一种提高激光增材制造钛合金力学性能的激光冲击强化方法
本发明属于增材制造和激光加工领域,涉及一种提高激光增材制造钛合金力学性能的激光冲击强化方法。
背景技术:
1、激光熔覆技术是一种利用高能激光束照射,使粉末全熔并伴随基体微熔后快速凝固,形成冶金结合的熔覆层技术。激光熔覆技术具有热影响区域小,熔覆后热变形小;熔覆层结晶均匀致密,具有较高结合强度和耐磨、耐腐蚀性能;便于自动化控制等优点。
2、目前,激光增材技术在制造业领域中起着重要作用,但依然存在不足。就金属增材制造而言,其制造的零件最大的缺点是强度不足,难以直接用于对材料性能要求高的场合,不能代替传统工艺制造的零件。因此,提高金属增材制造零件的机械性能十分重要。
技术实现思路
1、针对上述问题,本发明的目的是提供一种提高激光增材制造钛合金力学性能的激光冲击强化方法。激光冲击强化(lsp)在材料的近表面区域引入残余压应力,lsp 可以延长各种金属材料的疲劳寿命、抗应力腐蚀开裂和微动疲劳等。本发明引入的残余压应力可以抵消近表面区域的部分或全部拉应力,抑制裂纹萌生和扩展,有效降低应力强度因子,提高裂纹扩展的临界应力,从而改善金属材料的疲劳性能。
2、为解决上述技术问题,本发明具体提供以下技术方案。
3、一种提高激光增材制造钛合金力学性能的激光冲击强化方法,包括以下步骤:
4、步骤一:利用计算机构建增材制造的三维模型并生成多层加工轨迹,将三维数字化模型导入激光熔覆系统中,为激光增材制造做好准备;
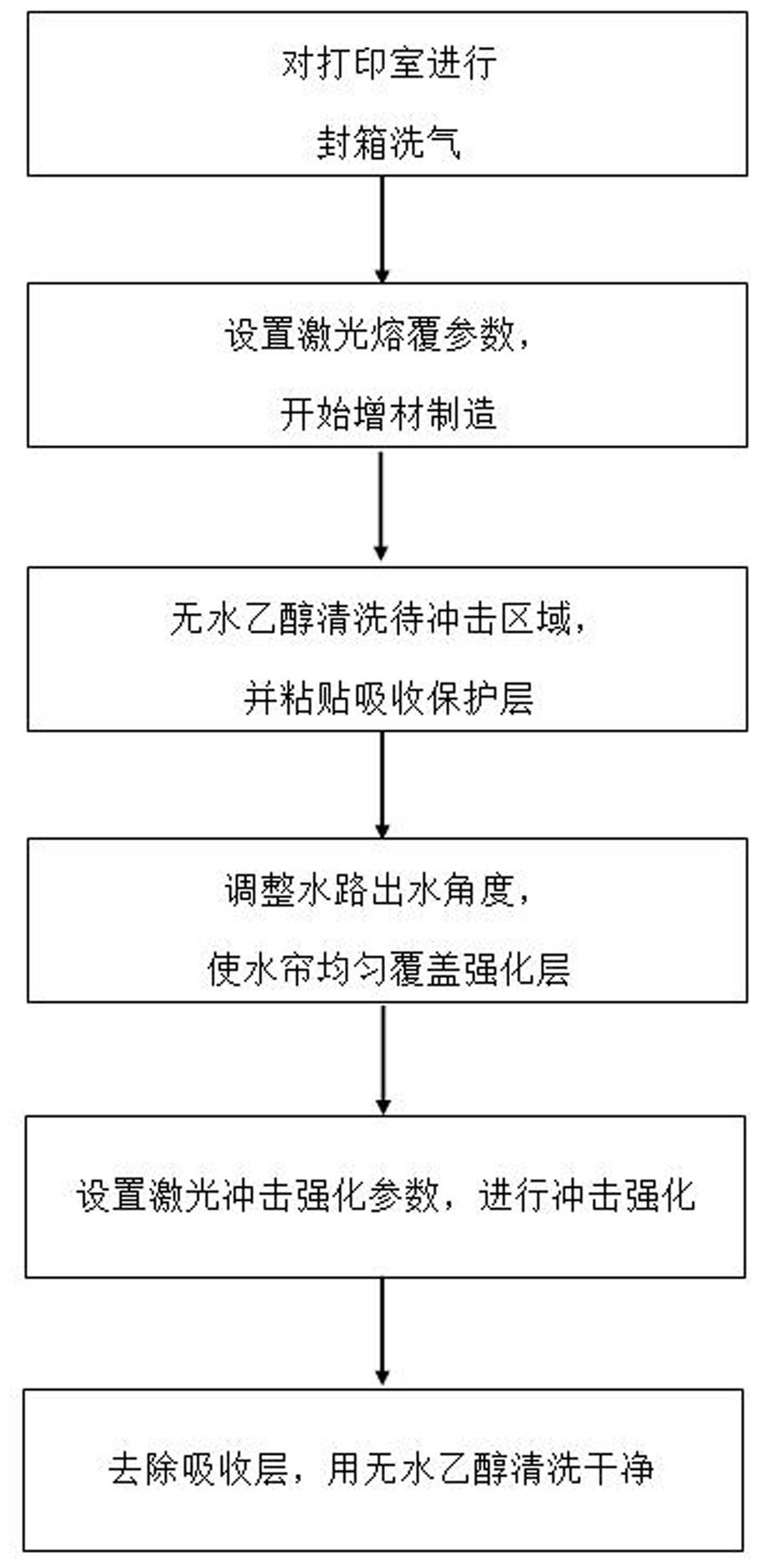
5、步骤二:将进行光洁处理后的钛合金基体放到激光熔覆平台上,并对打印室进行封箱洗气;
6、步骤三:将烘干的金属粉末放入送粉器中,金属粉末在送粉保护气的作用下通过多路送粉器喷洒到钛合金基板上,同时在保护气的氛围中,利用激光融化金属粉末,形成熔池,最后凝固,喷头按照数字化模型所规划的路径进行打印作业;
7、步骤四:将熔覆试件进行乙醇清洗,并在要进行冲击强化表面黏贴适当厚度的吸收保护层;
8、步骤五:将增材制造钛合金试样装夹在机械手臂上,遥控机械手臂使试件进入激光器冲击路径的初始位置;
9、步骤六:遥控水路机械手臂至钛合金附近位置,调整出水口角度,使水帘均匀覆盖所需冲击强化表面;
10、步骤七:设置激光器参数进行冲击强化,结束后去除吸收层并用无水乙醇清洗干净。
11、进一步地,所述步骤二中封箱洗气使用氩气为保护气,要求打印室内压力在100~300 pa,氧含量≤50 ppm,水含量≤20 ppm。
12、进一步地,所述步骤三中金属粉末为钛合金颗粒,颗粒度为50~150 μm,烘干需处于真空状态下,温度120~150℃,时间3~4h,烘干结束后需在真空环境下冷却到室温;激光功率630~670 w,扫描速度400~480 mm/min,粉盘转速0.4~0.8 r/min,送粉速度2.0~4.0 g/min,搭接率30%~50%,每层z轴抬升量0.4~0.6 mm,扫描间距0.7~0.8 mm。
13、进一步地,所述步骤四中涂覆的吸收层为黑胶带、铝箔或者黑漆中的任意一种,其厚度为0.08~0.15 mm。
14、进一步地,所述步骤五中调整所需冲击强化试样表面位置,使激光束与所需强化表面呈70-90°入射状态。
15、进一步地,所述步骤六中调整水路机械臂出水口倾斜角度30-60°,水膜厚度范围为1~2 mm。
16、进一步地,所述步骤七中,激光参数为:脉冲能量4~8 j,脉宽17~21 ns,方形光斑设置边长范围3~4 mm,搭接率30%~50%,激光冲击强化后强化区域表面用精磨或研磨抛光的方法至少去除0.02 mm的强化层深度。
17、与现有技术相比,本发明具有以下有益效果。
18、(1)本发明可显著细化钛合金激光熔覆层组织,当激光冲击激光熔覆层后,形成的高密度位错使激光熔覆层组织重新形成细小的晶核,使得激光熔覆层组织细化,从而进一步提高表面显微硬度。
19、(2)本发明可显著消除激光熔覆层残余应力,激光冲击作用于激光熔覆层后,在激光熔覆层内形成较高的压应力,使激光熔覆层中的残余拉应力被消除,从而提升增材制造钛合金的力学性能。
20、(3)本发明无污染、工艺适用范围广,激光冲击对激光熔覆层作用为物理作用,不会对激光熔覆层等产生污染,并且激光冲击的作用强、影响范围大,适用于各种激光熔覆工艺。
21、(4)本发明中针对激光冲击强化后材料表面状态研磨抛光处理,以及激光冲击强化时对试件表面的防护,进而提高激光冲击强化后表面的压应力层深度,使得增材试件钛合金得力学性能得到进一步的提升。
技术特征:
1.一种提高激光增材制造钛合金力学性能的激光冲击强化方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的提高激光增材制造钛合金力学性能的激光冲击强化方法,其特征在于,所述步骤二中封箱洗气使用氩气,要求打印室内压力在100~300 pa,氧含量≤50ppm,水含量≤20 ppm。
3.根据权利要求1所述的提高激光增材制造钛合金力学性能的激光冲击强化方法,其特征在于,所述步骤三中金属粉末为钛合金颗粒,颗粒度为50~150 μm,烘干需处于真空状态下,温度120~150℃,时间3~4h,烘干结束后需在真空环境下冷却到室温。
4.根据权利要求1所述的提高激光增材制造钛合金力学性能的激光冲击强化方法,其特征在于,所述步骤三中激光功率630~670 w,扫描速度400~480 mm/min,粉盘转速0.4~0.8r/min,送粉速度2.0~4.0 g/min,搭接率30%~50%,每层z轴抬升量0.4~0.6 mm,扫描间距0.7~0.8 mm。
5.根据权利要求1所述的提高激光增材制造钛合金力学性能的激光冲击强化方法,其特征在于,所述步骤四中涂覆的吸收层为黑胶带、铝箔或者黑漆中的任意一种,其厚度为0.08~0.15 mm。
6.根据权利要求1所述的提高激光增材制造钛合金力学性能的激光冲击强化方法,其特征在于,所述步骤五中调整所需冲击强化试样表面位置,使激光束与所需强化表面呈70-90°入射状态。
7.根据权利要求1所述的提高激光增材制造钛合金力学性能的激光冲击强化方法,其特征在于,所述步骤六中调整水路机械臂出水口倾斜角度30-60°,水膜厚度范围为1~2 mm。
8.根据权利要求1所述的提高激光增材制造钛合金力学性能的激光冲击强化方法,其特征在于,所述步骤七中,激光参数为:脉冲能量4~8 j,脉宽17~21 ns,方形光斑设置边长范围3~4 mm,搭接率30%~50%,激光冲击强化后强化区域表面用精磨或研磨抛光的方法至少去除0.02 mm的强化层深度。
技术总结
本发明属于增材制造和激光加工领域,涉及一种提高激光增材制造钛合金力学性能的激光冲击强化方法。本发明采用激光强化冲击可显著消除激光熔覆层残余应力,激光冲击作用于激光熔覆层后,在激光熔覆层内形成较高的压应力,使激光熔覆层中的残余拉应力被消除,从而提升增材制造钛合金的力学性能;针对激光冲击强化后材料表面研磨抛光处理,以及激光冲击强化时对试件表面的防护,进而提高激光冲击强化后表面的压应力层深度,使得增材试件钛合金得力学性能得到进一步的提升。
技术研发人员:刘伟军,刘贵胜,于兴福,扈晨阳,苏勇,孙玉凤,郑冬月,魏英华,贾莹,王全振,那艳会
受保护的技术使用者:沈阳工业大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!