。
5.根据权利要求1所述的热作模具钢修复用高温耐磨的h13/17-4ph层状异质合金的激光增材制造方法,其特征在于:所述长方体的尺寸为长90毫米,宽2毫米,高55毫米。
6.根据权利要求1所述的热作模具钢修复用高温耐磨的h13/17-4ph层状异质合金的激光增材制造方法,其特征在于:所述h13粉末和17-4ph粉末的尺寸为45μm~105μm。
技术总结本发明提出了一种热作模具钢修复用高温耐磨的H13/17‑4ph层状异质合金的激光增材制造方法,包括以下步骤:以H13和17‑4PH粉末为原料,采用激光增材打印技术,首先在基板上印刷一层17‑4PH粉末材料层,然后采用相同激光印刷参数,在17‑4PH粉末材料上印刷一层H13粉末材料层;激光印刷参数为:激光功率1000W,扫描速度0.01m/s,送粉速率2r/min,光斑直径3mm,氩气速率15L/min;重复上述印刷步骤,在基板上持续交替印刷17‑4PH粉末材料层和H13粉末材料层,直至形成长方体形状的样品,即得到H13/17‑4ph层状异质合金。本发明通过添加制造层状异质结构以提高高强度钢的强度‑延性组合,并有效改善激光增材制造H13材料的高温摩损性能。
技术研发人员:郭亚雄,高航涛,武佳旺,刘其斌
受保护的技术使用者:贵州大学
技术研发日:技术公布日:2024/1/15