一种不锈钢材镀镍后助焊清洗剂的制作方法
本发明涉及清洗剂,具体为一种不锈钢材镀镍后助焊清洗剂。
背景技术:
1、化学清洗是镀镍后的不锈钢材的镀锡前处理环节。镀锡前必须经过表面化学清洗处理工艺,以除去镀镍后的不锈钢材表面的油颗粒和其它表面残留物,如果清洗处理中除油不净,将油污带入镀锡工艺,将影响镀锡产品质量。
2、然而现有的清洗剂多采用高温碱洗或采用碱与表面活性剂的混合清洗剂,碱性较大,极易腐蚀镀镍不锈钢表面;且现有的镀镍后的不锈钢材表面硬长期接触空气等发生氧化,常常会附着一层钝化膜,进而使镀镍后的不锈钢材的镍层应力较大,后续不容易镀锡。
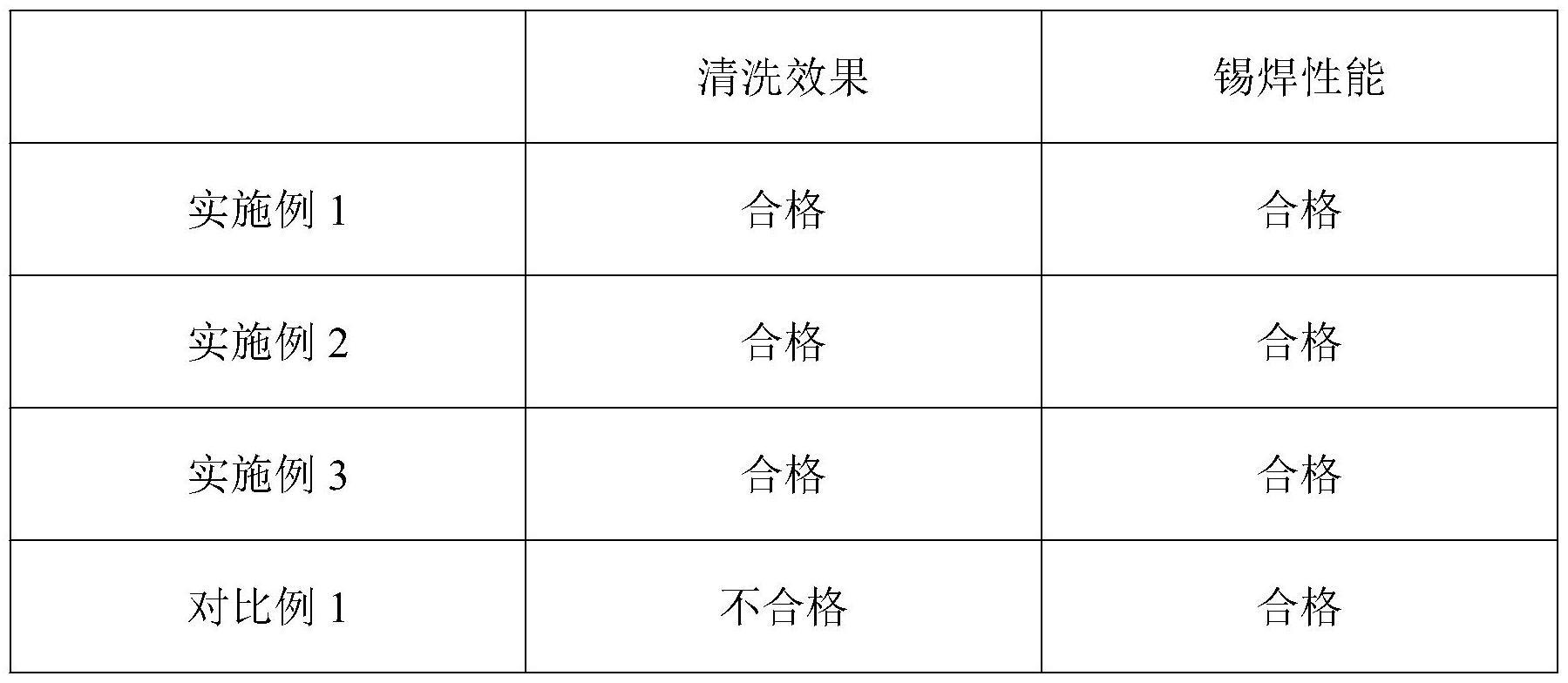
3、因此,申请人对不锈钢材镀镍后清洗剂进行改进,使得清洗后的镀镍后的不锈钢材锡焊性能较好,且清洗效果更优。
技术实现思路
1、为解决现有技术中存在的问题,本发明提供了一种不锈钢材镀镍后助焊清洗剂,按质量分数计包括以下组分:15%~25%的第一表面活性剂、10%~15%的柠檬酸钠、5%~10%复合表面活性剂、10%~15%的第二表面活性剂、2%~5%的缓蚀剂、35%~55%的去离子水。
2、进一步的,所述第一表面活性剂包括脂肪醇聚氧乙烯醚。
3、进一步的,所述第二表面活性剂包括烷基糖苷。
4、进一步的,所述缓蚀剂采用磷酸氢二胺。
5、进一步的,所述复合表面活性剂是由脂松香包裹复合凝胶微球得到,具体步骤如下:将复合凝胶微球和其质量50~100倍的乙醚混合,以20~40khz超声20~30min,随后以40~60滴/min滴加浓硫酸,升温至60℃,继续滴加复合凝胶微球质量2~4倍的脂松香,以1200~1400r/min搅拌2~4h,过滤、捞出,依次用用乙醚和去离子水洗涤2~4次,10~20pa、-4~0℃下冷冻干燥23~25h,得到复合表面活性剂。
6、进一步的,所述复合凝胶微球的制备方法如下:将介孔氧化铝加入其质量100~200倍的乙醇中,以20~40khz超声20~30min,得到混合液a;随后将介孔氧化铝质量40~60倍的n-异丙基丙烯酰胺、介孔氧化铝质量20~40倍的丙烯酸、介孔氧化铝质量30~50倍的聚乙烯吡咯烷酮、介孔氧化铝质量5~7倍的n,n-亚甲基双丙烯酰胺、介孔氧化铝质量20~40倍的吐温80、介孔氧化铝质量500~1000倍的去离子水混合,以200~400r/min搅拌1~3h,得到混合液b;将混合溶液a、混合溶液b按质量比1:0.8~1.2混合,以20~40khz超声2~4min,随后加入n-异丙基丙烯酰胺质量0.08倍偶氮二异丁腈的乙醇溶液,在氮气氛围下升温至60℃,以800~1000rpm搅拌23~25h,过滤、依次用去离子水洗涤2~4次,10~20pa、-4~0℃下冷冻干燥23~25h,得到复合凝胶微球。
7、进一步的,所述磨料采用比表面积为370m2/g,孔径为4.0nm,孔容为0.389cm3/g,孔径分布为2~6nm的介孔氧化铝。
8、进一步的,所述偶氮二异丁腈的乙醇溶液的浓度为0.3g/5ml。
9、进一步的,所述不锈钢材镀镍后助焊清洗剂使用方法如下:将镀镍后的不锈钢材放入放入其质量80倍的33~35℃的不锈钢材镀镍后助焊清洗剂中,以30~40khz超声4~6min,随后以5~7℃/min降温至30~31℃,捞出,依次用去离子水、乙醇洗涤2~4次。
10、与现有技术相比,本发明所达到的有益效果是:
11、本发明制备的一种不锈钢材镀镍后助焊清洗剂,按质量分数计包括15%~25%的脂肪醇聚氧乙烯醚、10%~15%的柠檬酸钠、5%~10%复合表面活性剂、10%~15%的烷基糖苷、2%~5%的缓蚀剂、35%~55%的去离子水;所述复合表面活性剂是由磨料介孔氧化铝与n-异丙基丙烯酰胺混合后采用脂松香改性得到;所述缓蚀剂采用磷酸氢二胺。
12、n-异丙基丙烯酰胺进入介孔氧化铝的孔道聚合,将介孔氧化铝均匀地分散在聚(n-异丙基丙烯酰胺)微球表面及内部,清洗时,可以很好地将镀镍后的不锈钢材的镍层表面的钝化膜打磨掉,表面的凝胶可以快速粘附镀镍后的不锈钢材表层的粉尘,更加有利于后续镀锡层的焊锡;聚(n-异丙基丙烯酰胺)微球表面接枝脂松香,清洗时清洗液温度先升温至33℃,此时,聚(n-异丙基丙烯酰胺)微球中的聚(n-异丙基丙烯酰胺)凝胶网络收缩,亲油的脂松香与镀镍后的不锈钢材表面的油污浸透黏附,随后快速降温至室温,此时,聚(n-异丙基丙烯酰胺)微球中的聚(n-异丙基丙烯酰胺)凝胶网络快速溶胀并与水相亲,利用溶胀力将大面积的油污分散成较小的油脂单元,进而乳化、分散、增溶,增强了不锈钢材镀镍后助焊清洗剂的去污性能。
技术特征:
1.一种不锈钢材镀镍后助焊清洗剂,其特征在于,按质量分数计包括以下组分:15%~25%的第一表面活性剂、10%~15%的柠檬酸钠、5%~10%复合表面活性剂、10%~15%的第二表面活性剂、2%~5%的缓蚀剂、35%~55%的去离子水。
2.根据权利要求1所述的不锈钢材镀镍后助焊清洗剂,其特征在于,所述第一表面活性剂包括脂肪醇聚氧乙烯醚。
3.根据权利要求1所述的不锈钢材镀镍后助焊清洗剂,其特征在于,所述第二表面活性剂包括烷基糖苷。
4.根据权利要求1所述的不锈钢材镀镍后助焊清洗剂,其特征在于,所述缓蚀剂采用磷酸氢二胺。
5.根据权利要求1所述的不锈钢材镀镍后助焊清洗剂,其特征在于,所述复合表面活性剂是由脂松香包裹复合凝胶微球得到,具体步骤如下:将复合凝胶微球和其质量50~100倍的乙醚混合,以20~40khz超声20~30min,随后以40~60滴/min滴加浓硫酸,升温至60℃,继续滴加复合凝胶微球质量2~4倍的脂松香,以1200~1400r/min搅拌2~4h,过滤、捞出,依次用用乙醚和去离子水洗涤2~4次,10~20pa、-4~0℃下冷冻干燥23~25h,得到复合表面活性剂。
6.根据权利要求5所述的不锈钢材镀镍后助焊清洗剂,其特征在于,所述复合凝胶微球的制备方法如下:将介孔氧化铝加入其质量100~200倍的乙醇中,以20~40khz超声20~30min,得到混合液a;随后将介孔氧化铝质量40~60倍的n-异丙基丙烯酰胺、介孔氧化铝质量20~40倍的丙烯酸、介孔氧化铝质量30~50倍的聚乙烯吡咯烷酮、介孔氧化铝质量5~7倍的n,n-亚甲基双丙烯酰胺、介孔氧化铝质量20~40倍的吐温80、介孔氧化铝质量500~1000倍的去离子水混合,以200~400r/min搅拌1~3h,得到混合液b;将混合溶液a、混合溶液b按质量比1:0.8~1.2混合,以20~40khz超声2~4min,随后加入n-异丙基丙烯酰胺质量0.08倍的偶氮二异丁腈的乙醇溶液,在氮气氛围下升温至60℃,以800~1000rpm搅拌23~25h,过滤、依次用去离子水洗涤2~4次,10~20pa、-4~0℃下冷冻干燥23~25h,得到复合凝胶微球。
7.根据权利要求6所述的不锈钢材镀镍后助焊清洗剂,其特征在于,所述磨料采用比表面积为370m2/g,孔径为4.0nm,孔容为0.389cm3/g,孔径分布为2~6nm的介孔氧化铝。
8.根据权利要求6所述的不锈钢材镀镍后助焊清洗剂,其特征在于,所述偶氮二异丁腈的乙醇溶液的浓度为0.3g/5ml。
9.根据权利要求1所述的不锈钢材镀镍后助焊清洗剂,其特征在于,所述不锈钢材镀镍后助焊清洗剂使用方法如下:将镀镍后的不锈钢材放入其质量80倍的33~35℃的不锈钢材镀镍后助焊清洗剂中,以30~40khz超声4~6min,随后以5~7℃/min降温至30~31℃,捞出,依次用去离子水、乙醇洗涤2~4次。
技术总结
本发明公开的一种不锈钢材镀镍后助焊清洗剂,涉及清洗剂技术领域。本发明制备的本发明制备的一种不锈钢材镀镍后助焊清洗剂,按质量分数计包括15%~25%的脂肪醇聚氧乙烯醚、10%~15%的柠檬酸钠、5%~10%复合表面活性剂、10%~15%的烷基糖苷、2%~5%的缓蚀剂、35%~55%的去离子水;所述复合表面活性剂是由磨料介孔氧化铝与N‑异丙基丙烯酰胺混合后采用脂松香改性得到;所述缓蚀剂采用磷酸氢二胺;本发明制备得到的不锈钢材镀镍后助焊清洗剂清洗后的镀镍后的不锈钢材锡焊性能较好,且清洗效果更优。
技术研发人员:张好好,张东生,杨停停
受保护的技术使用者:福立旺精密机电(中国)股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!