一种小孔强化装置及应用其进行的送线导向孔加工方法
本发明涉及小孔加工,尤其是线材加工设备的送线导向孔加工,具体涉及一种小孔强化装置及应用其进行的送线导向孔加工方法。
背景技术:
1、小孔是工业生产设备中十分常见且重要的特征,其性能往往对生产过程和产品质量存在重要影响。例如对于线材折弯等线材加工设备而言,其上的送线装置上经常设置有线材导向件,线材导向件上通常设置有供线材穿过的送线导向孔,在使用过程中送线导向孔持续与线材产生摩擦,极易产生磨损,最终导致导向误差过大。
2、改善上述问题的关键就是通过一定的强化技术手段对孔壁进行强化以提高小孔的耐磨损和抗疲劳性能。喷丸强化和超声冲击强化等技术是较为常见的通过机械应变对关键表面进行强化的有效手段。其基本原理是通过对零件表层实施冷挤压使零件表层冷作硬化并产生残余压应力。冷作硬化使金属材料晶格发生畸变,强度获得提高并形成高幅值的残余压应力,抵消工件因机械加工、热处理、焊接、激光切割、电镀或硬化涂层形成的拉应力并有效抑制裂纹的萌生,并在一定程度上提高零件表层硬度及其耐磨损和抗疲劳性能,以延长零件使用寿命。
3、但现有主流机械应变强化技术绝大多数情况下只能对零件的外表面或者大尺寸的内表面进行强化。而小孔孔壁强化的难点在于,由于小孔的孔径较小,因此强化工具一般很难伸入孔内,对孔壁进行径向的冲击强化,大都需要保持一定倾斜角进行强化,而且深径比越大倾角越大,强化效果和可控性也越差。综上所述,当前市面上并没有能够对小孔孔壁进行有效强化的装置和方法。
技术实现思路
1、本发明的目的在于提供一种小孔强化装置及应用其进行的送线导向孔加工方法,实现对送线导向孔等小孔孔壁进行有效强化。
2、为达成上述目的,本发明的解决方案为:一种小孔强化装置,用于安装在加工中心的旋转刀座上,包括换能器、变幅杆和超声波发生器;
3、所述旋转刀座底端向下延伸有一个刀轴,所述刀轴与旋转刀座同轴,且外周呈上大下小渐变的锥形外轮廓;
4、所述换能器中央具有一个上大下小锥形渐变的换能器安装孔,所述换能器安装孔套紧在所述刀轴外周;所述换能器外周同样呈上大下小渐变的锥形外轮廓;
5、所述变幅杆中央具有一个上大下小锥形渐变的刀具安装孔,所述刀具安装孔套紧在所述换能器外周;所述变幅杆上径向凸起设置有冲击头;
6、所述超声波发生器电连接所述换能器,以驱动换能器带动变幅杆在径向上交替收缩扩张。
7、进一步,所述换能器为压电陶瓷,所述超声波发生器用于向所述换能器施加交变电场。
8、进一步,所述换能器的外侧壁电连接所述超声波发生器的正电极,所述换能器安装孔的孔壁电连接所述超声波发生器的负电极;或所述换能器的外侧壁电连接所述超声波发生器的负电极,所述换能器安装孔的孔壁电连接所述超声波发生器的正电极。
9、进一步,所述变幅杆上径向凸起形成有渐变部,所述渐变部朝向背离所述变幅杆的方向由粗渐细,并在末端设置所述冲击头。
10、进一步,所述刀轴上套设有垫圈,所述垫圈顶面上抵变幅杆,所述刀轴上还套设螺接有锁紧螺母,所述锁紧螺母上抵垫圈底面,以使所述变幅杆、换能器和刀轴依次轴向压紧。
11、进一步,所述冲击头采用硬质合金材质。
12、一种应用上述小孔强化装置进行的送线导向孔加工方法,包括以下步骤:
13、步骤1:在线材导向件上加工出圆孔,圆孔的孔径小于线材直径,将线材导向件固定在加工中心的工作台上;
14、步骤2:使所述旋转刀座带动所述换能器和变幅杆一同旋转,同时使所述超声波发生器向所述换能器施加交变电压,以驱动所述换能器带动变幅杆在径向上交替收缩扩张;
15、步骤3:使所述变幅杆伸入到所述圆孔内,并沿圆孔轴向位移进给,随着变幅杆的旋转和交替收缩扩张,带动冲击头振动冲击圆孔内壁各处,使圆孔产生塑性变形强化形成送线导向孔。
16、采用上述方案后,本发明的有益效果在于:
17、(1)通过旋转刀座能够带动变幅杆在待强化的小孔内旋转,此时通过超声波发生器产生交变电压,换能器将该交变电压转换为物理形变,在径向上产生高频交替的收缩和扩张,变幅杆随之形变,进而带动径向凸起设置在变幅杆上的冲击头高频冲击小孔孔壁,随着旋转刀座沿小孔轴向的进给,实现使冲击头冲击到小孔孔壁各处,进而完成对小孔孔壁的强化;
18、(2)通过调整超声波发生器对换能器施加的交变电压的频率和幅值,即可调整冲击头振动的频率和振幅,以适应孔壁的各种状态和强化要求。
技术特征:
1.一种小孔强化装置,用于安装在加工中心(1)的旋转刀座(2)上,其特征在于:包括换能器(3)、变幅杆(4)和超声波发生器(5);
2.如权利要求1所述一种小孔强化装置,其特征在于:所述换能器(3)为压电陶瓷,所述超声波发生器(5)用于向所述换能器(3)施加交变电场。
3.如权利要求2所述一种小孔强化装置,其特征在于:所述换能器(3)的外侧壁电连接所述超声波发生器(5)的正电极,所述换能器安装孔(7)的孔壁电连接所述超声波发生器(5)的负电极;或所述换能器(3)的外侧壁电连接所述超声波发生器(5)的负电极,所述换能器安装孔(7)的孔壁电连接所述超声波发生器(5)的正电极。
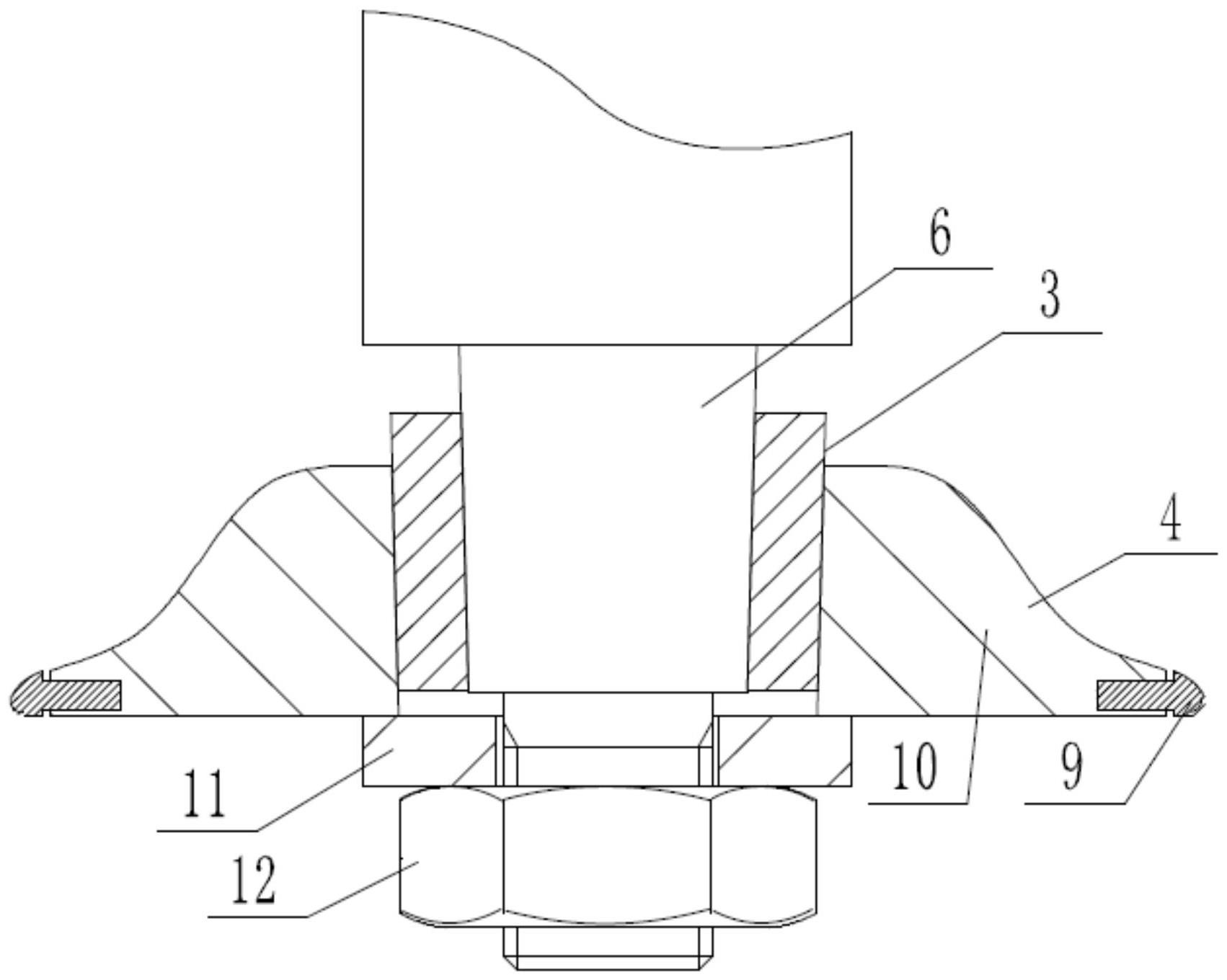
4.如权利要求1所述一种小孔强化装置,其特征在于:所述变幅杆(4)上径向凸起形成有渐变部(10),所述渐变部(10)朝向背离所述变幅杆(4)的方向由粗渐细,并在末端设置所述冲击头(9)。
5.如权利要求1所述一种小孔强化装置,其特征在于:所述刀轴(6)上套设有垫圈(11),所述垫圈(11)顶面上抵变幅杆(4),所述刀轴(6)上还套设螺接有锁紧螺母(12),所述锁紧螺母(12)上抵垫圈(11)底面,以使所述变幅杆(4)、换能器(3)和刀轴(6)依次轴向压紧。
6.如权利要求1所述一种小孔强化装置,其特征在于:所述冲击头(9)采用硬质合金材质。
7.一种应用如权利要求1所述的小孔强化装置进行的送线导向孔加工方法,其特征在于,包括以下步骤:
技术总结
本发明公开一种小孔强化装置及应用其进行的送线导向孔加工方法,小孔强化装置安装在旋转刀座上,旋转刀座向下延伸有刀轴,刀轴外周呈上大下小渐变的锥形外轮廓;其换能器中央具有一个上大下小锥形渐变的换能器安装孔,换能器安装孔套紧在刀轴外周;换能器外周同样呈上大下小渐变的锥形外轮廓;其变幅杆中央具有一个上大下小锥形渐变的刀具安装孔,刀具安装孔套紧在换能器外周;变幅杆上径向凸起设置有冲击头;其超声波发生器电连接换能器,以驱动换能器带动变幅杆在径向上交替收缩扩张;送线导向孔加工方法中,通过上述小孔强化装置使其上的圆孔孔壁塑性变形强化,以形成送线导向孔。通过本发明能够实现对送线导向孔等小孔孔壁进行超声冲击强化。
技术研发人员:蒋清山,李毅,陈俊英,陈秀玉,许志龙,魏泽洪,蒋清源
受保护的技术使用者:集美大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!